11222467
Изобретение относится к обласи сварки, в частности к механи- ческим испытаниям конструкций, а более конкретно к определеию прочности сварки в биметалличесих соединениях.
Целью изобретения является обеспечение возможности испытаний на срез биметаллических соединений с тонким плакирующим слоем, исключение разрыв а плакирующего слоя и увеличение точности испытаний.
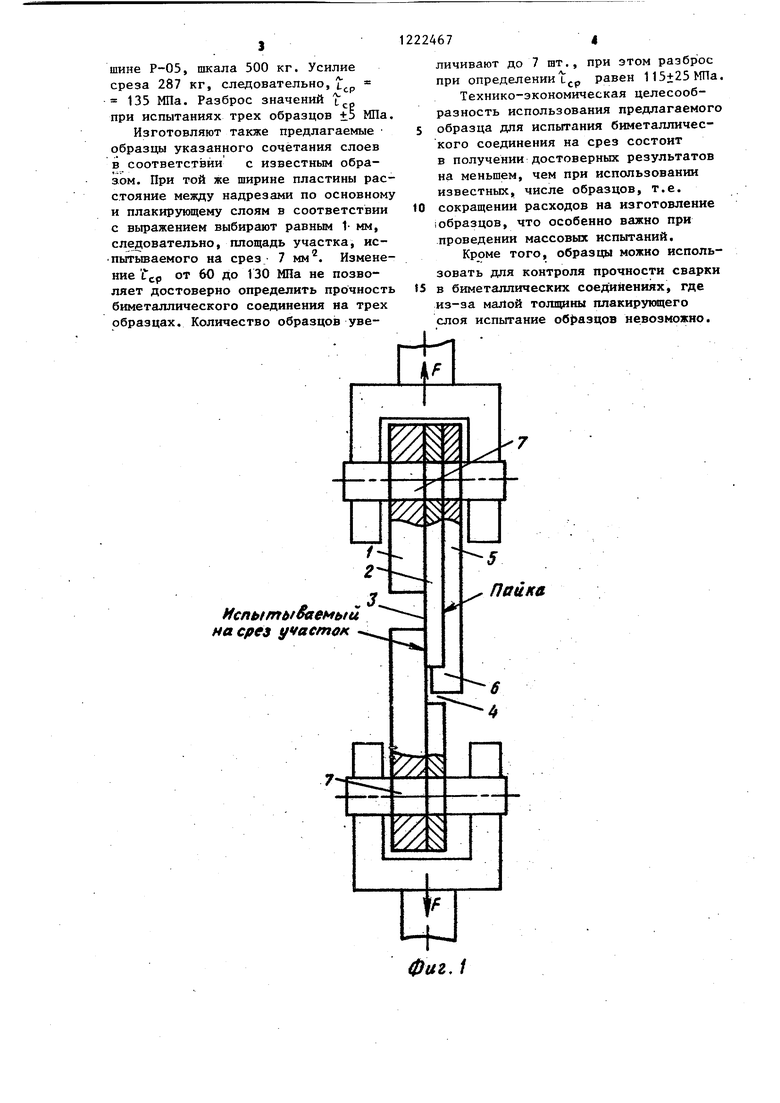
.На фиг. 1 изображен образец ля испытания биметаллического соединения на срез; на фиг. 2 - то е, вариант обеспечения планки на образце.
Образец для испытания биметаллического соединения на срез состоит, из основного 1 и плакирующего 2 слоев,в основ ном слое выполнен J aдpeз 3, а в плакирующем-надрез 4, на глубину, соответствующую толщине слоя. Металлическая планка S размещена со стороны плакирующего слоя на участке, где имеется надрез 3 в основном слое. Выступ 6 металлической планки 5 входит в надрез в плакирующем слое и контактирует с торцом последнего. Планка соединена с плакирующем слоем пайкой для исключения в процессе испытаний потери контакта выступа планки с торцом плакирующего слоя в надрезе. По концам образца выполнены отверстия 7 для соединения образца с захватами разрывной испытательной машины.
