Изобретение относится к хлебопекарной промышленности и может быть использовано на хлебозаводах.
Известна линия для выработки мелкоштучных булочных и сдобных изделий содержащая делительно-округлительную машину, шкаф предварительной расстойки, тестоформующую машину, шкаф окончательной расстойки с люлечным кон- вейером, укладчик заготовок на люльки шкафа окончательн(эй расстойки, тон-г нельную хлебопекарную печь с конвейером, пересадчик заготовок на под печи, выполненный в виде ленточного конвейера, конвейер готовой продукции и привод ГЦ .
Недостатками указанной линии являются: невозможность укладки по ширине пода печи числа заготовок, некратного числу заготовок в ряду, выдаваемом тестоформующим оборудованием, что приводит к неполному использованию пода печи и, соответственно, к снижению производительности линий; невозможность перенастройки линий на выпуск изделий, отличающихся по форме, габаритам и массе при сохранении максимальной загрузки пода печи и ее производительности.
Цель изобретения - повышение производительности и облегчение эксплуатации.
Указанная цель достигается тем, что линия снабжена манипулятором перегруппировки тестовых заготовок из многоручьевого потока в одноручьевой и наоборот, установленным перед ук- . ладчиком тестовых заготовок на люльки
10 шкафа окончательной расстойки, при этом шкаф окончательной расстойки, укладчик,манипулятор и тестоформующая машина установлены так, что их продольные оси образуют между собой
15 прямой угол, а рабочие поверхности люлек шкафа окончательной расстойки образуют плоский многоярусный под, при этом линия снабжена системой дистанционного управления, содержа20щей программный блок, связанный через исполнительный механизм с приводами тоннельной хлебопекарной печи и шкафа окончательной расстойки, на входе и выходе которого смонтированы фото25электрические датчики.
Конвейеры тоннельной хлебопекарной печи и шкафа окончательной расстройки выполнены с возможностью
30 их шагового перемещения.
