Изобретение относится к пищевой промышленности, а именно к области производства хлебобулочных изделий, и может быть использовано в хлебопекарнях, на хлебозаводах для выпечки хлебобулочных изделий с применением теплонасосных технологий, в частности парокомпрессионного теплового насоса.
Известны многие способы производства хлебобулочных изделий [1. Ауэрман Л.Я. Технология хлебопекарного производства. – М.: Профессия, 2005. - 416 с.; 2. Апет Т.К., Пашук З.Н. Хлеб и хлебобулочные изделия. – Минск, 1997. - 255 с.; 3. Цыганова Т.Б. Технология хлебопекарного производства. - М.: Дели, 2001, 4. Пащенко Л.П., Жаркова И.М. Технология хлебобулочных изделий. – М.: КолосС, 2008. – 391 с.], включающие смешивание муки, дрожжей, соли и воды, замес теста, брожение, разделку, формование, расстойку заготовок и выпечку хлеба.
Однако в известных способах не рассматриваются вопросы утилизации и рекуперации теплоты отработанных энергоносителей.
Известен способ утилизации тепла, уходящего из хлебопекарной печи, с непрерывной посадкой в линии производства хлеба и хлебобулочных изделий (А.с. СССР № 1690656, кл. А21В 7/00 от 18.07.88 г.), включающий расстойный шкаф, хлебопекарную печь и установку рекуперации тепла, пуск которой осуществляется предпочтительно одновременно с пуском хлебопекарной печи в период ее разогрева. При этом выходящее из хлебопекарной печи тепло используют для выработки пара и нагревания воды в установке рекуперации тепла, а выработанный в период разогрева печи пар направляют в расстойный шкаф для регулирования температуры и влагосодержания находящейся в нем среды до достижения ее рабочих параметров, после чего их поддерживают с помощью нагретой в установке рекуперации тепла воды или с помощью некоторой части выработанного в ней пара или путем одновременной подачи части воды и части пара, и выходящую из расстойного шкафа отработанную воду направляют в установку рекуперации тепла, а подогретую в ней воду вновь возвращают в расстойный шкаф, причем циркуляцию воды в замкнутом цикле обеспечивают с помощью насоса.
Однако этот способ малоэффективен, так как предусматривает использование только тепла при производстве хлеба и не утилизирует парообразные смеси из расстойного шкафа. Кроме этого использование нагретой воды и некоторой части пара выработанного в установке рекуперации тепла за счет уходящей теплоты из хлебопекарной печи в режиме рециркуляции может привести к дестабилизации температурного режима и дополнительным затратам энергии на процесс выпечки хлебобулочных изделий. В способе не предусмотрено охлаждение хлебобулочных изделий после выпечки.
Наиболее близким по технической сущности и достигаемому эффекту является способ производства хлебных и хлебобулочных изделий (Пат. № 2259720 А21D 8/02, A21B 1/00), включающий смешивание муки, соли, воды, добавок, замес теста, его брожение, разделку, формирование, расстойку и выпечку. В способе предусмотрена утилизация парообразующейся в процессе выпечки смеси путем охлаждения и сбора конденсата, разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, с последующим употреблением их по назначению.
Недостатком известного способа производства хлебобулочных изделий является то, что в нем не использованы основные принципы энергосбережения, связанные с организацией рециркуляционных схем по материальным и энергетическим потокам; не созданы условия для утилизации и рекуперации вторичных энергоресурсов за счет рационального использования отработанных теплоносителей; не предусмотрено применение теплонасосных технологий в энергоснабжении энергоемких операций, что не создает реальных перспектив в значительном снижении энергозатрат на всех стадиях производства хлебобулочных изделий, прежде всего включая расстойку, выпечку и охлаждение.
Технической задачей изобретения является повышение энергетической эффективности производства хлебобулочных изделий при высоком качестве получаемой продукции, снижение удельных энергозатрат на их производство, повышение качества готовой продукции и создание условий экологической безопасности за счет сокращения выбросов отработанных теплоносителей в атмосферу.
