Изобретение относится к механической обработке круглых деталей абразивным инструментом.
Цель изобретения - повышение производительности и качества обработки за счет одновременной обработки двух деталей и упрочнения их поверхностей в контактной зоне, а также упрощение обработки крупногабаритных деталей типа прокатки валков.
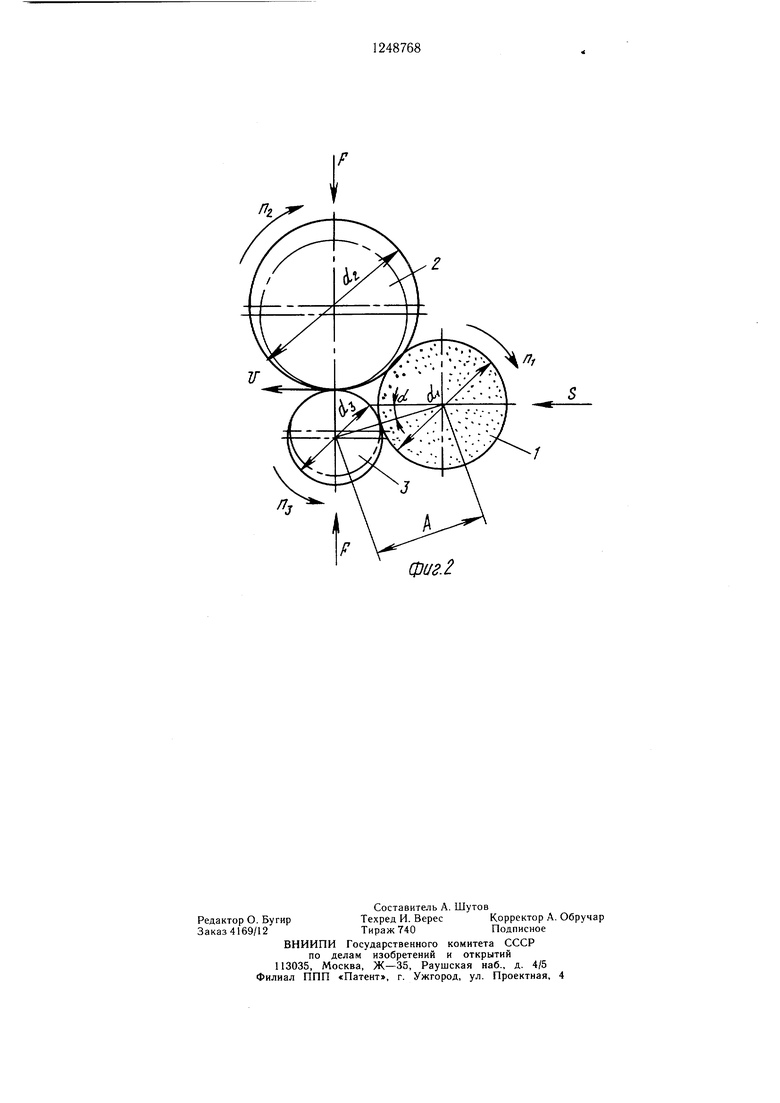
На фиг. 1 показана схема осуществления способа; на фиг. 2 - то же, вид сбоку (сплощной линией показано исходное положение и деталей, штрихпунктирной - после съема припуска).
Способ осуществляется следующим образом.
Шлифовальный круг 1 диаметром di вво- 15 дят в контакт одновременно с двумя деталями 2 и 3. Детали диаметрами do и d.3 плотно поджимают друг к другу и соответственно вращают в противоположных насъема припуска и приработки контактных поверхностей детали поджимают с силой, обеспечивающей контактные давления от 0,2 до 0,8 напряжения смятия обрабатываемых материалов при температуре щлифования.
При шлифовании на рабочем месте деталей, имеющих высокую окружную скорость, соизмеримую со скоростью щлифования, например прокатных валков, скорость круга выбирают на порядок ниже окружной ско10 рости деталей. Возможно осуществление способа без возвратно-поступательного движения шлифовального круга с одной лишь радиальной подачей. В таком случае обрабатываются поверхности по ширине и профилю круга или короткие участки деталей, перекрываемые щириной круга.
