Изобретение относится к шлифованию материалов с применением смазочно-охлаждающих жидкостей (СОЖ).
Цель изобретения - повышение эффективности очистки пор шлифовального круга.
Поставленная цель достигается тем, что в устройстве для подачи СОЖ пазы на поверхности корпуса, обращенного к кругу, выполнены в форме равносторонней трапеции, а каналы - наклонными, с выходом на боковую поверхность паза у ее основания, образуя угол 120-150°.
При этом диаметр канала равен ширине паза в поперечном сечении.
Пазы расположены в шахматном порядке рядами, перекрывая друг друга.
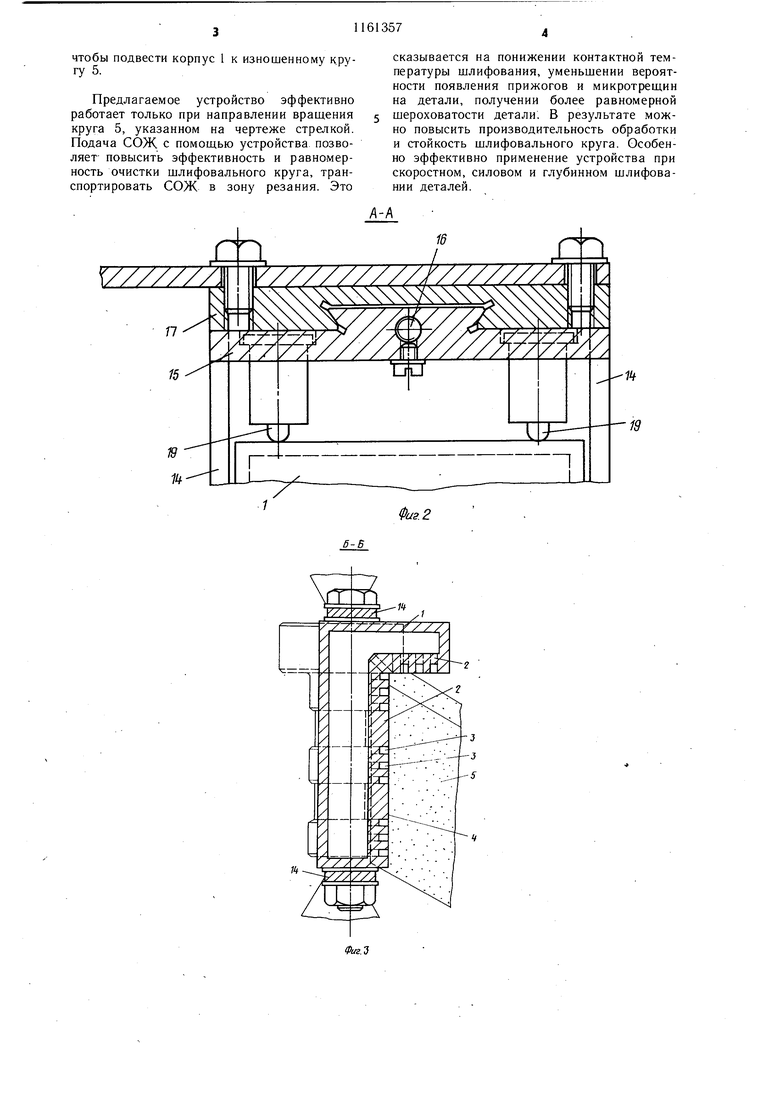
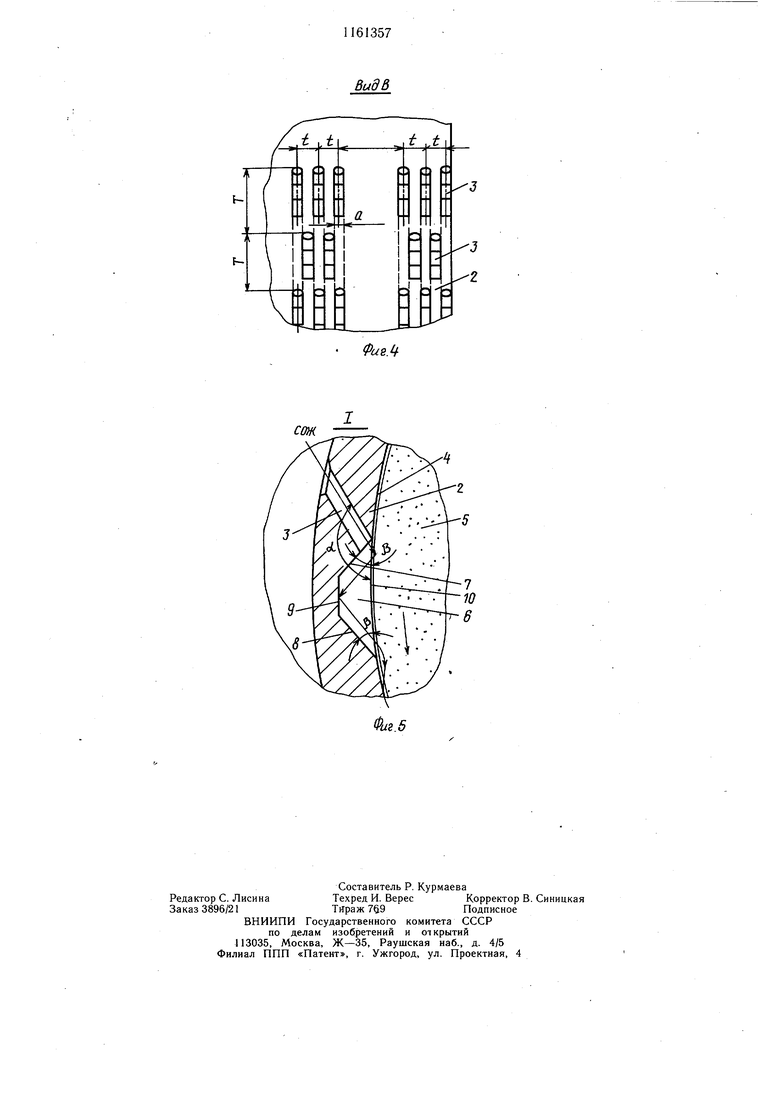
На фиг. 1 схематически показано предлагаемое устройство, продольный разрез, обшлй вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - узел I на фиг. 1, схема очистки шлифовального круга.
Устройство содержит полый корпус 1, на поверхности 2 которого обращенной к кругу выполнены каналы 3, выходящие на распыливающую поверхность 4, эквидистантную поверхности нового шлифовального круга 5. Каждый канал 3 выполнен наклонным с выходом на боковую поверхность равносторон; него трапециевидного паза 6 с боковыми поверхностями 7 и 8 на распыливающей поверхности 4. Ширина а трапециевидного паза 6 в поперечном сечении равна диаметру канала 3. Канал 3 выходит.на боковую поверхность 7 вблизи пересечения ее с большим основанием 10 и образует с последним угол о(. 