Поставленная техническая задача изобретения достигается тем, что в способе производства хлебобулочных изделий, предусматривающем непрерывное приготовление большой густой закваски и теста, брожение полуфабрикатов, деление теста на куски, их округление, расстойку тестовых заготовок в расстойном шкафу, в который подается паровоздушная смесь из воздуха, забираемого из окружающей среды, и насыщенного пара при температуре 38…40оС и относительной влажности 80…85% и выпечку хлебобулочных изделий в печи проходного типа путем переменного четырехстадийного теплового излучения при температуре: на первой стадии предварительного нагрева 100…120оС, на второй стадии нарастающего теплообмена 180…190оС, на третьей стадии интенсивного теплообмена 230…240оС и на четвертой стадии снижающейся интенсивности теплообмена 150…180оС с равномерным расходом воды на пароувлажнение на каждой стадии из расчета 5…7 л на 100…110 кг хлебобулочных изделий при относительной влажности среды 75…80%; охлаждение хлебобулочных изделий до температуры 20оC смесью охлажденного воздуха и насыщенного пара с температурой 15…18оC и относительной влажности 85…90% с отводом охлажденных хлебобулочных изделий на хранение, а также утилизацию парообразующейся в процессе выпечки смеси путем охлаждения и сбора конденсата, разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, с последующим употреблением их по назначению, новым является то, что дополнительно используют кулер для конвективного охлаждения хлебобулочных изделий паровоздушной смесью; конденсатор-рекуператор для конденсации парообразующейся в процессе выпечки смеси; аппарат с греющей рубашкой для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт; парогенератор для получения насыщенного пара; высокотемпературный парокомпрессионный тепловой насос, включающий компрессор, конденсатор, терморегулирующий вентиль и испаритель, работающие по замкнутому термодинамическому циклу, в котором в качестве рабочего тела используют озонобезопасный фреон R 134, причем за счет компрессионного сжатия доводят его до температуры конденсации 280…300оС, конденсируют в конденсаторе и посредством рекуперативоного теплообмена нагревают термомасло до температуры 260…280оС; после дросселирования в терморегулирующем вентиле фреон доводят до давления испарения, при котором он кипит в испарителе при температуре -5…-10оС и посредством теплопередачи через поверхность теплообмена испарителя охлаждают паровоздушную смесь до температуры 15…18оС и подают в кулер конвективного охлаждения хлебобулочных изделий; нагретое в конденсаторе термомасло с помощью высокотемпературного термонасоса серии ZTK отводят по двум потокам, один из которых направляют в секции обогревающей рубашки термомасляной поточной туннельной печи, а другой – в парогенератор для получения насыщенного пара; потоки отработанного термомасла после секций печи и парогенератора объединяют и подают в конденсатор с образованием замкнутого цикла; полученный насыщенный пар из парогенератора отводят по трем потокам, один из которых подают на увлажнение воздуха, подаваемого в расстойный шкаф, второй поток направляют в греющую рубашку аппарата для разделения собранного конденсата методом отгонки на воду и спирт, третий поток направляют на увлажнение паровоздушной смеси, подаваемой в кулер конвективного охлаждения хлебобулочных изделий; парообразующуюся смесь в процессе выпечки конденсируют в конденсаторе-рекуператоре с отводом конденсата в аппарат для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, при этом полученную воду отводят в сборник конденсата; потоки отработанной паровоздушной смеси после расстойного шкафа и аппарата для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, а также после кулера для конвективного охлаждения хлебобулочных изделий объединяют и в режиме замкнутого цикла направляют сначала в испаритель и далее в куллер для охлаждения хлебобулочных изделий, а образовавшийся при этом конденсат отводят сначала в сборник конденсата, а затем распределяют по двум потокам, один из которых направляют на пароувлажнение хлебобулочных изделий в каждую секцию термомасляной поточной туннельной печи, а другой – в парогенератор для пополнения убыли воды с образованием контура рециркуляции.
Технический результат изобретения заключается в снижении удельных энергозатрат при получении готовой продукции высокого качества, а также повышение экологической безопасности производства хлебобулочных изделий.