Манипулятор и укладчик выполнен в виде ленточных конвейеров, снабж нных механизмами возвратно-поступательного перемещения их передаю.щих концов, и регуляторами скорости ленты.
Делительно-округлительная машина, шкаф предварительной расстойки и тесчоформующая машина снабжены выравнивателями шага, содержащими , воронки и поворотно закрепленные в их нижней части заслонки.
Пересадчик снабжен механизмом дополнительной отделки тестовых заготовок, установленным над лентой последнего .
Манипулятор снабжен механизмом нанесения узора на тестовые заготовки, расположенным над лентой последнего и выполненным в виде приводного диска с фигурной режущей кромкой.
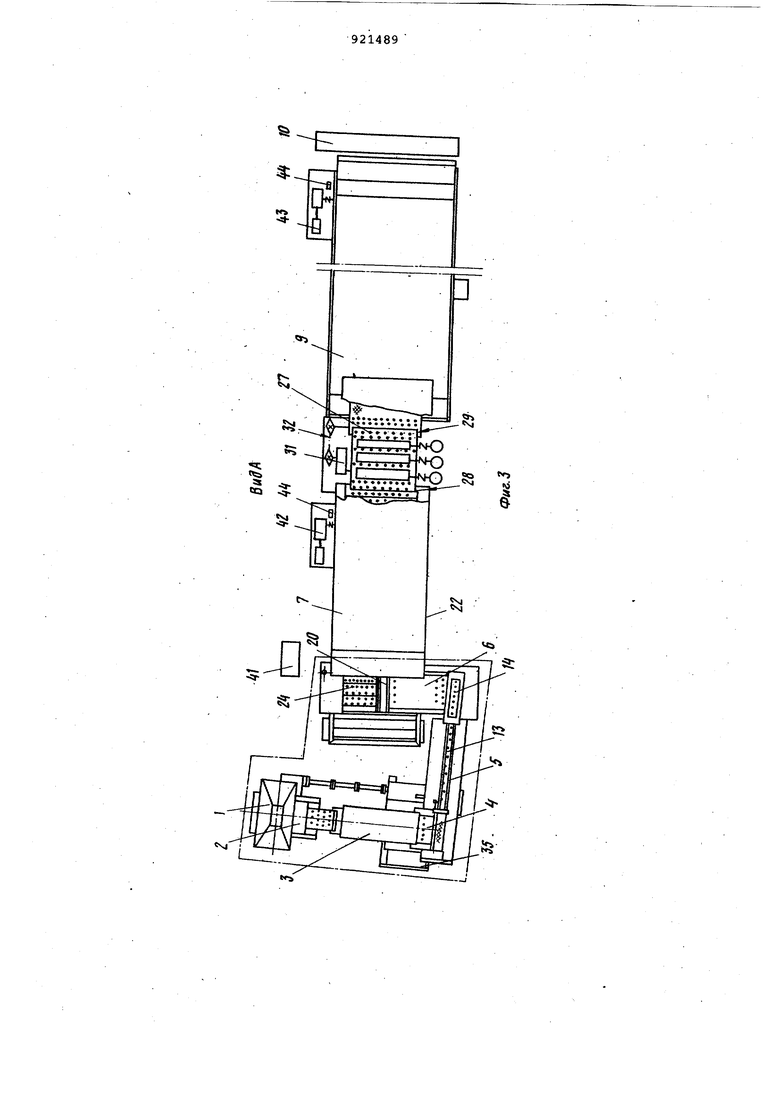
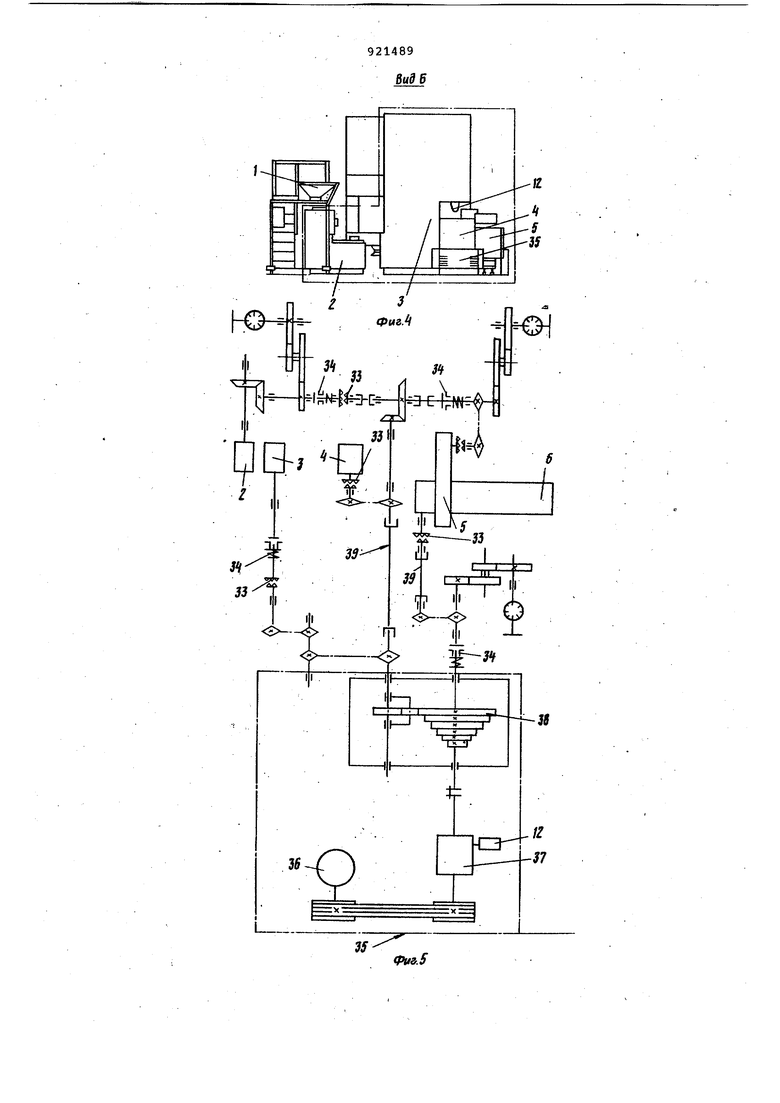
На фиг, 1 изображена линия для выработки хлебобулочных изделий, общий вид; на фиг, 2 - то же/ вид спереди; на фиг, 3 - вид А на фиг,2; на фиг, 4 - вид Б на фиг, 2; на; фиг, 5 - кинематическая схема линии; на фиг, 6 - режущий механизм; на фиг, 7 - вид В на фиг, 6; на фиг, 8 выравнитель шага ; на фиг, 9 - принципиальная электрическая схема линии
Линия для выработки хлебобулочных изделий содержит подкатной бункер 1, делительно-округлртёльную машину 2, шкаф 3 предварительной расстойки, тестоформующую машину 4, манипулятор 5 перегруппировки тестовых заготовок из многоручьевого потока в однорусьевой и наоборот, укладчик б заготовок на .люльки шкафа 7 окончательной расстойки, пересадчик 8 заготовок на под хлебопекарной печи 9, На выходе из .печи 9 смонтирован конвейер 10 готовой, продукции.
На делительно-округлительной машине 2, шкафу 3 предварительной расстоки и тестоформу1 еймашине 4 установлены выравниватели шага заготовок, содержащие направляющие воронки 11 и смонтированные под ними механизмы 12 задержки заготовок.
Манипулятор 5 представляет собой шаговый ленточный конвейер 13 установленный над укладчиком 6 под некоторым углом к направлению его движения, снабженный механизмом 14 возвратно-поступательного перемещени его передающего конца,