Образец можно выполнить с иным вариантом обеспечения фиксации планки на образце - с помощью винтовой струбцины 8, надеваемой на образец и планку и посредством нажимного винта 9 сжимающей их между собой. Такой вариант технологически проще, чем соединение пайкой, но требуется оснастка на различные размеры образцов.
Наличие выступа на конце метал- . лической планки, вводимого в надрез в плакирующем слое и контактирующего с торцом плакирующего слоя, позволяет полностью исключить деформацию и разрыв по плакирующему слою в месте надреза основного слоя и обеспечивает разрушение диффузионного соединения срезом (сдвигом). Возможность использования металличста пом изг
5 с т ляе при над уча
10 что тат тан
ход
15 пла ний на пов ног
20 цин тем дит той
25 гив (ср Раз пиш рыв
30 КОЙ чес так ет раз то бол уча рую выс
35
40
рез
мой ме фуз
5 тов рую ди 2 м пла
50 сто вве ный так мед
55 сто щад
лической планки из высокопрочной стали значительной толщины, с высту-; пом, размеры которого исключают его изгиб или .срез при взаимодействии
с торцом плакирующего слоя, позволяет осуществить испытания на срез при значительном расстоянии между надрезами. Площадь испытываемого участка при этом достаточно велика,
чтобы получить достоверные результаты при минимальном объеме испытаний.
Для того, чтобы исключить выход выступа планки из надреза в
плакирующем слое в процессе испытаний, металлическую планку фиксируют на образце методами, которые бы не повлияли на показатели диффузион-i ного соединения (например, струб
циной или пайкой, в последнем случае температура пайки не должна цриво- дить к изменению прочности достигнутой ранее диффузионной связи).
При приложении к образцу растягивающего усилия разрушение образца (срез) происходит по участку сварки. Разрушение разрывом может произойти пишь при условии одновременного разрыва плакирующего слоя и металличес-
КОЙ планки или среза выступа металлической планки. Этого легко избежать, так как конструкция образца позволяет в широких пределах варьировать размерами металлической планки, в то же время обеспечивая достаточно большую площадь среза по испытуемому участку диффузионной сварки, гарантирующую осуществление испытаний с высокой достоверностью полученньк
40
результатов.
Пример. Образцы предлагаемой конструкции изготовляют из би-; металлической трубы, полученной диффузионной сваркой двухслойной заготовки 033,5 мм с наружным плакирующим слоем толщиной 1,2 мм из меди МЗР и внутренним слоем толщиной 2 мм из стали 10. Металлическую планку толщиной 2 мм припаивают со
стороны слоя меди, предварительно введя ее выступ в надрез, выполненный в слое меди с обязательным контактом выступа с торцом плакирующего медного слоя.
Пластины имеют ширину 7 мм, расстояние между надрезами 3 мм, площадь участка, испытываемого на срез, мм. Испытания проводят на машине Р-05, шкала 500 кг. Усилие среза 287 кг, следовательно, 135 МПа. Разброс значений i при испытаниях трех образцов ±5 МПа.
Изготовляют также предлагаемые образцы указанного сочетания слоев в соответствии с известным образом. При той же ширине пластины расстояние между надрезами по основному и плакирующему слоям в соответствии с выражением выбирают равным 1- мм, следовательно, площадь участка, ис- пытьгоаемого на срез 7 мм . Изменение (Гер от 60 до 130 МПа не позволяет достоверно определить прочность биметаллического соединения иа трех образцах. Количество образцов уве2224674
личивают до 7 шт., при этом разброс при определении равен 115+25 МПа.
Технико-экономическая целесообразность использования предлагаемого
5 образца для испытания биметаллического соединения на срез состоит в получении достоверных результатов на меньшем, чем при использовании известных, числе образцов, т.е.
10 сокращении расходов на изготовление :образцов, что особенно важно при проведении массовых испытаний.