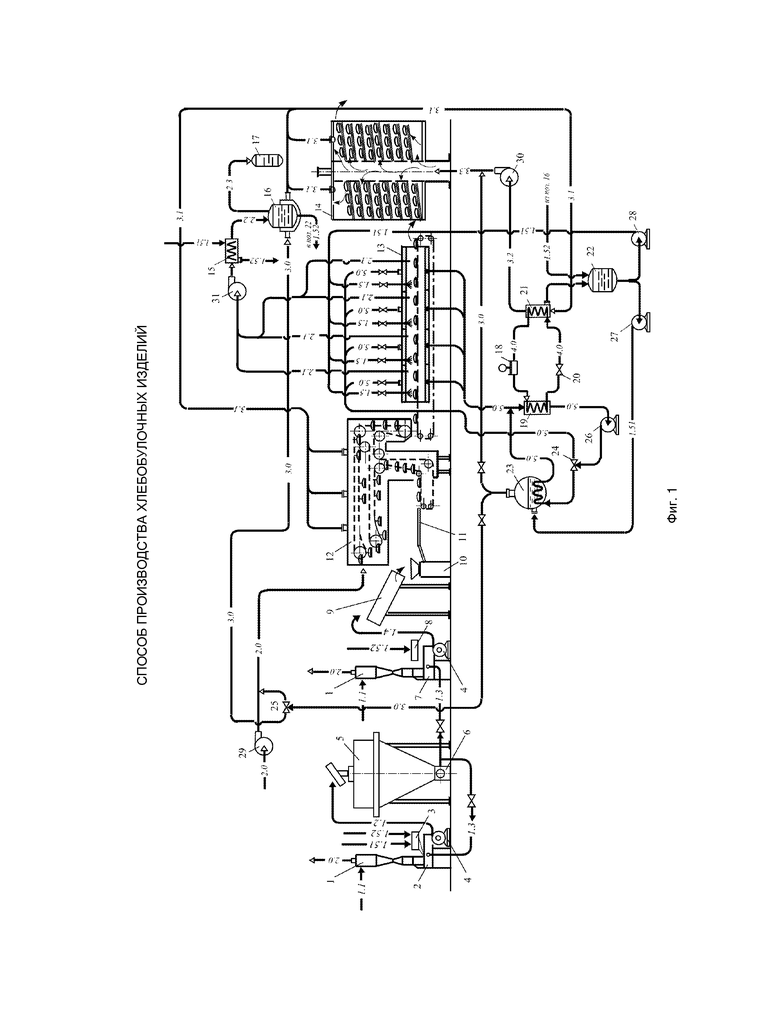
На фиг.1 представлена схема, реализующая предлагаемый способ производства хлебобулочных изделий.
Схема содержит циклоны-разгрузители 1; машины тестомесильные 2, 7; дозировочные станции 3, 8; лопастной нагнетатель 4; бункер для брожения закваски 5; дозатор закваски 6; емкость для брожения теста 9; тестоделитель 10; ленточный округлитель 11; шкаф окончательной расстойки 12; термомасляную поточную туннельную печь 13 с секционной обогревающей рубашкой; кулер для конвективного охлаждения хлебобулочных изделий 14; конденсатор-рекуператор 15; аппарат 16 с греющей рубашкой для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт; сборник спирта и других компонентов 17; высокотемпературный парокомпрессионный тепловой насос, состоящий из компрессора 18, конденсатора 19, терморегулирующего вентиля 20, испарителя 21; сборник конденсата 22; парогенератор 23; распределители потоков 24, 25; высокотемпературный циркуляционный масляный насос 26; насосы 27, 28; вентиляторы 29, 30, 31; линии подачи и отвода материальных и тепловых потоков: 1.1 – муки; 1.2 – закваски; 1.3 – выброженной закваски; 1.4 - замешанной закваски; 1.51 – горячей воды; 1.52 – холодной воды 2.0 – подачи воздуха из окружающей среды в расстойный шкаф 10; 2.1 – отвода парообразующейся смеси в процессе выпечки из термомасляной печи 10 в конденсатор-рекуператор 12; 2.2 – отвода образовавшегося конденсата из конденсатора-рекуператора 12 в аппарат 13; 2.3 – отвода других компонентов и спирта в сборник 14; 1.5 – линии подачи и отвода воды; 3.0 – отвода насыщенного пара из парогенератора 20 на увлажнение воздуха, в греющую рубашку аппарата 13 и на увлажнение паровоздушной смеси, подаваемой в кулер 11; 3.1 – отвода отработанной паровоздушной смеси из расстойного шкафа 9 и кулера 11 в испаритель теплового насоса 18; 3.2 – отвода охлажденной (кондиционированной) и осушенной паровоздушной смеси из испарителя теплового насоса 18; 3.3 – подачи паровоздушной смеси в кулер 11; 4.0 – циркуляции фреона; 5.0 – циркуляции термомасла.
