Изобретение относится к заготовительному производству машиностроительных предприятий, в частности к автоматическим линиям для обработки труб, и может быть использовано в машиностроении для резки труб на мерные заготовки.
Цель изобретения - повьллениё про- изводительности линии резки труб.
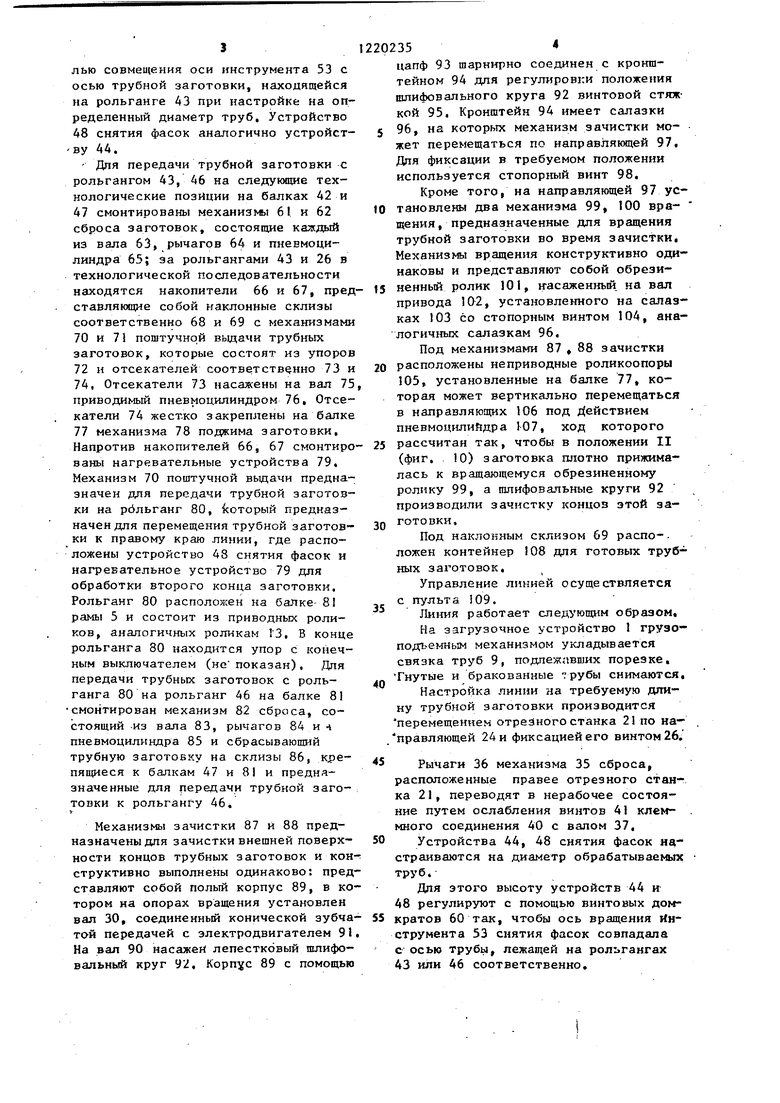
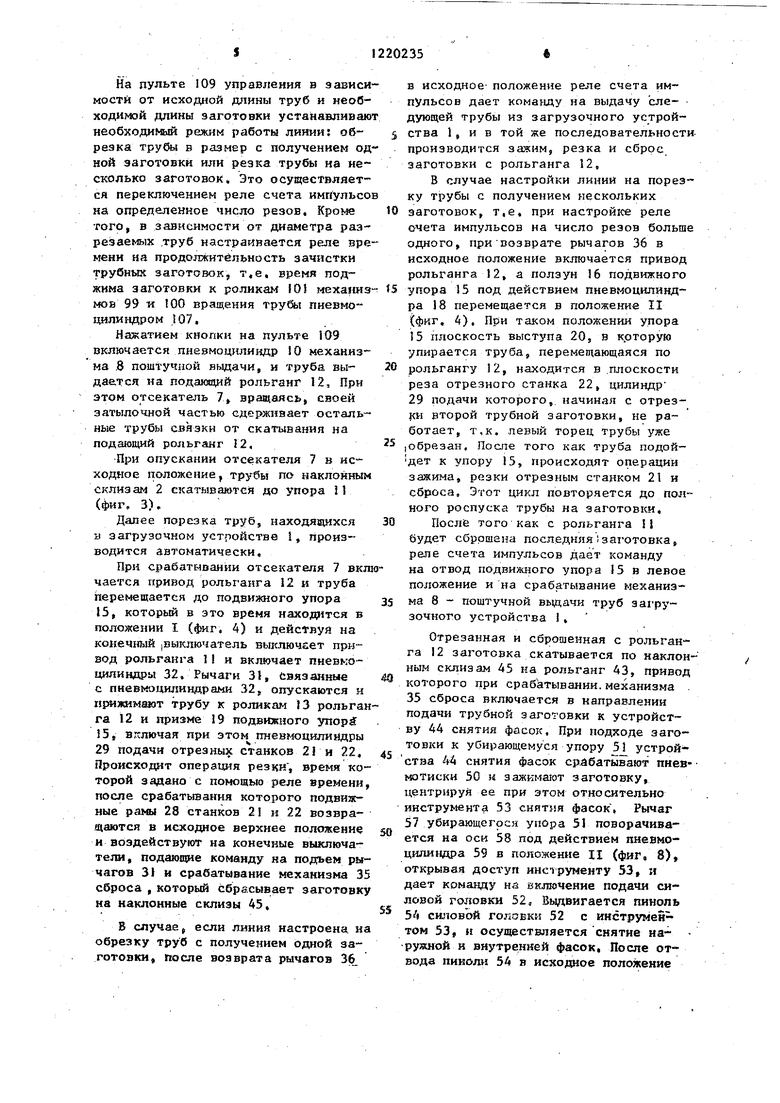
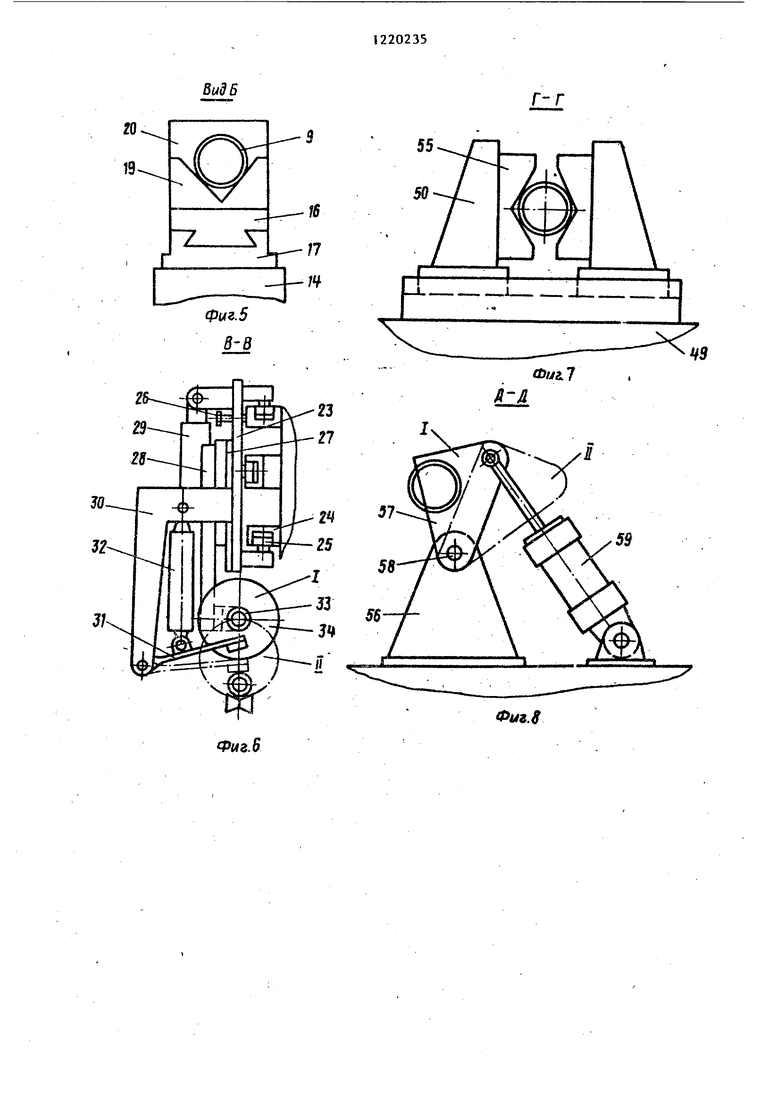
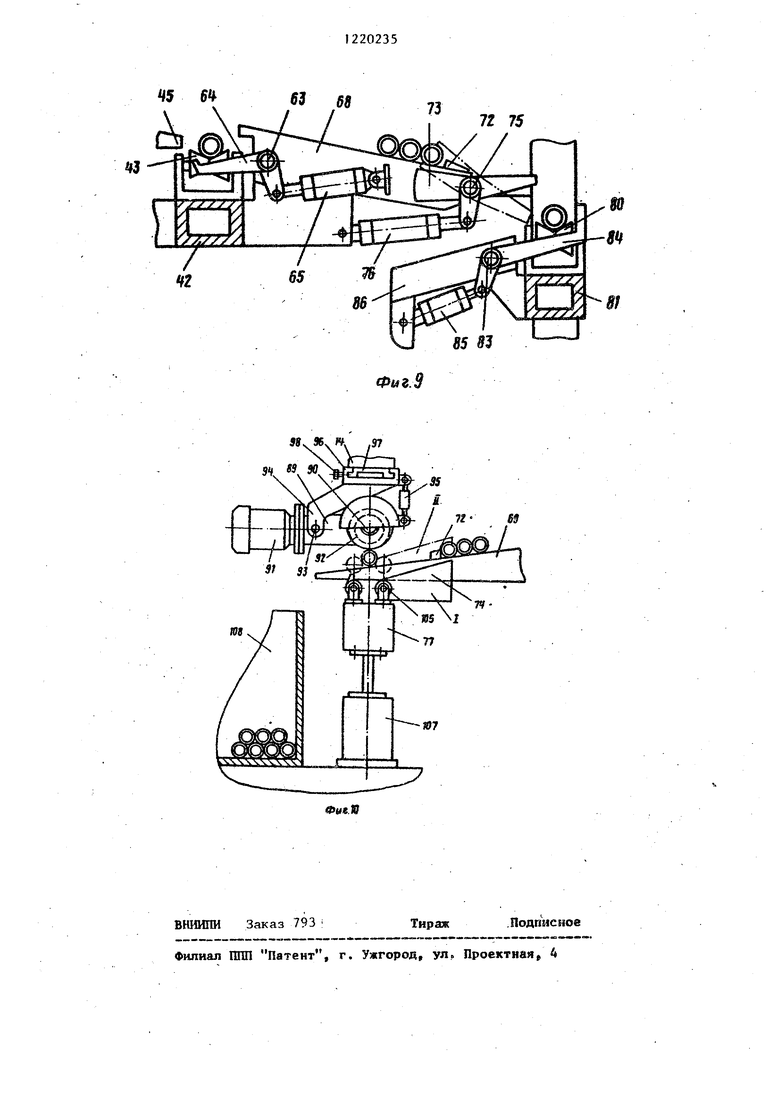
На фиг. схематично изображена линия резки труб, вид спереди; на фиг 2 - сечение А-А на фиг, 1; на фиг, 3 - загрузочное устройство с механизмом поштучной вьщачи труб и подающий рольганг позиции резки с механизмом сброса; на фиг. 4 подвижный упор; на фиг, 5 - вид по стрелке Б на фиг, 4; на фиг, 6 - сечение В-В на фиг, 1; на фиг, 7 - сечение Г-Г на фиг, I; на фиг, 