Манипулятор 5 установлен перпендикулярно тестоформующей машине 4 и снабжен механизмом нанесения узора н тестовые заготовки, расположенным над манипулятором и содержащим диск 15 с режущей кромкой 16, закрепленны на приводном валу 17,
По обеим сторонам диска 15 устанолены с возможностью вращения шайбысбрасывАтели 18,Укладчик б выполнен в виде ленточного конвейера 19, снабженного механизмом 20 возвратно-поступательного перемещения его передающего конца. На укладчике установлен фотоэлектрический датчик 21,
Шкаф 7 о-кончательной расстойки представляет собой пространственную металлоконструкцию 22, внутри которой смонтирован двухветвевой цепной конвейер 23, снабженный расстойньи ш люльками 24-j при этом рабочие потчйох«ости люлек 24 образуют плоский многоярусный под 25,Рабочая поверхность люлек покрыта антиадгезионным материалом.
Шкаф 7 снабжен фотоэлектрическим датчиком 26.
Пересадчик 8 заготовок на под хлебопекарной печи выполнен в виде ленточного конвейера 27, приемный 28 и передающий 29 концы которого выполнены с минимальным радиусом кривизны. Пересадчик снабжен механизмом 30 дополнительной отделки тестовых заготовок, установленным над лентой конвейера 27. ..
Пересадчик 8 через коробку скоростей 31 и цепную передачу 32 связан с приводом хлебопекарной печи 9.
Шкаф окончательной расстойки 7, укладчик б манипулятор 5 и тестоформующая машина 4 установлены так, что их продольные оси образуют между собой прямой угол.
Делительно-округлительная машина 2 шкаф 3 предварительной расстойки, тестоформующая машина 4, манипулятор 5 и укладчик б связаны между собой при помощи цикловых 33 и предохранительных 34 муфт с единым приводом 35 состоящим из двигателя 36, вариатора 37, коробки 38 скоростей и трансмиссионных валов 39. Коробка 38 скоростей служит для изменения соотношения, между скоростями лент конвейеров 19 и 13.;i
Линия снабжена системой дистанционного управления, содержащей програм мный блок 40, установленный на щите 41 управления линией, воздействующий на привод 42 агрегата 7 окончательной расс.тойки.