Предлагаемый способ производства хлебобулочных изделий осуществляется следующим образом.
В тестомесильную машину 2 для замеса большой густой закваски через циклон-разгрузитель 1 непрерывно подают муку ржаную хлебопекарную по лини 1.1, воду из дозировочной станции 3 и 40% выброженной закваски по линии 1.3. Замешанную закваску по линии 1.2 лопастным нагнетателем 4 направляют в шестисекционный бункер 5 для брожения. Выброженную закваску разгружают через отверстие в днище бункера и с помощью дозатора закваски 6 60% ее по одному трубопроводу направляют во вторую тестомесильную машину 7 для замеса теста, остальную часть (40%) закваски по другому трубопроводу возвращают в первую тестомесильную машину для приготовления закваски.
При замесе теста в тестомесильную машину 7 с помощью дозировочной станции 8 дозируют воду и другие жидкие рецептурные компоненты, муку хлебопекарную ржаную и пшеничную – барабанным или ленточным дозатором. Замешанное тесто нагнетателем теста 4 по трубопроводу 1.4 подают в емкость для брожения 9. Выброженное тесто самотеком поступает в приемную воронку тестоделителя 10. Тестовые заготовки округляют на ленточном округлителе 11 и с помощью посадчика ленточного типа подают на люльки шкафа окончательной расстойки 12, в который подают паровоздушную смесь из воздуха, нагнетаемого вентилятором 29 из окружающей среды по линии 2.0, и насыщенного пара, подаваемого из парогенератора 20 по линии 3.0.
Расстоявшиеся тестовые заготовки в шкафу окончательной расстойки 12 при температуре среды 38…40оС и относительной влажности 80…85% перекладывают на транспортерную ленту, выполненную в виде плетеной стальной сетки, термомасляной поточной туннельной печи 13 с секционной обогревающей рубашкой.
Четырехсекционная конструкция печи обеспечивает выпечку хлебобулочных изделий путем четырехстадийного теплового излучения: в первой секции - стадия предварительного нагрева до 100…120оС, во второй секции - стадия нарастающего теплообмена при температуре 180…190оС, в третьей секции - стадия интенсивного теплообмена при 230…260оС и в четвертой секции - снижающаяся интенсивность теплообмена 150…180оС с равномерным расходом воды на пароувлажнение в каждой секции из расчета 5…7 л на 100…110 кг хлебобулочных изделий при относительной влажности среды 75…80%.
В процессе выпечки осуществляют утилизацию парообразующейся смеси, которую отводят из каждой секции термомасляной поточной туннельной печи по линиям 2.1 с помощью вытяжного вентилятора 31 в теплообменник-рекуператор 15 и охлаждают путем рекуперативного теплообмена с холодной водой, которую подают по линии 1.51, а горячую воду отводят по линии 1.52. При этом образовавшийся конденсат собирают в аппарате 16 и разделяют методом отгонки на воду, которую затем по линии 1.52 отводят в сборник конденсата 19, и другие компоненты, в том числе спирт, которые отводят по линии 2.3 в емкость для спирта 17.
После выпечки хлебобулочные изделия подают на охлаждение в кулер 14, представляющий собой спиральный конвейер, до температуры 20оC смесью охлажденного воздуха и насыщенного пара, подаваемой вентилятором 30 в кулер по линии 3.3, с температурой 15…18оC и относительной влажности 85…90% с отводом охлажденных хлебобулочных изделий на хранение.