Пример. В рабочей зоне моталки широкополосного стана горячей прокатки устанавливается специальное приспособление со шлифовальным кругом, имеющим привод возправлениях с частотами П2 и п.з, обеспечи- Q вратно-поступательного движения от винта с
вающими одинаковую окружную скорость V d2na djnj. Шлифовальный круг получает вращение с частотой П| и прямолинейное возвратно-поступательное движение вдоль образующей детали с частотой Пдв.х..
В процессе, щлифования шлифовальному кругу сообщают подачу на врезание в направлении окружной скорости детали в токе их конта та. По мере съема припуска детали 2 и 3 непрерывно сближают, сохраняя плотный контакт друг с другой под действием сил прижима F. Тем самым обеспечивается автоматическое перераспределение толщин среза на деталях пропорционально подаче на врезание S. Исходя из допустимой радиальной подачи Sp величина подачи на врезание выбирается с учетом угла а наклона линии центров круга и детали наи- меньщего диаметра к направлению подачи врезания.
S Sp/Sina 2ASp/d3,
реверсируемым двигателем и привод поперечной подачи на врезание, например, от гидроцилиндра с дроссельным регулированием скорости.
Тянущие ролики диаметрами d2 900 мм
25 и d3 400 подводятся до плотного контакта от индивидуальных гидроцилиндров через систему рычагов с силой 15 кН. При длине роликов L 2000 мм в контактной зоне создаются давления порядка 40 МПа. Валкам сообщают вращение с частотами П2 20 мин
и Пз 45 мин обеспечивающими одинаковую окружную скорость V2 V.3 60 м/мин., Регулирование частоты вращения бесступенчатое. Шлифовальный круг диаметром 600 мм получает вращение частотой ni 900 об/мин, что соответствует скорости шлифования
35 v, 30 м/с.
Скорость возвратно-поступательного движения шлифовального круга Удх 4 м/ /мин, частота двойных ходов шлифовального круга п 1 д.х/мин. Скорость подачи вре40 зания круга S 0,05 мм/мин. Припуск на сторону каждого валка t 0,3 м.м.
где А - межцентровое расстояние шлифовального круга и детали наименьшего диаметра.
Плотный контакт деталей в процессе шлифования обеспечивает замыкание систе- мы СПИД и повышает ее жесткость. При высоких давлениях в контактной зоне процесс шлифования соответствует резанию с опережающим пластическим деформированием, которое характеризуется значительным снижением сил резания и повышением стойкости режущего инструмента.. Кроме того, происходит накатывание и совместная приработка шлифуемых поверхностей, что повышает их качество. Для интенсификации
съема припуска и приработки контактных поверхностей детали поджимают с силой, обеспечивающей контактные давления от 0,2 до 0,8 напряжения смятия обрабатываемых материалов при температуре щлифования.
При шлифовании на рабочем месте деталей, имеющих высокую окружную скорость, соизмеримую со скоростью щлифования, например прокатных валков, скорость круга выбирают на порядок ниже окружной скорости деталей. Возможно осуществление способа без возвратно-поступательного движения шлифовального круга с одной лишь радиальной подачей. В таком случае обрабатываются поверхности по ширине и профилю круга или короткие участки деталей, перекрываемые щириной круга.
Пример. В рабочей зоне моталки широкополосного стана горячей прокатки устанавливается специальное приспособление со шлифовальным кругом, имеющим привод возвратно-поступательного движения от винта с
реверсируемым двигателем и привод поперечной подачи на врезание, например, от гидроцилиндра с дроссельным регулированием скорости.
Тянущие ролики диаметрами d2 900 мм
и d3 400 подводятся до плотного контакта от индивидуальных гидроцилиндров через систему рычагов с силой 15 кН. При длине роликов L 2000 мм в контактной зоне создаются давления порядка 40 МПа. Валкам сообщают вращение с частотами П2 20 мин
и Пз 45 мин обеспечивающими одинаковую окружную скорость V2 V.3 60 м/мин., Регулирование частоты вращения бесступенчатое. Шлифовальный круг диаметром 600 мм получает вращение частотой ni 900 об/мин, что соответствует скорости шлифования
v, 30 м/с.