Привод 42 шкафа окончательной расстойки и привод 43 хлебопекарной печи 9 снабжены исполнительными механизмами 44, останавливающими работу указанных машин после совершения одного рабочего цикла.
Вариатор 37 привода 35 снабжен исполнительным механизмом 45.дистанционного регулирования скорости последнего.
Линия работает следующим образом.
Приготовленное тесто любим спосогбом (при помощи подъемоопрокидывателя или из тестопригЬтовительного агрегата) подается в подкатной бункер Iг установленный над приемной воронкой делительно-округлительной машины 2, из которого тесто равномерно и дозированно поступает в делительноокруглительную машину 2, где делится на куски равной массы. За один цикл делительно-округлительная машина выдает ряд округленных тестовых заго товок, которые через выравниватель шага поступают в ячейкилюлекшкафа |3 предварительной расстойки. После 8-10 минутного пребывания в шкафу 3 предварительной расстойки тестовые заготовки снова поступают в выравниватели шага направляясь воронками IIи механизмом 12 задежки заготовок на тестоформующую машину 4. В тестоформующей . машине 4 тесто вые заготовки принимают необходимую форму и через очередной выравниватель шага подаются-на ленту манипуля тора 5, установленного перпендикуляр но формующей машине 4. Передающий конец манипулятора 5 перемещается возвратно-поступательно на расстояни равное длине ряда заготовок. При дви жении передающего конца вперед ленто ный конвейер 13 манипулятора 5 перемещается вместе с ним, при движении назад лента затормаживается, а передающий конец опускается до соприкосновёния с ленточным конвейером 19 . укладчика б. Такое сочетание движени передающего конца и ленточного конвейера 13 обеспечивает мягкую без де формаций пересадку тестовых заготово на ленточный конвейер 19 укладчика б причем заготовки сохраняют свою перв начальную ориентацию. В процессе перемещения на ленточном конвейере 13 манипулятора - 5 тестовые заготовки проходят под механиз мом нанесения узора, диск.15 которого закрепленный на вращающемся валу 17, прокатываясь по поверхности тестовой заготовки оставляет на ней рисунок, соответствующий рисунку-и фор ме своей режущей кромки 16. После нанесения рисунка тестовая заготовка шайбами-сбрасывателями 18 снимается с диска 15 и продолжает свое движение на ленточном конвейере 13 манипулятора 5. Если вырабатываемое изделие не требует дополнительной отделки поверхности, механизм нанесения узора выводится из контакта с тестовыми заготовкс1ми. После нанесения рисунка тестовые .заготовки, как было указано выше, пересаживаются на ленточный конвейер 19 укладчика б. Поскольку ленточный конвейер 19 движется не,прерывно, пересадка тестовых заготовок производится под некоторым углом к направпению его движения с таким расчетом, чтобы уложенный ряд заготовок был параллельным передающему концу укладчика 6. Ряды тестовых заготовок на ленточном конвейере 19 перемещаются к передающему концу укладчика б. Когда первый ряд тестовых заготовок пересекает луч фотоэлектрического датчика 21, передающий конец укладчика 6 наклоняется и начинает движение в направлении манипулятора 5, перпендикулярно оси шкафа окончательной рас-. стойки 7. Ряды тестовых заготовок мягко, без деформации пересаживаются с ленточного конвейера 19 на расположенные под ним и неподвижные в этот момент расстойные люльки 24, сохраняя при этом свою первоначальною ориентацию. При перенастройке линии на выработку другого вида изделий, отличающихся по своей форме и размерам от вырабатывающихся ранее, при помощи коробки скоростей 38 устанавливается новое соотношение скоростей между ленточными конвейерами 19 и 13 , что позволяет изменить число рядов, заготовок, набирае.