1
Изобретение относится к ультразвуковым средствам неразругчаюшего контроля и может быть использовано для контроля стыковых сварных швов металлических изделий.
Цель изобретения - повышение достоверности контроля.
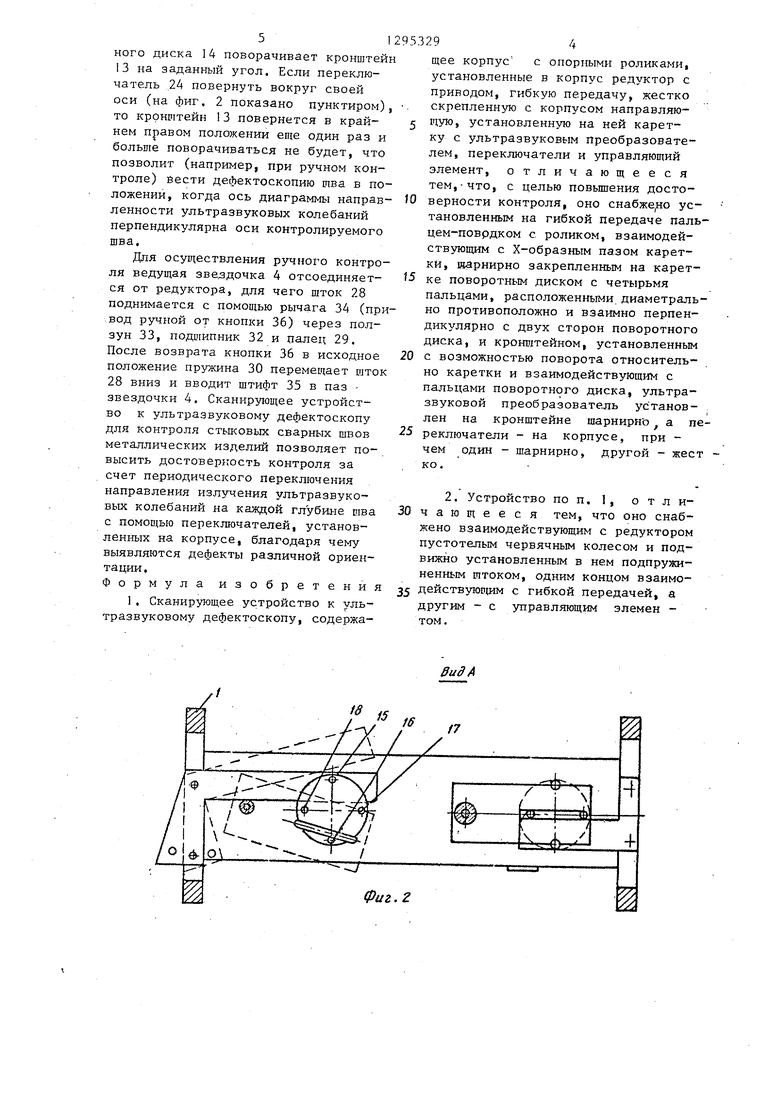
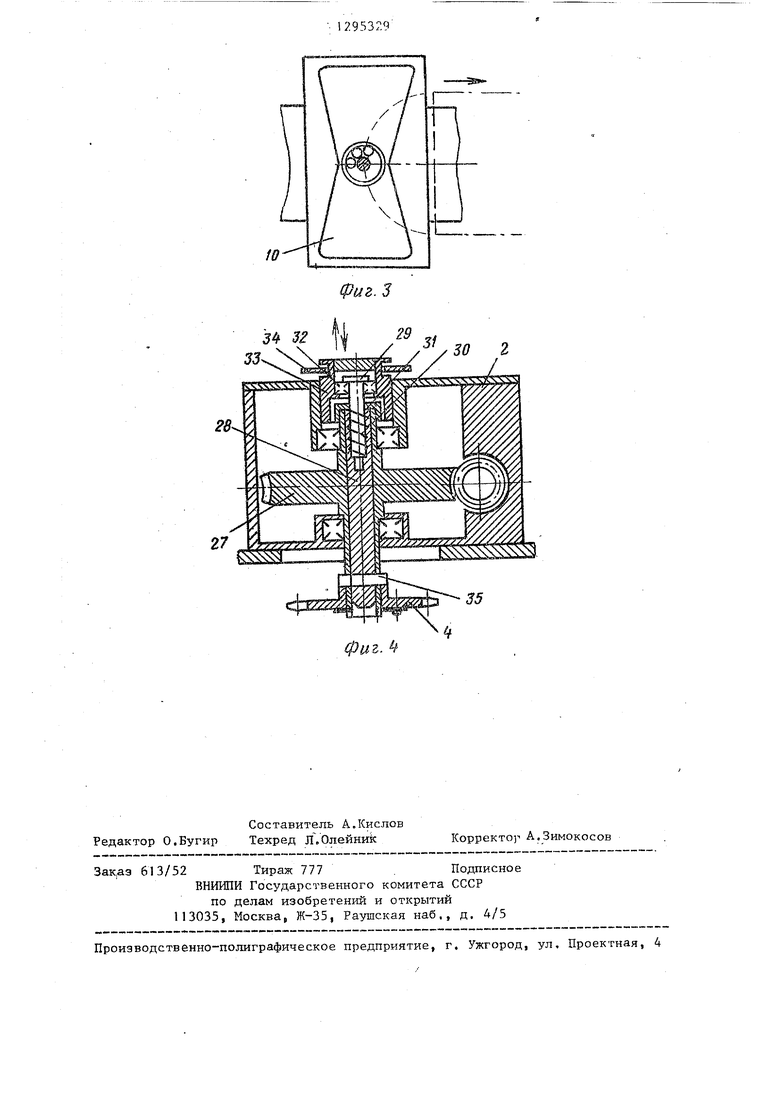
На фиг. I изображено сканируюп1ее устройство, обп5ий вид5 на фиг. 2 - вид А на фиг. 1.; на фиг. 3 - каретка с Х-образным пазом; на фиг. 4 - пустотелое червячное колесо с подпружиненным штоком.
Сканирующее устройство к ультра- |3вуковому дефектоскопу для контроля стыковых сварных швов металлических изделий содержит корпус 1, установ- ленньй в нем редуктор 2 с приводом 3, выполненный в виде электродвига- теля, ведущую звездочку 4, установленную на выходном валу редуктора 2 установленную на корпусе 1 натяжную звездочку 5, натянутую между ними цепь 6 гибкой передачи, направляющую 7 S жестко укрепленную в корпусе 1, ролики 8, каретку 9 с Х-образШ 1м пазом 10 палец-поводок 11, жестко закрепленный на цепи 6,.ролик 12,выполненный в виде шарикоподшипника и установленный на пальце-поводке 1, крошчтейн 13, шарнирно закрепленный в нижней части каретки 9, поворотный диск 14, шарнирно установлен ньй на каретке 9 с четырьмя пальц ми 15-18, расположенными на равном расстоянии от оси вращения: диска 14 попарно