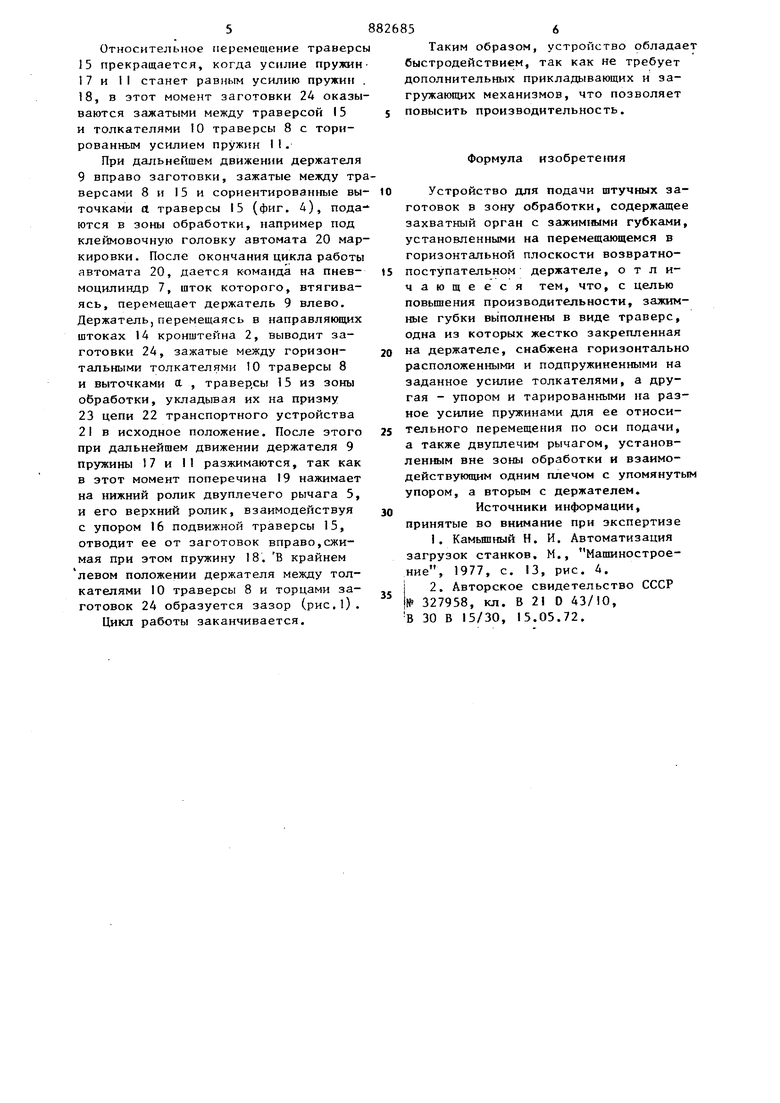
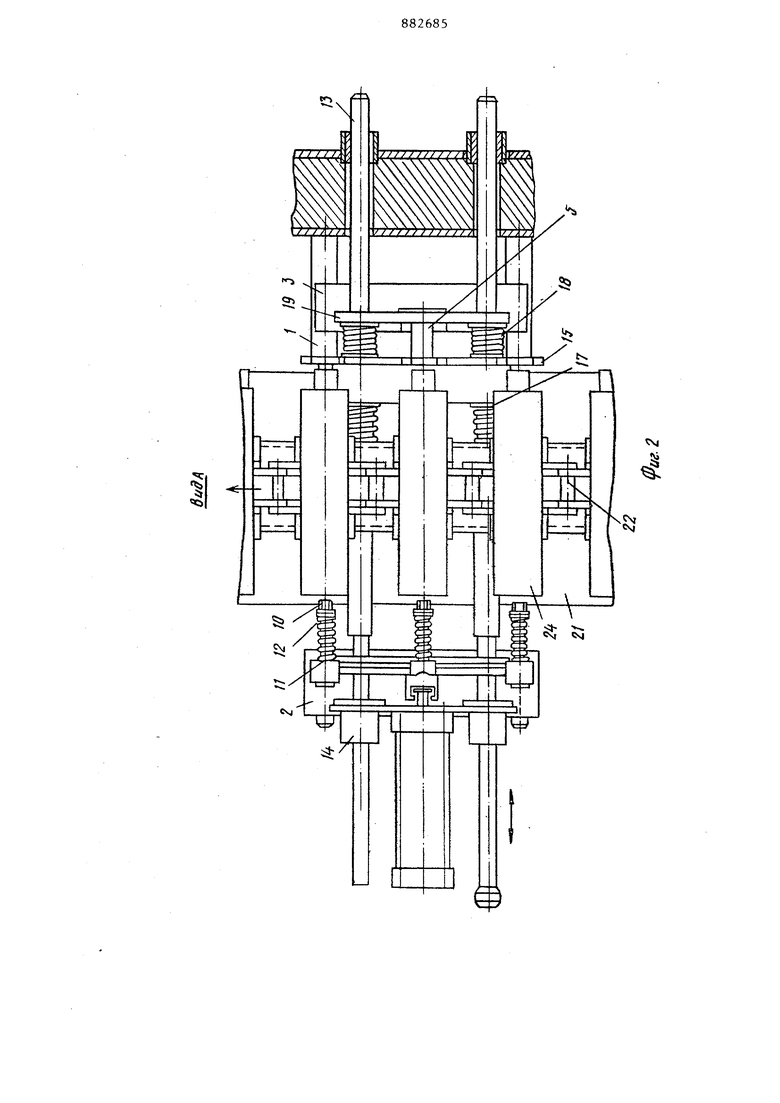
Изобретение относится к области о работки материалов давлением, в част ности к оборудованию автоматических линий обработки и сборки. Оно может найти применение также в химической промьшшенности в линиях изготовления и обработки полиэтиленовых емкостей. Известны устройства различной кон струкции и принципов действия, предназначенные для подачи заготовок в зону обработки, содержаицве подающий транспортер с призмами, механизмы заталкивания и выталкивания l. Недостатком данных устройств явля ется то, что заготовки подаются в -зо ну обработки, путем сталкивания с призм не зажатые, что может привести к разориентироварпш их относительно радиально расположенного рабо чего инструмента, кроме этого,не исключается падение заготовок с призм, что снижает быстродействие механизмо заталкивания и выталкивания, а следовательно, и производительность. Известно также устройство для подачи штучных заготовок в зону обработки, содержащее захватный орган с зажимными губками, установленными на перемещающемся возвратно-поступательно в горизонтальной плоскости держателе, -причем для обеспечения возможности подачи заготовок и фиксирования их при загрузке захватного оргат на, держатель снабжен подпружиненной заслонкой, установленной с возможностью относительного поступательного пер мещения по оси подачи, под действием предусмотренного в зоне обработки неподвижного упора. Такие устройства обеспечивают надежную подачу заготовок в обработки в ориентированном положении 2. Однако эти устройства не позволяют встраивать их в автоматические поточные линии без дополнительных меха1шзмов загрузки (толкателей или подъемНИКОЕ), что приводит к снижению производительности. Кроме этого известные устройства не пригодны для групповой подачи деталей, расположенных на транспортном устройстве с минимальным шагом, так как требуют определенного пространства для расположения держателей губок, что сужает область их применения. Цель изобретения - повышение производительности. Указанная цель достигается тем, что зажимные губки устройства выполнены в виде вертикальных траверс, од на из которых, жестко закрепленная н держателе, снабжена горизонтально расположенными и подпружиненными на заданное усилие толкателями, а другая - упором и тарированными на разное усилие пружинами для ее относительного перемещения по оси подачи; а также двуплечим рычагом, установле ным вне зоны обработки и взаимодейст вующим одним плечом с упомянутым упо ром, а вторым с держателем. На фиг. 1 представлен общий вид устройства, исходное положение механизмов; на фиг. 2 - вид А, на фиг. 1 на фиг. 3 - узел 1 на фиг,5, рабочее положение механизмов устройства; на фиг. 4 - сечение Б-Б на фиг.