Подготовку энергоносителей для реализации рациональных термовлажностных режимов расстойки, выпечки и охлаждения хлебобулочных изделий осуществляют с помощью высокотемпературного парокомпрессионного теплового насоса, работающего по замкнутому термодинамическому циклу 4.0, в котором в качестве рабочего тела используют озонобезопасный фреон R 134.
За счет компрессионного сжатия в компрессоре 18 фреон доводят до температуры конденсации 280…300оС, конденсируют в конденсаторе 19 и посредством рекуперативного теплообмена нагревают термомасло до температуры 260…280оС. После дросселирования в терморегулирующем вентиле 20 фреон доводят до давления испарения, при котором он кипит в испарителе 21 при температуре -5…-10оС. Пары фреона поступают в компрессор 18, и термодинамический цикл повторяется.
Нагретое в конденсаторе 19 термомасло с помощью высокотемпературного циркуляционного масляного насоса 26 через распределитель потоков 24 отводят по двум потокам, один из которых направляют в секции обогревающей рубашки термомасляной поточной туннельной печи 13, а другой - в парогенератор 23 для получения насыщенного пара. Потоки отработанного термомасла после секций печи и парогенератора объединяют и подают в конденсатор 19 с образованием двух контуров рециркуляции 5.0.
Полученный насыщенный пар из парогенератора 23 отводят по трем потокам 3.0: один поток направляют на увлажнение воздуха, подаваемого в шкаф окончательной расстойки 12 по линии 2.0; второй поток направляют в греющую рубашку аппарата 16 для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт; третий поток - на увлажнение паровоздушной смеси, подаваемой в кулер конвективного охлаждения хлебобулочных изделий 14 по линии 3.3 нагнетающим вентилятором 30.
Парообразующуюся смесь в процессе выпечки отводят из рабочего объема термомасляной поточной туннельной печи 13 по линиям 2.1 с помощью вытяжного вентилятора 31 в конденсатор-рекуператор 15 с отводом конденсата по линии 2.2 в аппарат 16 для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт. При этом полученную воду по линии 1.52 отводят в сборник конденсата 21.
Потоки отработанной паровоздушной смеси 3.1 после шкафа окончательной расстойки 12 и аппарата 16 для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, а также после кулера 14 для конвективного охлаждения хлебобулочных изделий объединяют и в режиме замкнутого цикла направляют на охлаждение и осушение в испаритель 21, где паровоздушная смесь достигает температуры «точки росы» за счет рекуперативного теплообмена с кипящим фреоном, а содержащуюся в ней влагу конденсируют в виде капельной жидкости и отводят в сборник конденсата 22. После испарителя 22 осушенную и охлажденную паровоздушную смесь увлажняют паром и нагнетающим вентилятором 30 подают в кулер 11 на охлаждение хлебобулочных изделий.
Собранный конденсат в сборнике конденсата 22 распределяют с помощью распределителя 21 по двум потокам, один из которых насосом 28 направляют на пароувлажнение хлебобулочных изделий в каждую секцию термомасляной поточной туннельной печи 10, а другой – насосом 27 в парогенератор 20 для пополнения убыли воды с образованием контура рециркуляции.
Способ производства хлебобулочных изделий реализован на ОАО «Хлебозавод № 7» г. Воронежа на линии производства подового хлеба дарницкого из смеси ржаной и пшеничной муки производительностью 0,8…1,2 т/ч, включающей циклон-разгрузитель, машины тестомесильные А2-ХТТ для замеса закваски и теста; дозировочную станцию СДМ2; лопастной нагнетатель; бункер для брожения закваски И8-ХТА-12/2; дозатор закваски И8-ХТА-12/4; дозировочную станцию СДМ5; емкость для брожения теста И8-ХТА-12/6; тестоделитель «Кузбасс-68-2М»; ленточный округлитель; шкаф окончательной расстойки ТТ1-ХР2-3-60; термомасляную поточную четырехсекционную туннельную печь TRIGLAV, каждая секция которой имеет греющую рубашку с патрубками для подвода и отвода масла; кулер КВЛ-1 для конвективного охлаждения хлебобулочных изделий паровоздушной смесью в виде спирального конвейера.
Пределы технологических параметров в процессах расстойки, выпечки и охлаждения готового хлеба представлены в литературе [Сборник технологических инструкций по производству хлеба и хлебобулочных изделий, 1989 г.].