сверху и снизу последнего; и поводок 19, входящий в зацепление с пазом 20, проделанным в кронштейне 13, благодаря которому последний имеет возможность поворачиваться во круг оси 21 на заданный угол при скнировании, подпружиненньш рычаг 22, шарнирно закрепленный на кронштейне 13, ультразвуковой преобразователь 23,подвешенный на подпружиненном рычаге 22J переключатели 24 и 25, установленные на корпусе I, причем переключатель 24 - шарнирно; с возможностью фиксации в крайних поло- женияк с помоп(ью пружинного фиксатора, а переключатель 25 жестко.
поставлен на опорные роКорпус 1 лики 26,
Редуктор 2 содержит пустотелое червячное колесо 27. В нем свободно установлен шток 23, в котором жестко закреплен палец 29. В зазор между телом червячного колеса 27 и
10
t5
20
25
953292
пальцем 29 установлена пружина 30, упирающаяся одним концом в крышку 31, а другим - в шток 28. Палец 29 через подшипник 32 связан с ползуном 5 33, в роторый вставлен рычаг 34. В штоке 28 жестко закреплен штифт 35, проходящий через паз в червячном колесе 27 и входящий в зацепление с ведущей звездочкой 4, свободно сидящей на червячном колесе 27, которое по существу и является выходным валом редуктора 2. Рычаг 34 вторым плечом связан с кнопкой 36, являющейся управляющим элементом
Устройство работает следующим образом.
