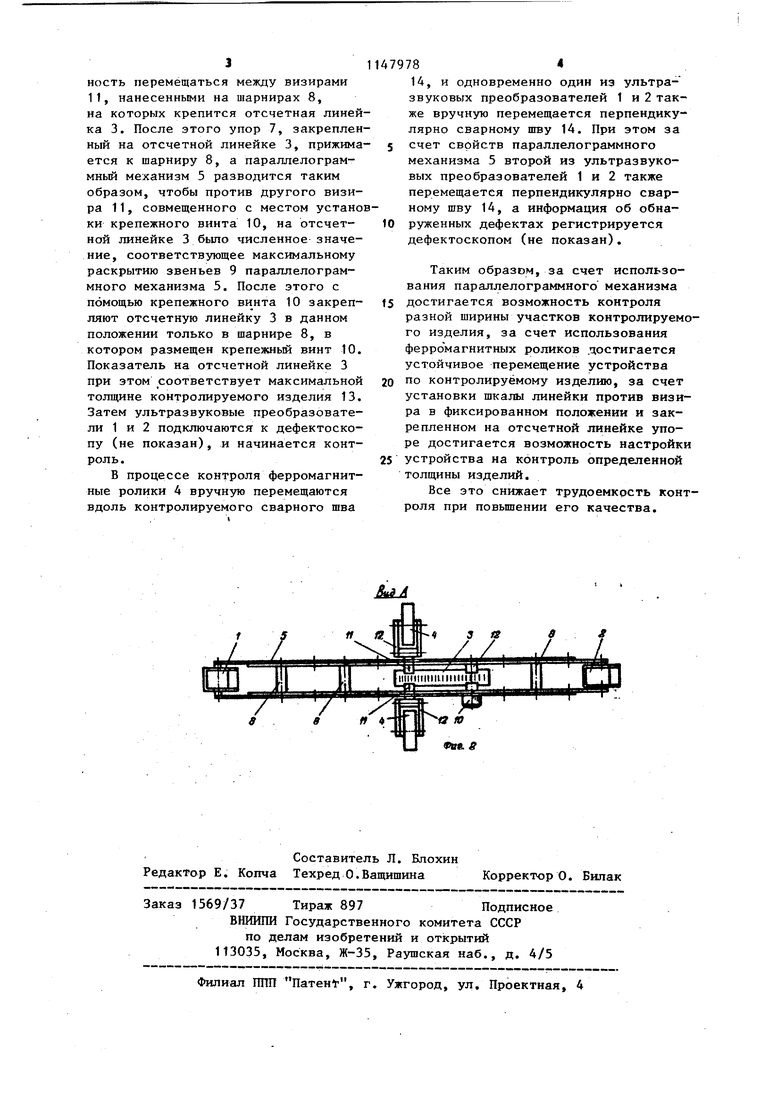
Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле сварных швов методом тандем, листов на расслоение, сварных швов на поперечные трещины. Известно устройство дпя ультразвукового контроля толстостенных конструкций методом тандем. Устройство состоит из направляющего элемента в виде плоской штанги с подвешенными на карданных подвесках двумя искателями. По всей длине штан ги в масштабе 1:1 нанесены или вмонтированы две координатные шкалы для фиксирования искателей на определенную глубину контроля. Контроль осуществляется дискретно по слоям, при этом для контроля каждого нового слоя требуется перестановка и фи сация искателей в новом положенииНедостатком известного устройства является невысокая производитель ность контроля, обусловленная фиксированным размером плоской штанги, что препятствует контролю изделий с выступами. Наиболее близким по технической сущности к изобретению является уст ройство дпя ультразвукового контроля изделий, Содержащее излучающий и приемный преобразователи и узел их взаимного перемещения с отсчетной линейкой У . Недостатками этого устройства являются низкая эффективность контроля, обусловленная малой производи тельностьк) труда наличия холо того хода при контроле изделий толщиной меньше максимально возможной для данного устройства, а также низ кая точность определения параметров дефектов. Цель изобретения - снижение труд емкости контроля. Указанная цель достигается тем, что устройство дпя ультразвукового контроля изделий, содержащее излучающий и приемный преобразователи и узел их взаимного перемещения с отсчетной линейкой, снабжено двумя ро ликами из ферромагнитного материала узел взаимного перемещения выполнен в виде многозвенного параллелограммного механизма, ролики закреплены в среднем звене параллелограммного механизма в плоскости, перпендику8Jлярной к плоскости размещения преобразователей, а отсчетная линейка выполнена с упором и закреплена между соседними шарнирами звеньев параллелограммного механизма. На фиг. 1 изображено устройство для ультразвукового контроля издеЛИЙ, общий вид; на фиг. 2 - вид А на фиг. 1. Устройство дпя ультразвукового контроля изделий содержит излучающий преобразователь 1, приемный преобразователь 2, узел их взаимного перемещения с отсчетной линейкой 3, два ролика 4 из ферромагнитного материала. Узел взаимного перемещения выполнен в виде многозвенного параллелограммного механизма 5, ролики 4 закреплены в среднем звене 6 параллелограммного механизма 5 в плоскости, перпендикулярной плоскости размещения преобразователей 1 и 2, а отсчетная линейка 3 выполнена с упором 7 и закреплена между соседними шарнирами 8 звеньев 9 параллелограммного механизма 5. Кроме того, устройство дпя ультразвукового контроля изделий содержит крепежный винт 10, установленный в один из шарниров 8 параллелограммного механизма 5, визиры 11, нанесенные на шарниры 8, используемые для размещения на них отсчетной линейки 3, и две обоймы 12, в которых закреплены ролики 4. Позицией 13 обозначено контролируемое изделие с контролируемым сварным швом 14. Устройство для ультразвукового контроля изделий работает следующим образом. Перед началом контроля устройство для ультразвукового контроля изделий устанавливается на контролируемое изделие 13 таким образом, чтобы плоскость размещения излучающего преобразователя и приемного преобразователя 2 была перпендикулярна направлению контролируемого сварного шва 14. При этом оба ферромагнитных ролика 4, закрепленные в обоймах 12 на среднем звене 6, прижимаются к контролируемому изделию 13 и устанавливаются параллельно сварному шву 14. Одновременно, отпустив крепежный винт 10, освобождают этим отсчетную линейку 3, которая получает возмож3
