Изобретение относится к машиностроению, а именно к захватным устройствам манипуляторов и автооператоров, предназначенных для автоматизации загрузки металлорежущих станков , и может быть применено при
массовом и крупносерийном производстве деталей типа винтов.
Целью изобретения является повышение надежности путем заведения заготовки винта в цангу станка до торца головки.
На фиг. 1 изображ рно захватное устройство в момент 9а: СВ ата заготовки, разрез; на фиг.2 - вид А на фиг. 1; на фиг.З - захватное устройство при загрузке заготовки в цангу станка, разрез; на фиг.4 - вид Б на фиг.З.
Захватное устройство манипулятора состоит из корпуса 1 с крьш1кой 2. В пазу корпуса 1, имеющем сечение прямоугольной формы, размещен толкатель 3, в котором находится пружина 4, опирающаяся на винт 5, закрепленный в корпусе 1. Пружина 4 поддерживает- корпус 1 в крайнем нижнем положении.
Винт 5 удерживает корпус 1 на толкателе 3. На штанге 6, имеющей возможность перемещения в совместной расточке корпуса 1 и крьш1ки 2, сидит неподвижно ползун 7, застопоренный штифтом 8. В ползуне 7 установлены оси 9 и 10, на которых подвешены поворачивающиеся зажимные губки 11 и 12, выполненные соответственно с рычажными упорами 13 и 14. Зажимные губки 11 и 12 поджимаются один к другой пружиной 15.
Кроме того, на ползуне 7 закреплена пружина 16, соединенная с досыла- телем 17, который рычажными упорами 13 и 14 зажимных губок 11 и 12 удерживается от преждевременного досылания заготовки и не препятствует ее захвату, например, из лотка вибробун кера.Досылатель 17 смонтирован наосях 18,которые установлены в корпусе 1 .
Кроме того досылатель 17 снабжен упором 19 для заталкивания заготовки до торца головки в цангу станка в тот момент, когда толкатель 3, воздействуя на рычажные упоры 13 и 14 захватных губок 11 и 12, разводит их до размера больше диаметра головки заготовки.
Толкатель 3 и ползун 7 при взаимодействии один с другим сопрягаются клин6йь1ми поверхностями 20 и 2(.
На штанге 6 установлена пружина 22 для удержания ползуна 7 в крайнем евом положении. На станке установен упор для взаимодействия с корпусом 1 или с крьшпсой 2.
Захватное устройство работает следующим образом.
При движении захватного устройства вниз зажимные губки 11 и 12 упираются в цилиндрическую часть заготовки и при необходимом усилии на толкателе 3 зажимные губки 11 и 12 разводятся и захватывают заготовку своими сферическими поверхностями, например, из лотка вибробункера. При транспортировании заготовки захватным устройством из лотка вибробункера до зоны загрузки в цангу станка она удерживается зажимными губками 11 и 12 под действием усилия пружины 15.
Для загрузки заготовки в цангу станка корпус 1 или крьш1ка 2 захватного устройства подходит до упора на станке и останавливается. При нажатии на толкатель 3 с усилием, достаточным для преодоления усилия пружины 4, он начинает перемещаться вниз, воздействуя своей клиновой поверхностью 20 на клиновую поверхность 21 ползуна 7, отодвигая его совместно с закрепленной штангой 6 перпендикулярно движению толкателя 7, т.е. заготовка, удерживаемая зажимными губками 11 и 12, перемещается в сторону цанги и заводится в нее.
По мере перемещения ползуна 7 с захватными губками 11 и 12 торцы рычажных упоров 13 и 14 зажимных губок отходят от досылателя 17, тем самым досылатель 17, снабженный упором 19, начинает воздействовать на заготовку с усилием пружины 16. По окончании перемещения ползуна 7 в пазу корпуса 1 толкатель 3 продолжает перемещаться вниз и при контакте с рычажными упорами 13 и 14 зажимных губок 11 и 12, удерживающих заготовку, давит на эти упоры, губки начинают поворачиваться на осях 9 и 10 и разводиться, освобождая заготовку. Причем зажимные губки 11 и 12 разводятся на размер больше диаметра головки заготовки, при таком разводе досьшатель 17 своим упором 19 под действием усилия пружины 16 досылает заготовку до торца головки в цангу металлообрабатывающего станка.