Ведущая звездочка 4, приводимая во вращение приводом 3 через редуктор 2, перемещает цепь 6. При этом палец-поводок 11 посредством ролика 12 перемещает по направляющей 7 каретку 9. В крайних положениях, когда палец-поводок 1 цепи 6 обегает звездочки 4 или 5, ролик 12 перемещается вдоль боковой поверхности X- образного паза 10, Х-образный паз 10 каретки 9 позволяет уменьшить зоны разгона и торможения каретки 9 при обегавши цепью звездочек 4 и 5, Установка катится вдоль шва изделия и при зтом ультразвуковой преобразователь 23, перемещается возвратно- поступательно перпендикулярному шву. В крайних положениях кронштейн 13 поворачивается на заданный угол (при этом преобразователь также поворачивается) , Луч ультразвуковых колебаний направляется под заданным углом к оси щва, В следующем крайнем положении акустическая ось преобразователя 23 направлена опять строго перпендикулярн о оси шва, а в следующем акустическая ось преобразователя 23 направлена под углом, зеркально первому,.
Таким образом, каждое сечение шва обстреливается ультразвуковым лучом „под тремя различными углами, что позволяет / повысить надежность контроля за счет того, что легче выявить дефекты различной ориентации. Поворот кронштейна 13 производится посредством поворотного диска 14, на котором закреплены j четыре пальца 15-18 (два снизу и два сверху диска), которые, взаимодействуя с переключателями 24 и 25, поворачивают диск 14 на 90 (прямой угол). При этом поводок 19 поворот30
35
40
45
50
кого диска 14 поворачивает кронштейн 13 на заданный угол. Если переключатель 24 повернуть вокруг своей оси (на фиг. 2 показано пунктиром) то кронштейн 13 повернется в крайнем правом положении еще один раз и больше поворачиваться не будет, что позволит (например, при ручном контроле) Вести дефектоскопию шва в положении, когда ось диаграммы направленности ультразвуковых колебаний перпендикулярна оси контролируемого шва.
Для осуществления ручного контроля ведущая звездочка 4 отсоединяется от редуктора, для чего шток 28 поднимается с помощью рычага 34 (привод ручной от кнопки 36) через ползун 33, подшипник 32 и палец 29. После возврата кнопки 36 в исходное положение пружина 30 перемещает шток 28 вниз и вводит штифт 35 в паз - звездочки 4, Сканирующее устройство к ультразвуковому дефектоскопу для контроля стьшовых сварных швов металлических изделий позволяет повысить достоверзгость контроля за счет периодического переключения направления излучения ультразвуковых колебаний на каждой глубине шва с помощью переключателей, установленных на корпусе, благодаря чему выявляются дефекты различной ориентации . Формула изобретения
1. Сканирующее устройство к ультразвуковому дефектоскопу, содержао
53294
щее корпус с опорными роликами, установленные в корпус редуктор с приводом, гибкую передачу, жестко скрепленную с корпусом направляю- 5 ПУЮ установленную на ней каретку с ультразвуковым преобразователем, переключатели и управляющий элемент, отличающееся тем,-что, с целью повьшения достоверности контроля, оно снабже ю ус- тановленньш на гибкой передаче паль- цем-поврдком с роликом, взаимодействующим с Х-образным пазом каретки, шарнирно закрепленным на каретке поворотным диском с четырьмя пальцами, расположенными диаметрально противоположно и взаимно перпендикулярно с двух сторон поворотного диска, и кронштейном, установленным с возможностью поворота относительно каретки и взаимодействующим с пальцами поворотного диска, ультразвуковой преобразователь ус танов- лен на кронштейне шарнирнь а переключатели - на корпусе, при - чем один - шарнирно, другой - жест ко.