120-150°. Углы f при большом основании 10 равностороннего трапециевидного паза 6 выполнены равными углу отражения струи СОЖ от поверхности круга 5. Пазы 6 расположены рядами на поверхности 2 корпуса в шахматном порядке, перекрывая друг друга, т.е. шаг между пазами 6 в одном ряду . Расстояние Т между соседними рядами пазов не позволяет им пересекаться друг с другом. Ряды пазов 6 выполнены на поверхности 2 только там, где требуется очистка круга от засаливания отходами шлифования. Подача СОЖ в корпус 1 производится через шланг 11 и штуцер 12. Распыливающая поверхность 4 корпуса 1 расположена с зазором 0,2-1 мм от поверхности круга. Устройство имеет механизм регулировки зазора. Корпус 1 свободно поворачивается вокруг оси 13 и тягами 14 крепится к планке 15, которая перемещается винтом 16 по направляющим неподвижного угольника 17. Угольник 17 целесообразно крепить к части станка, неподвижной относительно шлифовальной бабки, например на передней бабке или станине, так как в этом случае уменьшаются габариты механизма передвижения. Винтом 18, расположенным в неподвижном угольнике 17, осуществляют поворот корпуса 1 вокруг оси 13. Подпружиненные толкатели 19, размещенные в планке 15, стремятся повернуть корпус 1 вокруг оси 13 против часовой стрелки и обеспечивают постоянное силовое замыкание корпуса 1 на винт 18. Винты 16 и 18 имеют упоры для остановки корпуса 1
в крайних положениях, т.е. при новом и полностью изношенном шлифовальных кругах.