Для реализации способа производства хлеба дарницкого использовался высокотемпературный тепловой насос серии ZTN со следующими параметрами:
В качестве теплоносителя использовалось термомасло, температура которого достигала значений 320…350оC, а его рециркуляция обеспечивалась высокотемпературным насосом серии ZTN. Широкий диапазон рабочих температур, низкое давление насыщенных паров и антикоррозионные свойства термомасла обеспечили безопасную работу парогенератора и термомасляной поточной туннельной печи.
Парокомпрессионный тепловой насос обеспечивал необходимую производительность трубчатого конденсатора с высокой рабочей температурой термомасла для последующего получения насыщенного пара в парогенераторе и стабилизации температуры при тепловом излучении в каждой секции термомасляной поточной туннельной печи.
Таким образом, предлагаемый способ производства хлебобулочных изделий позволяет создать условия для реализации энергетически эффективной технологии в непрерывном режиме эксплуатации основного и вспомогательного оборудования.
Дополнительные технологические приемы позволяют:
- реализовать предлагаемый способ как энергосберегающую и экологически безопасную технологию, обеспечить подготовку теплоносителей разного температурного потенциала с применением парокомпрессионного теплового насоса в замкнутых термодинамических циклах и повысить надежность эксплуатации поточной линии производства хлебобулочных изделий на заданном уровне качества (чисто технологическая задача);
- максимально снизить выброс отработанных теплоносителей в окружающую атмосферу (экологическая задача);
- использовать рекуперацию теплоты конденсации хладагента в конденсаторе теплового насоса для нагрева термомасла и подготовку охлажденной паровоздушной смеси в испарителе для охлаждения хлебобулочных изделий (задача энергосбережения).
В предлагаемом способе решается комплексная задача рационального энергоснабжения технологических операций, посредством которых осуществляется воздействие на объект производства – хлебобулочные изделия, что приобретает особую актуальность применения способа на предприятиях малой мощности для выпечки хлебобулочных изделий, минипекарнях и делает способ более привлекательным для специалистов хлебопекарной промышленности.
Изобретение относится к производству хлебобулочных изделий. Способ предусматривает непрерывное приготовление большой густой закваски и теста, брожение полуфабрикатов, деление теста на куски, их округление, расстойку тестовых заготовок в расстойном шкафу, в который подается паровоздушная смесь из воздуха, забираемого из окружающей среды, и насыщенного пара при температуре 38…40оС и относительной влажности 80…85% и выпечку хлебобулочных изделий в печи проходного типа. Выпечку осуществляют путем переменного четырехстадийного теплового излучения при температуре: на первой стадии предварительного нагрева 100…120оС, на второй стадии нарастающего теплообмена 180…190оС, на третьей стадии интенсивного теплообмена 230…240оС и на четвертой стадии снижающейся интенсивности теплообмена 150…180оС. Охлаждают хлебобулочные изделия до температуры 20оC смесью охлажденного воздуха и насыщенного пара с температурой 15…18оC и относительной влажности 85…90% с отводом охлажденных хлебобулочных изделий на хранение. Утилизацию парообразующейся в процессе выпечки смеси осуществляют путем охлаждения и сбора конденсата, разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, с последующим употреблением их по назначению. Дополнительно используют кулер для конвективного охлаждения хлебобулочных изделий паровоздушной смесью, конденсатор-рекуператор для конденсации парообразующейся в процессе выпечки смеси, аппарат с греющей рубашкой для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, парогенератор для получения насыщенного пара, высокотемпературный парокомпрессионный тепловой насос, включающий компрессор, конденсатор, терморегулирующий вентиль и испаритель, работающие по замкнутому термодинамическому циклу. Изобретение позволяет снизить удельные энергозатраты при получении готовой продукции высокого качества, а также повысить экологическую безопасность производства хлебобулочных изделий. 1 ил.