5
0
5
2. Устройство по п. 1, о т л и- 30 чающееся тем, что оно снабжено взаимодействующим с редуктором пустотелым червячным колесом и подвижно установленным в нем подпружиненным штоком, одним концом взаимо- J5 действуюп(им с гибкой передачей, а другим - с управляющим элемен - том.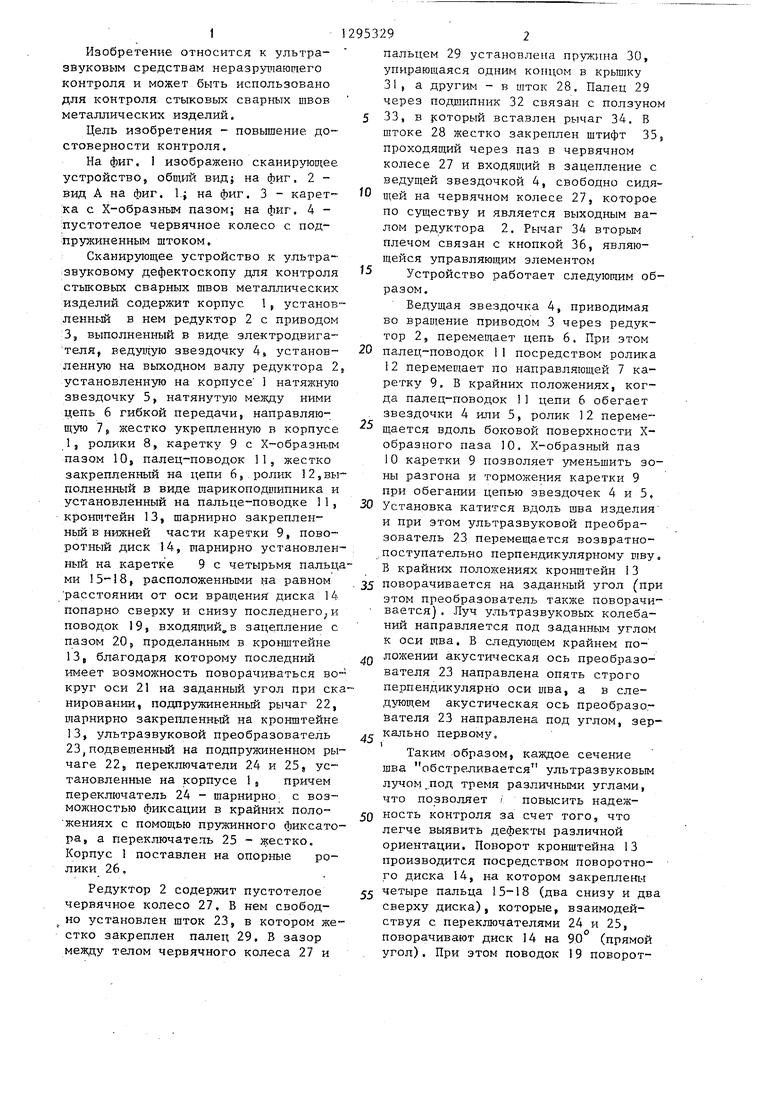
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| Устройство для контроля сварных швов в металлических трубах | 1958 |
|
SU122329A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1987 |
|
SU1497560A1 |
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1237966A1 |
| Сканирующее устройство | 1988 |
|
SU1702299A1 |
| Устройство для ультразвукового контроля сварных швов труб | 1982 |
|
SU1096567A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1097934A1 |
| Устройство для ультразвукового контроля сварных швов продольно-поперечным сканированием | 1983 |
|
SU1182383A1 |
Изобретение относится к ультра- . звуковым средствам неразрушающего контроля и может быть использовано ;для. контроля стыковых сварных швов металлических изделий. Целью изоб- . ,J6 J / ////)(//////////////////////////////////////// ,, фиг.1 21 ретения является повышение достоверности контроля за счет обеспечения изменения направления излучения ультразвуковых колебаний. При перемещении каретки 9 в крайних положениях кронштейн 13 поворачивается на заданный угол, при этом преобразователь 23 также поворачивается. Каждое сечение шва при этом прозвучивается под различными углами, что повышает достоверность контроля. Кроме того, при обнаружении дефекта за счет обеспечения ручного режима контроля от элемента 36 управления ведущая звездочка 4 отсоединяется от редуктора 2 и контроль обеспечивается с меньшим шагом, что также повышает его достоверность. 1 з.п. ф-лы, 4 ил. 2 S (Л ю со ел с/: ND
фиг. 3
j« 32
33
фиг.
29
3f
30
Редактор О.Бугир
Составитель А.Кислов Техред Л.Олейни с
Закдэ 613/52 Тираж 777 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| 1972 |
|
SU413420A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент CUIA № 3178933, кл | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