Устройство работает следующим образом.
5 При подводе шлифовальной бабки к заготовке включается насос и СОЖ подается через шланг 11 и штуцер 12 во внутреннюю полость корпуса 1 и распределяется по каналам 3. На входе последних выполнены
0 фаски для уменьшения гидросопротивления. В каждом канале 3 струя СОЖ направляется наклонно к поверхности круга и под действием кинетической энергии пробивает воз душные потоки, создаваемые вращающимся кругом, ударяется о поверхность круга 5,
5 открывая с нее частички шлама и металла. Отразившись от круга под углом р, поток СОЖ движется по боковой поверхности 7
трапециевидного паза 6 и сталкивается с верхним основанием 9. Поток СОЖ отраQ жается от верхнего основания 9 под тем же углом и вновь направляется на круг, смачивая и очищая его поверхность. Затем СОЖ продавливается в поры круга под действием гидравлического клина, образованного боковой поверхностью паза и кругом 5.
5 Происходит дросселирование жидкости в зазоре между распыливающей поверхностью 4 и кругом 5, что увеличивает смазочное, охлаждающее и смачивающее действие СОЖ по отнощению к кругу. Ряды каналов, расположенные на поверхности 2 в шахматном порядке, перекрывая друг друга многократно, очищают поверхность круга и насыщают его поры СОЖ, которая транспортируется порами круга в зону резания, оказывая смазывающее и охлаждающее действие на
5 обрабатываемую деталь. По мере износа .круга увеличивается зазор между распиливающей поверхностью 4 корпуса 1 с расположенными -на ней большими основаниями 10 трапециевидных пазов 6, и кругом 5, уменьшается эффективность работы устрой° ства. Поэтому периодически узел, состоящий из корпуса 1, оси 13, тяг 14 и планки 15, перемещается винтом 16 по направляющим угольника 17 и кругу 5, а- затем винтом 18, преодолевая сопротивление под5 пружиненных толкателей 19, корпус 1 поворачивается вокруг оси 13 для лучшего прилегания распыливайщей поверхности 4 к кругу 5. Величины хода винтов достаточны.
чтобы подвести корпус
к изношенному круГУ 5.