Скорость возвратно-поступательного движения шлифовального круга Удх 4 м/ /мин, частота двойных ходов шлифовального круга п 1 д.х/мин. Скорость подачи врезания круга S 0,05 мм/мин. Припуск на сторону каждого валка t 0,3 м.м.
Рабочее время шлифования составляет
Сt
6 мин.
Машинное время с учетом выхаживания на 4 хода Т маш. 10 мин.
По второму варианту скорость шлифования сообщается прокатным валкам 2 УЗ 30 м/с, П2 600 , п 1350 . Шлифовальный круг полу- чает вращение с частотой п 30 , что соответствует окружной скорости 60 м/мин. Скорость возвратно-поступательного движения и подачи врезания остаются без изменения.
фиг. 2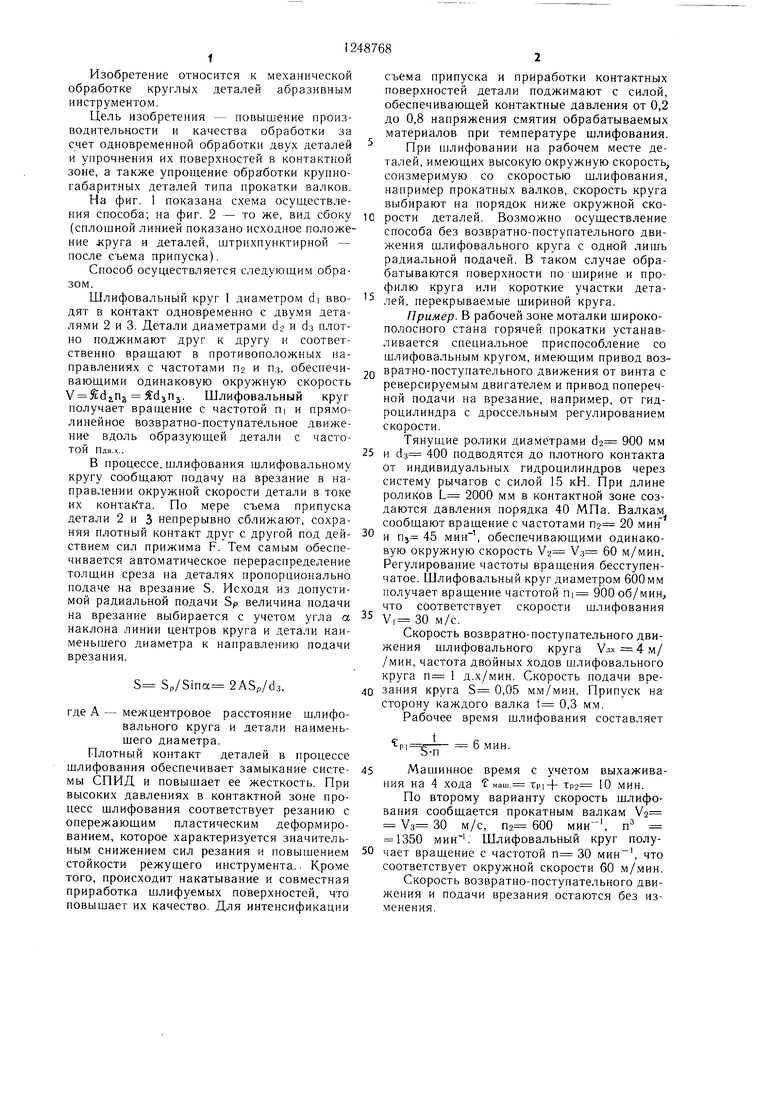
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2359804C2 |
| Способ шлифования деталей | 1985 |
|
SU1389994A1 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Способ круглого шлифования | 1974 |
|
SU626937A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