Кроме того, образцы можно использовать для контроля прочности сварки
f5 в биметаллических соединениях, где из-за малой толщины плакирукщего слоя испытание об азцов невозможно.
HcnbimbtScteMbiu на срез участок
фиг, 1
Нспытыва емьт на срез yt acmoK
Составитель З.Хаустова Редактор Л.Гратилло Техред Л.Олейник
Заказ 1649/13
Тираж 100 ГПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПГШ Патент, г. Ужгород, ул. Проектная, 4
Фиг. 2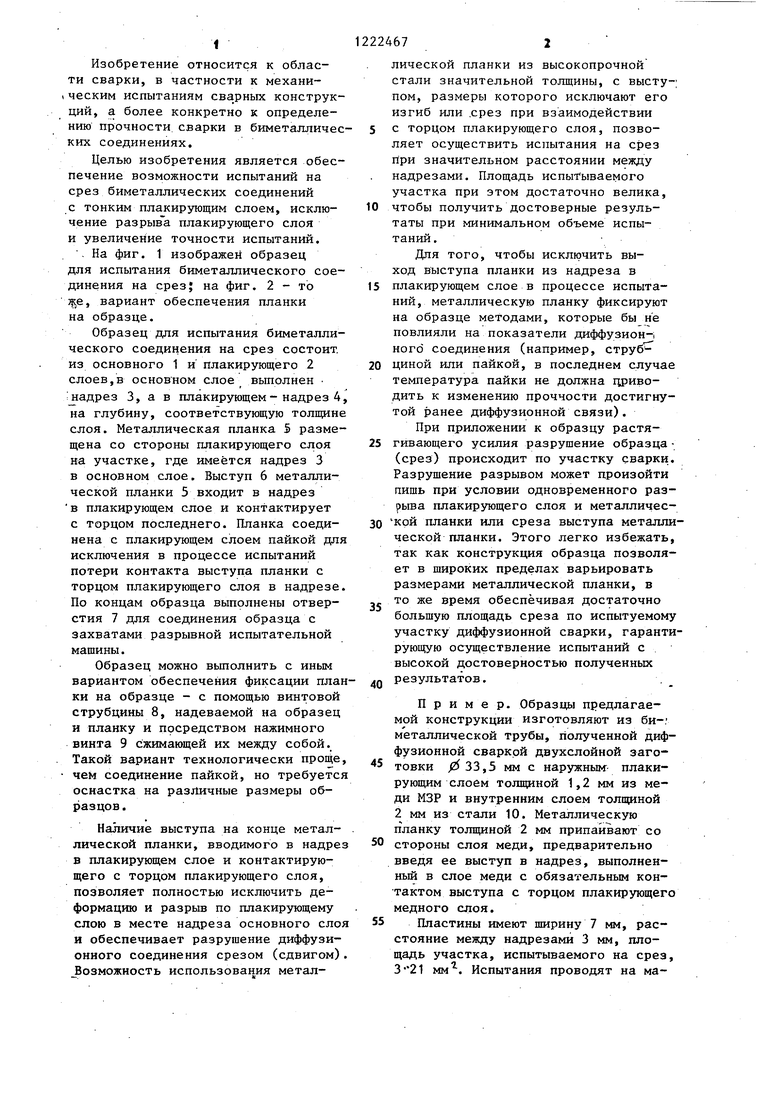
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПЛАКИРУЮЩЕГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2047168C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПЛАКИРУЮЩЕГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2073848C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ НАНЕСЕННОГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2087900C1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2015 |
|
RU2593242C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СОЕДИНЕНИЯ ТОНКОГО ПОКРЫТИЯ С ПОДЛОЖКОЙ | 2005 |
|
RU2298167C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| Масамицу К | |||
| тальные ленты, плакированные нержавеющей сталью, 1964, № 5, 36, р | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Чепурко М.И | |||
| и др | |||
| Биметаллические трубы | |||
| М.: Металлургия, 1974, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