Предлагаемое устройство эффективно работает только при направлении вращения круга 5, указанном на чертеже стрелкой. Подача СОЖ с помощью устройства позволяет повысить эффективность и равномерность очистки щлифовального круга, транспортировать СОЖ в зону резания. Это
сказывается на понижении контактной температуры шлифования, уменьщении вероятности появления прижогов и микротрещин на детали, получении более равномерной шероховатости детали. В результате можно повысить производительность обработки и стойкость шлифовального круга. Особенно эффективно применение устройства при скоростном, силовом и глубинном шлифовании деталей.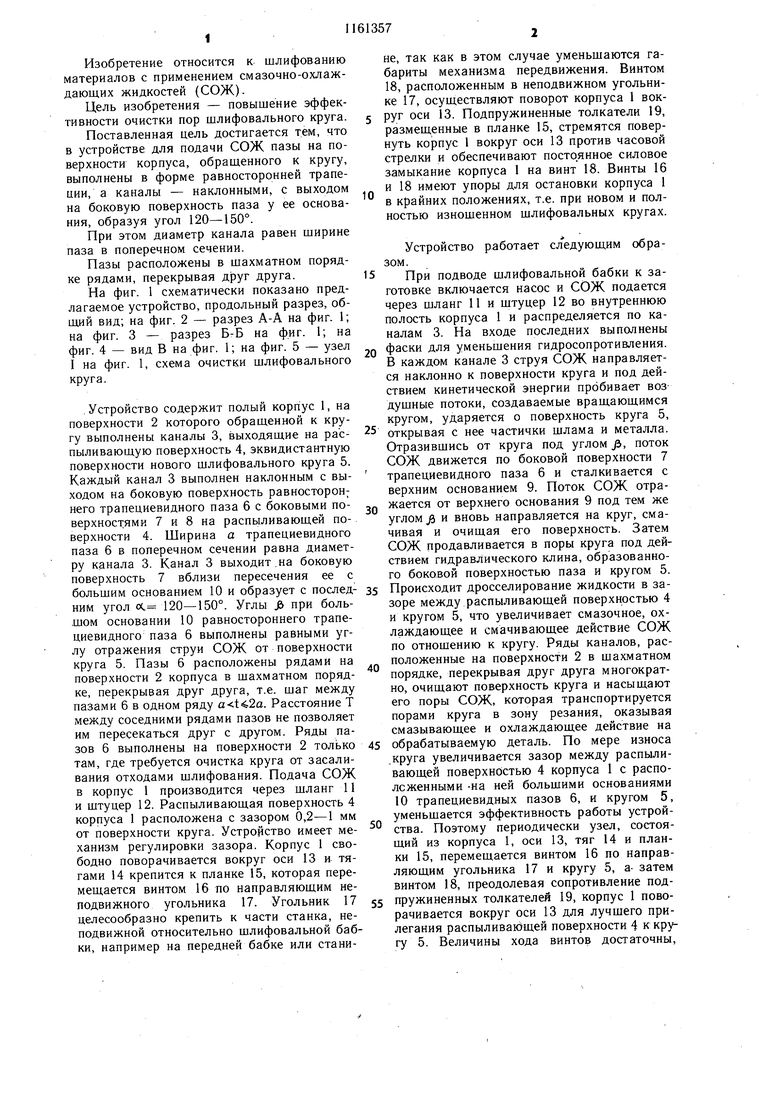
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости | 1978 |
|
SU889407A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| Устройство для подачи смазочно-охлаждающей жидкости при шлифовании | 1978 |
|
SU766846A1 |
| Устройство для подвода смазочноохлаждающих жидкостей (сож) к шлифовальному кругу | 1976 |
|
SU631323A1 |
| Плоскошлифовальный станок | 1983 |
|
SU1093491A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство для очистки шлифовального круга | 1974 |
|
SU579131A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ), содержащее установленный с возможностью радиального перемещения и частично охватывающий щлифовальный круг полый корпус, на поверхности которого, обращенной к шлифовальному кругу, выполнены трапециевидные пазы, соединенные каналами с полостью корпуса, отличающееся тем, что, с целью повыщения эффективности очистки пор шлифовального круга, указанные пазы выполнены в форме равносторонней трапеции, а каналы - наклонными, с выходом на боковую поверхность паза у ее основания, образуя угол 120-150°. 2.Устройство по п. 1, отличающееся тем, что диаметр канала равен ширине трапециевидного паза в поперечном сечении. 3.Устройство по п. 1, отличающееся тем, что пазы расположены в шахматном порядке рядами, перекрывая друг друга.
сож
| ВИХРЕВАЯ МЕЛЬНИЦА | 2008 |
|
RU2365413C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