312225434
Захватное устройство обеспечивает же автоматическое заталкивание заго надежный автоматический захват зато- товки до торца головки в цангу товки, перемещение заготовки, а так- станка.
Вид А
+
4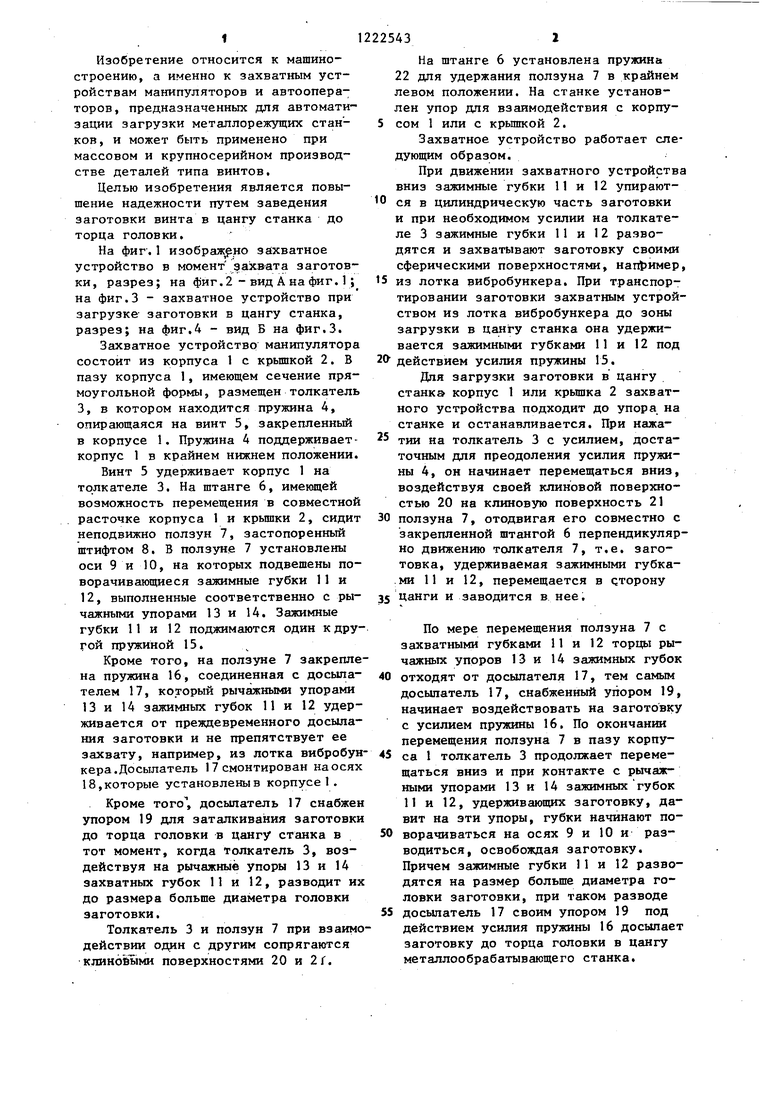
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1983 |
|
SU1144846A2 |
| Загрузочное устройство | 1972 |
|
SU443740A1 |
| Автооператор | 1979 |
|
SU772809A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1980 |
|
SU882685A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| Захватная головка манипулятора | 1986 |
|
SU1342727A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |

18
Фиг г
Вид 6
Фиг.З
Фиг Л
Составитель А.Алексеев Редактор А.Ворович Техред И.Гайдош Корректор А.Тяско
Заказ 1656/17 Тираж 1031Подписное
ВНИИПИ Государственно го комитета GCCP по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПГШ Патент, г. Ужгород, ул. Проектная, 4
| АВТОМАТИЧЕСКИЙ ЗАГРУЗЧИК МЕТАЛЛОРЕЖУЩИХСТАНКОВ | 0 |
|
SU283797A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
