1
Изобретение относится к оборудо ванию для хлебопекарной промышленности.
Цель изобретения - повышение качества расстойки путем быстрого прогрева тестовых заготовок до оптимальной температуры.
Положительный эффект при осуществлении предлагаемого изобретения достигается путем интенсификации процессов тепло и массообмена, повышения тепловой.эффективности оборудования, экономии .тепловой:энергии, а также путем регулирования таких параметров паровоздушной смеси, как скорость, температура и относительная влажность в зависимости от массы тестовых заготовок.
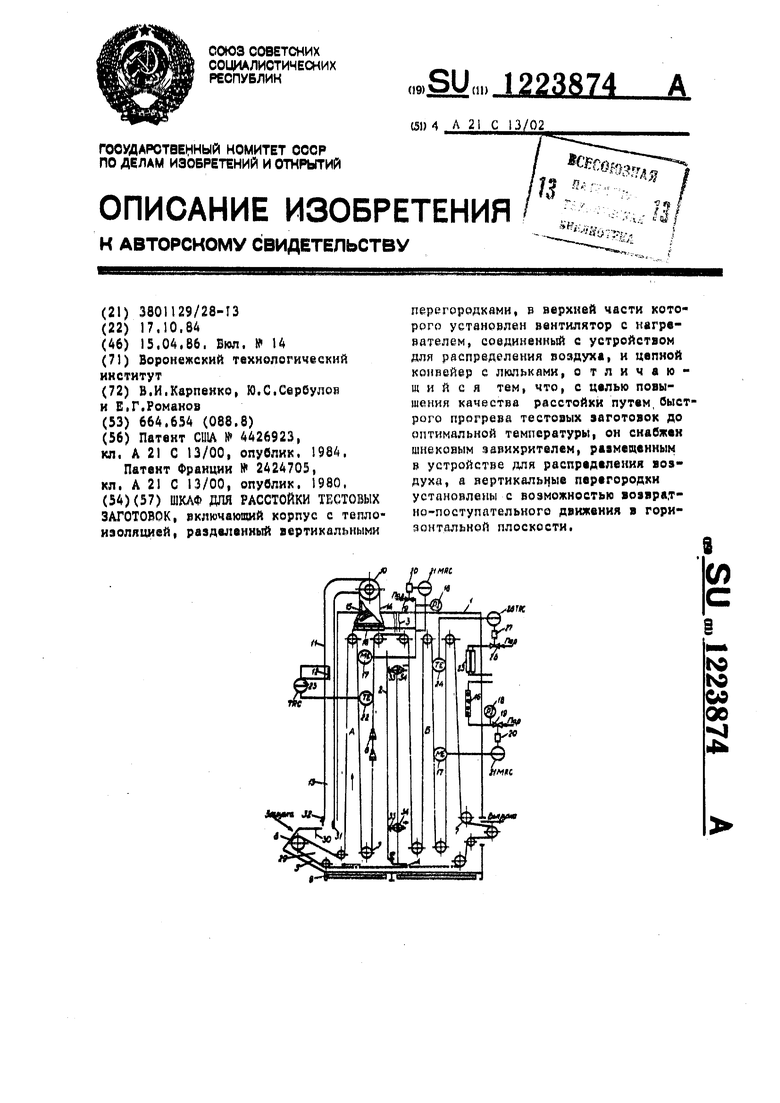
На чертеже схематически изобра- жен шкаф для окончательной расстойки, общий вид.
Шкаф для окончательной расстойки содержит .теплоизолированную камеру 1, разделенную перегородками 2-4 на две зоны А и Б, Внутри шкафа расположен цепной конвейер 5 с шарнирно подвешенными люльками 6, поворотные .звездочки 7, приводной блок 8 с приводом (не показан), поддоны 9 для сбора конденсата. В зоне А интенсивного конвективного теплообмена установлен вентилятор 10 с изолированным возвратным каналом 1 и расположенным внутри него электронагревателем I2, нижний входной диффузор 13 для сбора паровоздушной смеси при ее рециркуляции и устройство 14 для распределения воздуха, внутри которого имеется шнековый за- вихритель 15. Система регулирования влажности в зонах А и Б состоит из увлажнительного устройства 16, датчика 17 влажности, манометра 18 для измерения давления пара, вентиля 19 исполнительного механизма 20 и регулятора 21 влажности. Система регулирования температуры в зоне А состоит из датчика 22 температуры и регулятора 23, связанного с электронагревателем 12, в зоне Б - из датчика 24 температуры, тепловой батареи 25, вентиля 26, исполнительного механизма 27, регулятора 28. В нижней части шкафа имеются дополнительные отражающая 29 и направляющая 30 перегородки, перфорированная крышка 31 и регулирующая заслонка 32. Площадь поперечного сечения зон А и Б
238741
регулируется при помощи телескопических шарниров 33, установленных на боковых стенках перегородки 2 и винтового шарнирного механизма 34. 5 Шкаф для окончательной расстойки хлебобулочных изделий работает следующим образом., Тестовые заготовки с температурой 29-30 С укладываются на люльку 6 цеп10 ного конвейера 5 и поступают в зону А интенсивного конвективного теплообмена, в которой вентилятор 10 создает принудительное движение паровоздушной среды со скоростью 4-5 м/с
S и температурой 35-40°С. При этом
открытый пар поступает из пароувлаж- нительного устройства 16, подхватывается потоком воздуха, смешивается с ним и обтекает тестовые заготовки,
20 интенсивно отдавая тепло методом конвекции. Для одной ветви конвейера используется принцип параллельного тока, а для двух других - принцип противотока, что в еще большей степе35 ни способствует теплообмену между
тестовыми заготовками и средой. Относительная влажность 80-85% паровоздушной среды поддерживается на заданном уровне с помощью датчика 17
30 влажности, регулятора 21 влажности, исполнительного механизма 20 и вент тиля 19 путем изменения количества подаваемого пара в пароувлажнительное устройство 16. После обдувки заготоJ5 вок паровоздушная смесь через перфорированную крышку 31 захватывается вентилятором через нижний диффузор 13 и по теплоизолированному возвратному каналу 11 вновь подается на ре40 циркуляцию, что снижает расход пара и повьшает экономичность работы рас- стойного щкафа. Подсос свежего воздуха из окружающей среды осуществляется через щель с регулирующей за4if слонкой 32. Во время прохождения по теплоизолированному каналу 11 паровоздушная смесь обогащается по мере необходимости свежим воздухом, прогревается до 35-40 с здектро5() нагревателем 12 и поддерживается на заданном значении с помощью датчика 22 температуры и регулятора 23 температуры.