йах на ленточный конвейер 19, а Следовательно., и число рядов заготовок, укладывае1«лх на расстойные лкшьки 24 шкафа 7 окончательной расстойки. После окончания укладки тестовых заготовок передающий конец укладчика б возвращается в. исходное положение и при помощи конечного выключателя 46 включает конвейер 23 шкафа 7 окончательной расстойки на совершение очередного шага. В процессе перемещения расстойные люльки 24 поднимаются по вертикальному участку трассы, а затем проходят по всрм горизонтальным участкам последовательно опускаясь до уровня разгрузки шкафа 7. На всем протяжении рабочей ветви конвейера 23 от зоны загрузки до места загрузки расстойные люльки 24 сохраняют фиксированное горизонтальное положение, а их плоские рабочие поверхности образуют на горизонтсшьных участках трассы сплошной под 25. Конвейер 23 шкафа 7 окончательной расстойки имеет шаговое перемещение и включается по сигналу укладчика 6. Остановка конвейера 23 производится по команде исполнительного механизма 44, установленного в приводе 42 шкафа 7 окончательной;расстойки после перемещения на один шаг. Регулирование продолжительности расстойки производится пропуском люлек. В,этом случае сигнал остановки конвейера 23 после перемещения на один шаг блокируется программным, блоком 40 управления и конвейер 23 перемещается еще на один шаг. После окончания процесса расстойки тестовые заготовки пересаживаются на сетчатый под хлебопекарной печи 9, который совершает шаговое перемещение. Пересадка заготовок происходит в процессе движения конвейера 23 шкафа 7 окончательной расстойки и пода печи 9, при помощи пересадчика 8. Включение пода печи 9 на совершение очередного шага происходит од новременно с включением конвейера 23 шкафа 7 окончательной расстойки по сигналу укладчика 6. Поскольку пересадчик 3 кинематически связан с приводом 43 печи 9, то одновремен но с подом печи 9 начинает перемещаться и ленточный конвейер 27 пересадчика 8, причем скорость его перемещения равна скорости перемеще ния расстойных люлек 24 с расположе ными на-них заготовками. В процессе движения тестовые заготовки по приемному концу 28 пересадчика 8 переходят с плоской поверхности.расстой ной люльки 24 на ленточный конвейер 27 пересадчика 8, а пустые расстойные люльки 24 уходят под приемным концом 28 пересадчика 8 на следующи технологический цикл. В процессе перемещения на ленточ ном конвейере 27 пересадчика 8 тестовые заготовки при необходимости проходят дополнительную отделку при помощи механизма 30 дополнительной отделки (надрезка заготовок, дополнительная штамповка, смазка жиром, меланжем, повидлом, посыпка маком, орехами, сухарной крошкой и т.д.). После окончания операций по дополнительной отделке тестовые заготовки через передающий конец 29 пересадчика 8 передаются на сетчаты под тоннельной хлебопекарной сохраняя свою первоначальную ориентацию. Передача заготовок на под пе 9 также происходит в процессе движения. Расстояние между рядами тест вых заготовок при пересадке их на под печи9 может изменяться при пом щи коробки скоростей 31, установлен ной на пересадчике в и регулирующей соотношение между скоростями движен пода печи 9 и ленточного конвейера Под хлебопекарной печи 9 имеет шаговое перемещение. Остановка пода происходит после перемещения на оди шаг по команде исполнительного механизма 44, установленного в привод 43 печи 9. В переходном режиме работы, когд изменяется продолжительность расстой ки и на разгрузку подряд подаются две загруженныерасстояные люльки 2 команда на остановку пода печи 9 блокируются сигналом фотоэлектрического датчика 26, в. результате чего под печи 9 совместно с пересадчиком 8 также .совершает двойной шаг. Автоматической системой управления предусмотрена работа линий в.трех режимах: наладочном (ручное управление), автоматическом и режиме дора.