З. Устройство для подачи штучных заготовок (фиг.) состоит из двух неподвижных параллельно расположенных горизонтальных штанг 1,закрепленных в кронштейне 2 и несущих поперечину 3 с вращающимся на оси 4 двуплечим рычагом 5, снабженным роликами 6. На кронштейне 2 закреплен пневмоцилиндр 7, кинематически связанный с траверсой 8, Жестко закрепленной на держателе 9. Траверса 8 снабжена горизонтальными толкателями 10, подпружиненными пружинами 11, усилие ко торых регулируется посредством гаек 12. Держатель 9 содержит две горизонтальные штанги 13, подвижно установленные в направляющих втулках 14 кронштейна 2 и скрепленные между co6ovi,подвижную траверсу 15, имекндую в нижней части упор 16 и подпружиненную с двух сторон пружинами 17 и 18, причем усилие пружины 18 больше усилия пружины 17. Дополнительно щтанг,й 13 скреплены поперечиной 19. Траверса 15 в верхней части имеет кольцевые выточки а Для центрирования заготовок. 54 Двуплечий ричаг 5 взаимодействует с верхним роликом с упором 16 траверсы 15, а нижним роликом - с поперечиной 19 штанг 13 держателя 9. ycTpofjcTBo устанавливается консольг но на позициях технологических автоматов посредством закрепления штанг 1, при этом держатель и несущие штанги располагаются между ветвями подающего транспортного устройства. На фиг. 1 показан 3-х позиционный автомат 20 и трансгтортное устройство . 21, цепью 22, несущие призму 23 с заготовками 24. Устройство может переналахшватьсякак в зависимости от количества подаваемых заготовок, так и от их , для чего траверсы 8 и 15 выполнены разгонными (части S и k , причем нижние части о содержат клеммники для крепления, а траверса 8 штанги 1 выполнена с возможностью перемещения в горизонтальной плоскости. В исходном (фиг. 1 ) положении, когда движется цепь 22, траверса 8 с толкателями 10 и траверса 15 отведены от торцов заготовок 24, при этом шток цилиндра 7 втянут, держатель 9 с поперечиной 19 выведен из зоны обработки, двуплечий рычаг 5 нажат поперечиной 19 и своим верхним роликом 6 взаимодействует с упором 16 траверсы 15, деформируя пружину 18. Устройство работает следующим образом. «Заготовки 24, например полиэтиленовые емкости, изготовленные на автоматах ЭВА-П, уложенные на призмы 23 цепи 22 транспортного устройства 21, подаются на позицию технологических автоматов (условно показан один автомат маркировки 20). В момент выстоя цепи 22 шток пневмоцилиндра 7 вьщвйгается и перемещает держатель 9 вправо. Держатель, перемещаясь в опорах 14 кронштейна 2 и в траверсе 15, подводит траверсу 8 с горизонтальными толкателями 10 к торцам заготовок 24 и сдвигает их по призмам 23. В этот момент вместе с держателем 9 перемещается поперечина 19, освобождая нижний ролик двуплечего рычага 5. Пружины 18 освобождаются и начинают перемещать тра:версу 15 влево относительно движущегося держателя 9, при этом сжимаются пружины I7 и упор 16 поворачивает двуплечий рычаг 5. 