Для равномерного распределения 51 паровоздушной смеси в зоне А установлено устройство 14 для распределения воздуха, внутри которого расположен щнековый завихритель 15,.Ис}
пользование последнего создает потоки паровоздушной смеси с завихрением, что увеличивает время контакта теплоносителя с тестовыми заготовками и, как следствие, оказывает интенсифицирующее воздействие на коэффициентц переноса тепла и мае
СЫ.
Для регулирования теплообмена в зависимости от массы тестовой заготовки перегородку 2 с помощью винтового шарнирного механизма 34 и телескопических шарниров 33 синхронно перемещают в ту или другую сторону и устанавливают рациональную площадь поперечного сечения зоны А, обеспечивая более быстрый прогрев тестовых заготовок до оптимальной температуры, в результате изменения скорости движения потока.
Чтобы паровоздушная смесь зоны А не проникла в зону Бив окружающее пространство, установлены дополнительная отражающая 29 и направляющая 30 перегородки и гибкие перегородки 3 и 4 из асбестовой ткани. Благодаря наличию эффективного конвективного теплообмена и принципа
Составитель А.Высоцкий Редактор С.Лисина Техред И.Попович Корректор В.Синицкая
Заказ 1852/2 Тираж 370Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород.ул.Проектная.4
238744
противотока тестовые заготовки быстро прогреваются до оптимальной для газообразования температуры 35-40°С и поступают в зону Б оптимальной
5 температуры, В этой зоне температура поддерживается на том уровне (35 С), который приобрела заготовка в зоне принудительного конвективного теплообмена. Относительная влажность воз10 духа поддерживается с помощью увлажнительного устройства 16, датчика 17 влажности, регулятора 21 влажности, вентиля 19 и исполнительного механизма 20, Давление пара измеряется
15 манометром 18. Температура поддерживается с помощью датчика 24, паровой батареи 25, регулятора 28 температуры, вентиля 26 изменения количества . подаваемого в батарею пара и испол20 нительного механизма 27. В этой зоне окончательная расстойка тестовых заготовок заканчивается. Далее тестовы е заготовки перегружаются на под печи известными механизмами и направляют25 ся на выпечку. Пустые люльки по
холостой ветви конвейера направляются к месту загрузки, и процесс окончательной расстойки повторяется.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шкаф для расстойки хлебобулочных изделий | 1973 |
|
SU447996A1 |
| СПОСОБ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ НА БАЗЕ ХЛЕБОПЕКАРНОЙ ЛИНИИ С ПЕЧЬЮ ХПА-40 | 2011 |
|
RU2489860C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЕЙ ПОЛУЧЕНИЯ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2758516C1 |
| Способ производства хлебобулочных изделий | 2016 |
|
RU2613283C1 |
| СПОСОБ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108040C1 |
| Способ производства хлебобулочных изделий | 2021 |
|
RU2758514C1 |
| УСТРОЙСТВО ДЛЯ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК | 2014 |
|
RU2564881C1 |
| Способ контроля процесса брожения теста | 1987 |
|
SU1472825A1 |
| Линия для выработки хлебобулочных изделий | 1978 |
|
SU921489A1 |
| Установка для производства хлебобулочных изделий | 1987 |
|
SU1496742A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| опублик | |||
| СПОСОБ ПРОИЗВОДСТВА САХАРНЫХ ВАФЕЛЬ | 2010 |
|
RU2424705C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