Способ производства хлебобулочных изделий, характеризующийся тем, что он предусматривает непрерывное приготовление большой густой закваски и теста, брожение полуфабрикатов, деление теста на куски, их округление, расстойку тестовых заготовок в расстойном шкафу, в который подается паровоздушная смесь из воздуха, забираемого из окружающей среды, и насыщенного пара при температуре 38…40оС и относительной влажности 80…85% и выпечку хлебобулочных изделий в печи проходного типа путем переменного четырехстадийного теплового излучения при температуре: на первой стадии предварительного нагрева 100…120оС, на второй стадии нарастающего теплообмена 180…190оС, на третьей стадии интенсивного теплообмена 230…240оС и на четвертой стадии снижающейся интенсивности теплообмена 150…180оС с равномерным расходом воды на пароувлажнение на каждой стадии из расчета 5…7 л на 100…110 кг хлебобулочных изделий при относительной влажности среды 75…80%; охлаждение хлебобулочных изделий до температуры 20оC смесью охлажденного воздуха и насыщенного пара с температурой 15…18оC и относительной влажности 85…90% с отводом охлажденных хлебобулочных изделий на хранение, а также утилизацию парообразующейся в процессе выпечки смеси путем охлаждения и сбора конденсата, разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, с последующим употреблением их по назначению, при этом дополнительно используют кулер для конвективного охлаждения хлебобулочных изделий паровоздушной смесью; конденсатор-рекуператор для конденсации парообразующейся в процессе выпечки смеси; аппарат с греющей рубашкой для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт; парогенератор для получения насыщенного пара; высокотемпературный парокомпрессионный тепловой насос, включающий компрессор, конденсатор, терморегулирующий вентиль и испаритель, работающие по замкнутому термодинамическому циклу, в котором в качестве рабочего тела используют озонобезопасный фреон R 134, причем за счет компрессионного сжатия доводят его до температуры конденсации 280…300оС, конденсируют в конденсаторе и посредством рекуперативного теплообмена нагревают термомасло до температуры 260…280оС; после дросселирования в терморегулирующем вентиле фреон доводят до давления испарения, при котором он кипит в испарителе при температуре -5…-10оС и посредством теплопередачи через поверхность теплообмена испарителя охлаждают паровоздушную смесь до температуры 15…18оС и подают в кулер конвективного охлаждения хлебобулочных изделий; нагретое в конденсаторе термомасло с помощью высокотемпературного термонасоса серии ZTK отводят по двум потокам, один из которых направляют в секции обогревающей рубашки термомасляной поточной туннельной печи, а другой – в парогенератор для получения насыщенного пара; потоки отработанного термомасла после секций печи и парогенератора объединяют и подают в конденсатор с образованием замкнутого цикла; полученный насыщенный пар из парогенератора отводят по трем потокам, один из которых подают на увлажнение воздуха, подаваемого в расстойный шкаф, второй поток направляют в греющую рубашку аппарата для разделения собранного конденсата методом отгонки на воду и спирт, третий поток направляют на увлажнение паровоздушной смеси, подаваемой в кулер конвективного охлаждения хлебобулочных изделий; парообразующуюся смесь в процессе выпечки конденсируют в конденсаторе-рекуператоре с отводом конденсата в аппарат для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, при этом полученную воду отводят в сборник конденсата; потоки отработанной паровоздушной смеси после расстойного шкафа и аппарата для разделения собранного конденсата методом отгонки на воду и другие компоненты, в том числе спирт, а также после кулера для конвективного охлаждения хлебобулочных изделий объединяют и в режиме замкнутого цикла направляют сначала в испаритель и далее в куллер для охлаждения хлебобулочных изделий, а образовавшийся при этом конденсат отводят сначала в сборник конденсата, а затем распределяют по двум потокам, один из которых направляют на пароувлажнение хлебобулочных изделий в каждую секцию термомасляной поточной туннельной печи, а другой – в парогенератор для пополнения убыли воды с образованием контура рециркуляции.
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБНЫХ И ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2259720C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЕЧКИ МУЧНЫХ ИЗДЕЛИЙ И ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ВЫПЕЧКИ МУЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045905C1 |
| Непрерывно действующее хлебопекарное устройство | 1950 |
|
SU92676A1 |
| Устройство каркасных жилищ, собираемых из заранее заготовленных стандартных элементов | 1930 |
|
SU21406A1 |