ботки. В режиме доработки команда на шаговое перемещение пода печи 9 и конвейера 23 агрегата 7 окончательной расстойки поступает от реле 47 времени, а останов указанных машин после совершения очередного шага осуществляется от тех же исполнительных механизмов 44, установленных в приводах 42 и 43 этих машин. Готовые изделия поступают из печи 9 на тарнспортер 10 готовой продукций и отводятся последним на последующие технологические операции. В случае изменения продолжительности времени выпечки при переходе на выработку другого вида изделий производительность линии дистанционно регулируется исполнительным механизмом 45 со щита 41 управления линией путем воздействия на вариатор 37 единого привода 35. Изобретение позволяет максимально использовать под хлебопекарной печи независимо от форглы и габаритов выпекаемых изделий, вырабатывать на одном и том же оборудовании широкий ассортимент хлебобулочных изделий; сократить время на перенастройку оборудования при переходе на выработку другого вида изделий, облегчить обслужиЬание и эксплуатацию, а также проводить дополнительную отделку тестовых заготовок. Формула изобретения 1. Линия для выработки хлебобулочных изделий, содержащая делительноокруглительнуюмашину, шкаф -предварительной расстойки, тестоформующую машину, шкаф окончательной расстойки с люлечным конвейеров, укладчик заготовок на люльки шкафа окончательной расстрйки, тоннельную хлебопекарную печь с конвейером, пересадчик заготовок на под печи, выполненный в виде ленточного конвейера, конвейер готовой продукции и привод, о т л и ч аю щ а я с я тем, что, с целью повьшгения производительности и облегчения эксплуатации, снабжена манипулятором перегруппировки тестовых заготовок из многоручьевого потока в одноручьевой и наоборот, установленным перед укладчиком тестовых заготовок на люпьки шкафа окончательной расстойки, при этом шкаф окончательной расстойки, укладчик, манипулятор и тестоформующая машина установлены, так, что их продольные оси образуют между собой прямой угол, а рабочие поверхности люлек шкафа окончательной расстойки
образуют плоский многоярусный под, при этом линия снабжена системой, дистанционного управления, содержащей программный блок, связанный через исполнительный механизм с приводами тоннельной хлебопекарной печи и шкафа окончательной расстойки, на входе и выходе которого смонтированы фотоэлектрические датчики.
2.Линия по п.1,отличающ а я с я тем, что конвейеры тоннельной хлебопекарной печи и шкафа окончательной расстойки выполнены с возможностью их щагового перемещения.
3.Линия по п,1, о т л и ч а ю щ а я с я тем, что.Манипулятор и ук ртадчик.выполнены.в виде ленточных конвейеров, снабженных механизмами воз вратно-поступательного перемещени их передающих концов, и регуляторами скорости ленты.
4. Линия ПОП.1, отличающаяся тем, что делитёльно-округлительная машина, шкаф предварительной расстойки и тестоформующая машина снабжены выравнивателями шага, -содержащими воронки и поворотно закрепленные в их части заслонки 5. Линия по п,1, о т л и, ч а ю щ а я с я тем, пересадчик снабжен механизмом дополнительной отделки тестовых заготовок; установленным над лентой последнего.
6. Линия ПОП.1, отличающ а я с я тем, что манипулятор снабжен механизмом нанесения узора на тестовые заготовки, расположенным над лентой последнего и выполненным в виде приводного диска с фигурной режущей кромкой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 3.43677,кл. А 21 В 7/00, 1970..




| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Система управления процессом заполнения пода хлебопекарной печи в линиях по производству подовых хлебобулочных изделий | 1974 |
|
SU559689A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА "БОРОДИНСКОГО НОВОГО" ФОРМОВОГО | 2004 |
|
RU2262234C1 |
| Расстойно-печной агрегат | 1977 |
|
SU835399A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОГО ХЛЕБА ИЗ СМЕСИ РЖАНОЙ И ПШЕНИЧНОЙ МУКИ | 2004 |
|
RU2259723C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА ДОНСКОГО | 2004 |
|
RU2259724C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАВАРНЫХ СОРТОВ ХЛЕБА | 2004 |
|
RU2257086C1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| РАССТОЙНО-ПЕЧНОЙ АГРЕГАТ | 2004 |
|
RU2262848C1 |

Вид б
)
Ptis.S
