1
Изобретение относится к обработке металлов давлением, в частности к производству оребренных труб, и может найти применение в химическом, нефтехимическом, электротехническом, энергетическом, холодильном машиностроении и других областях промышленности, изготовляющих твп- лообменные. аппараты.
Целью изобретения является повышение качества деталей путем исключения смятия наружных частей ребер трубы.
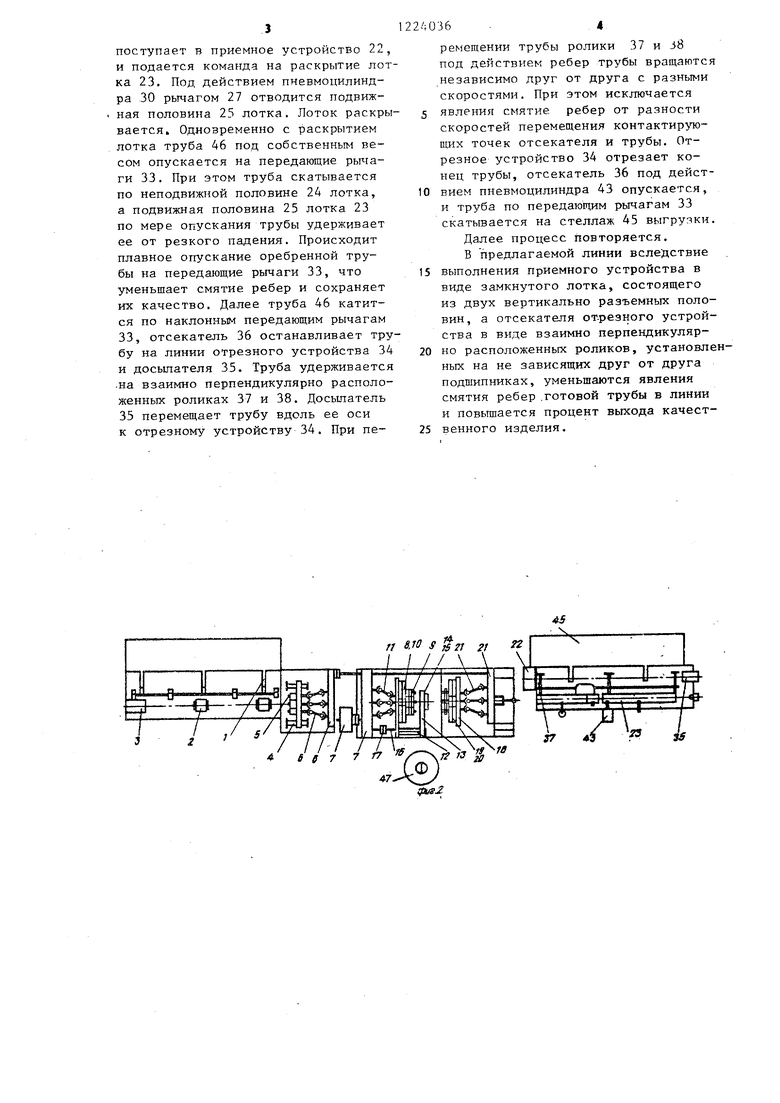
На фиг. 1 показана линия, общий вид; на фиг. 2 - то же, ви,ц в плане, на фиг. 3 - то же, разрез по приемному устройству, на фиг. 4 вид А на фиг. 3 . I
Предлагаемая линия для спирального оребрения труб лентой содержит расположенные по ходу технологического процесса стеллаж 1 загрузки, ролики 2, загрузочное устройство 3, калибрующее устройство 4 с роликами 5, связанными средствами привода 6 с главным приводом 7. Далее по оси движения трубы установлено устройство 8 для накатывания канавок с накатными роликами 9 со смыкающим и размыкающим устройством 10. Ролики 9 связаны карданным валом 11с приводом 7. На оси 12, жестко связанной с устройством 8 для накатывания, установлено устройство 13 для навивки ленты в спираль со шпинделем 14 и вращающимся инструментом 15,, получающим вращение от главного привода через вал 16 и электромагнитную муфту 17. За устройством 13 для навивки по пути движения трубы расположено устройство 18 для завальцовки с роликами 19, установленными на поворотном кольце 20 и связанными со средствами привода 21. По оси движения трубы установлено приемное устройство 22 (фиг. 3), вьтолненное в виде замкнутого лотка 23, состоящего из двух вертикально разъемных половин 2А и 25. Одна половина 24 жестко установлена на раме 26, вторая половина 25 закреплена на изогнутом двуплечем рычаге 27, шарнирно установленном на кронштейне 28, закрепленном на раме 29. Рычаг 27 связан с пневмоцилиндром 30, шарнир- но установленным на раме 31. Под лотком 23 приемного устройства 22 установлены на раме 32 передающие
2А036J
рычаги 33, на которых размещены отрезное устройство 34 с досылателем 35, вьшолненным в виде пневмоцилинд- ра, и отсекатель 36, выполненный в
5 виде взаимно перпендикулярно расположенных независимых роликов 37 и 38. Последние установлены с помощью не зависящих друг от друга подшипников 39 и 40 на поворотных рычагах
10 41, закрепленных посредством кронштейна 42 на раме 32 и связанных с пневмоцилиндром 43, шарнирно закрепленным на раме 44. Под передающими рычагами 33 установлен стеллаж 45
15 выгрузки оребренной трубы 46, Разматывающее устройство 47 установлено сбоку возле линии.