5 Относительное перемещение траверс 15 прекращается, когда усилие пружин I7 и И станет равным усилию пружин 18, в этот момент заготовки 24 оказы ваются зажатыми между траверсой 15 и толкателями 10 траверсы 8 с торированнын усилием пружин I 1 . При дальнейшем движении держателя 9 вправо заготовки, зажатые между тр версами 8 и 15 и сориентированные вы точками а траверсы 15 (фиг, 4), пода ются в зоны обработки, например под клеймовочную головку автомата 20 мар кировки. После окончания цикла работы автомата 20, дается команда на пневмоцилиндр 7, шток которого, втягиваясь, перемещает держатель 9 влево. Держатель, перемещаясь в направляющих штоках 14 кронштейна 2, выводит заготовки 24, зажатые между горизонтальными толкателями 10 траверсы 8 и выточками tt , траверсы 15 из зоны обработки, укладьшая их на призму 23 цепи 22 транспортного устройства 2I в исходное положение, После этого при дальнейшем движении держателя 9 пружины 17 и II разжимаются, так как в этот момент поперечина 19 нажимает на нижний ролик двуплечего рычага 5, и его верхний ролик, взаимодействуя с упором 16 подвижной траверсы 15, отводит ее от заготовок вправо,сжимая при этом пружину 18, В крайнем левом положении держателя между толкателями 10 траверсы 8 и торцами заготовок 24 образуется зазор (рис,О , Цикл работы заканчивается. 85 Таким образом, устройство обладает быстродействием, так как не требует дополнительных прикладьшающих и загружающих механизмов, что позволяет повысить производительность. Формула изобретения Устройство для подачи штучных заготовок в зону обработки, содержащее захватный орган с зажимными губками, установленными на перемещающемся в горизонтальной плоскости возвратнопоступательном держателе, о т л ич ающе е ся тем, что, с целью повьш ения производительности, зажимные губки выполнены в виде траверс, одна из которых жестко закрепленная на держателе, снабжена горизонтально расположенными и подпружиненными на заданное усилие толкателями, а другая - упором и тарированными на разное усилие пружинами для ее относительного перемещения по оси подачи, а также двуплечим рычагом, установлениям вне зоны обработки и взаимодействующим одним плечом с упомянутым упором, а вторым с держателем. Источники информации, принятые во внимание при экспертизе 1.Камьяпный Н. И. Автоматизация загрузок станков, М., Машиностроение, 1977, с, 13, рис. 4. 2.Авторское свидетельство СССР 327958, кл. В 21 О 43/10, в 30 В 15/30, 15.05.72.
С 2 22
-20
,1
-€:
X
4- -H
к
-Г
-
т

| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферное устройство для подачи заготовок в пресс | 1985 |
|
SU1260083A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ЗАГОТОВ( в ЗОНУ ОБРАБОТКИ | 1972 |
|
SU327958A1 |


Г
м
/
«r
tvj
Ё5