ность перемещаться между визирами 11, нанесенными на шарнирах 8, на которых крепится отсчетная линейка 3, После этого упор 7, закрепленный на отсчетной линейке 3, прижимается к шарниру 8, а параллелограммный механизм 5 разводится таким образом, чтобы против другого визира 11, совмещенного с местом установ ки крепежного винта 10, на отсчетной линейке 3 было численное-значение, соответствующее максимальному раскрытию звеньев 9 параллелограммного механизма 5. После этого с помощью крепежного винта 10 закрепляют отсчетную линейку 3 в данном положении только в шарнире 8, в котором размещен крепежный винт 10. Показатель на отсчетной линейке 3 при этом соответствует максимальной толщине контролируемого изделия 13. Затем ультразвуковые преобразователи 1 и 2 подключаются к дефектоскопу (не показан), и начинается контроль .
В процессе контроля ферромагнитные ролики 4 вручную перемещаются вдоль контролируемого сварного шва
79784
14, и одновременно один из ультразвуковых преобразователей 1 и 2 также вручную перемещается перпендикулярно сварному шву 14. При этом за 5 счет свойств параллелограммного механизма 5 второй из ультразвуковых преобразователей 1 и 2 также перемещается перпендикулярно сварному шву 14, а информация об обнаруженных дефектах регистрируется дефектоскопом (не показан).
Таким образом, за счет использования параллелограммного механизма
f5 достигается возможность контроля
разной ширины участков контролируемого изделия, за счет использования ферромагнитных роликов достигается устойчивое перемещение устройства
20 по контролируемому изделию, за счет установки шкалы линейки против визира в фиксированном положении и закрепленном на отсчетной линейке упоре достигается возможность настройки
5 устройства на контроль определенной толщины изделий.
Все это снижает трудоемкость контроля при повьшгении его качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство для ультразвукового контроля | 1982 |
|
SU1043559A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОВАРА СТЫКА СОЕДИНЕННЫХ ДЕТАЛЕЙ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353926C1 |
| АВТОМАТИЧЕСКОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1987 |
|
SU1602193A1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1128161A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1987 |
|
SU1445396A1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1972 |
|
SU429338A1 |
| Устройство для ультразвукового контроля изделий | 1980 |
|
SU938142A1 |
| Устройство для измерения диаметров сварных заклепок и размеров дефектов | 1975 |
|
SU569848A1 |
| Устройство для ультразвукового контроля ферромагнитных поверхностей изделий | 1983 |
|
SU1112893A1 |
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, содержащее излучающий и приемньй преобразователи и узел их взаимного перемещения с отсчетной линейкой, отличающееся тем, что, с целью снижения трудоемкости контроля, оно снабжено двумя роликами из ферромагнитного материала, узел взаимного перемещения выполнен в виде Многозвенного параллелограмма механизма, ролики закреплены в среднем звене параллелограммного механизма в плоскости, перпендикулярной к плоскости размещения преобразователей-, а от- счетная линейка выполнена с упором и закреплена между соседними шарни(Л рами звеньев параллелограммного механизма. sj со 90 у////// ///////м /// 7 13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Промышленньй каталог фирмы Крауткремер, 1981, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Щербинский В.Г., Белый В.Е | |||
| Эхозеркальный метод обнаружения и распознавания дефектов сварных швов | |||
| М., Машиностроение, 1980, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