0
Линия работает следующим образом. Работа начинается после приведения исполнительных механизмов линии в исходное положение: трубы-заготовки уложены на стеллаже 1 загрузки, рулон ленты установлен на разматыва- ющем устройстве 47,и концы ленты заправлены в устройство 13 для навивки. При включении главного привода 7 приводятся в движение все исполнительные механизмы, Труба из загрузочного стеллажа 1 перекладыва ет- ся на ролики 2 и загрузочным уст- ройством 3 перемещается в калибрующее устройство 4, Калибрующие ролики 5 захватывают трубу, производят калибровку и одновременную пода5 чу ее в устройство 8 для накатьта- ния канавок, Накатные ролики 9, внедряясь в тело трубы, образуют винтовую канавку для размещения в ней спирали ленты. Далее труба поступает в устройство 13 для навивки, где вращающимся инструментом производится навивка на ребро ленты в спиральную канавку трубы. Труба 46 с навитой на ребро лентой входит в
5 устройство 18 для завальцовки, где ролики 19 производят завальцовку ленты и закрепление ее в спиральных канавках трубы. Сребренный конец трубы попадает в замкнутый лоток 23 приемного устройства 22. При этом замкнутый внутренний конт ур лотка 23, контактируя с ребрами трубы 46, уменьшает ее колебания от действия сил накатки, и по мере перемещения трубы гладкий контур лотка 23 уменьшает смятие ребер на всей длине трубы, сохраняя однородную форму ре- бер. Полностью оребренная труба 46
0
0
5
поступает в приемное устройство 22, и подается команда на раскрытие лотка 23. Под действием пневмоцилинд- ра 30 рычагом 27 отводится подвижная половина 25 лотка. Лоток раскрывается. Одновременно с раскрытием лотка труба 46 под собственным весом опускается на передающие рычаги 33. При этом труба скатывается по неподвижной половине 24 лотка, а подвижная половина 25 лотка 23 по мере Опускания трубы удерживает ее от резкого падения. Происходит плавное опускание оребренной трубы на передающие рычаги 33, что уменьшает смятие ребер и сохраняет их качество. Далее труба 46 катится по наклонным передающим рычагам 33, отсекатель 36 останавливает трубу на линии отрезного устройства 34 и досылателя 35. Труба удерживается .на взаимно перпендикулярно расположенных роликах 37 и 38. Досьшатель 35 перемещает трубу вдоль ее оси к отрезному устройству 34. При пе24036 -4
рвмещении трубы ролики 37 и J8 под действием ребер трубы вращаются независимо друг от друга с разными скоростями. При этом исключается
5 явления смятие ребер от разности скоростей перемещения контактирующих точек отсекателя и трубы. Отрезное устройство 34 отрезает конец трубы, отсекатель 36 под дейст10 вием пневмоцилиндра 43 опускается, и труба по передающим рычагам 33 скатывается на стеллаж 45 выгрузки. Далее процесс повторяется. В предлагаемой линии вследствие
15 выполнения приемного устройства в виде замкнутого лотка, состоящего из двух вертикально разъемных половин, а отсекателя от.резного устройства в виде взаимно перпендикуляр20 но расположенных роликов, установленных на не зависящих друг от друга подшипниках, уменьшаются явления смятия ребер .готовой трубы в линии и повышается процент выхода качест25 венного изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| УСТРОЙСТВО ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1973 |
|
SU407605A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |


./77.
// 8ЛО S //
35
93
зт
3S 37 S
(мЛ
Составитель Л.Самохвалова Редактор Л.Веселовская Техред В.КадарКорректор Е .Сирохман
Заказ 1865/10Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная. 4
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