8 - сечеяие Д-Д на фиг. 1; на фнг. 9 - рольганг позиции снятия фасок, накопитель позиции отжига с механизмом поштучной выдачи труб и рольганг переброса; на фиг. 10 - позиция зачистки.
Линия резки труб состоит из нескольких механизмов, установленных в технологической последовательности Загрузочное устройство 1 представляет собой ряд параллельных наклонных склизов 2, закрепленных на балках 3 и 4 рамы 5 линии. Через отверстия в склизах 2 проходит вал 6, на котором закреплены отсекатели 7 механизма 8 поштучной выдачи труб 9 из загрузочного устройства I, Вал 6 с отсекателями 7 приводится пневмоци- линдром 10, От скатывания со склнзЬв 2 трубы 9 удерживаются упорами П,
Загрузочное устройство I расположено так, чтобы вытолкнутая отсека- телем 7 труба 9 беспрепятственно скатилась на подающий рольганг 12 позиции резки, состоящий из приводных желобчатых роликов 13, установ ленных на балке 14 (привод рольганг не показан). Кроме того, на балке 14 установлен передвижной упор 15, содержащий ползун 16, который может перемещаться в направляннаей 17 под действием пневмоцилиндра 18, Сверху .на ползуне 16 имеется призма 9 и выступ 20, на котором установлен конечный выключатель (не показан).
Над рольгангом 12 расположены дв отрезных станка 21 и 22, Отрезной станок 21 содержит каретку 23, кото20235
рая может перемещаться по направляющим 24 на роликах ,25 и фиксироваться винтом 26. На каретке 23 крепится направляющая 27, в которой может
5 вертикально перемещаться подвижная рама 28, приводимая в движение пнев- моцилиндром 29 подачи, и кронштейн 30, на котором шарнирно закреплен прижимной рычаг 31, приводимый пнев0 моцшшкдром 32. На подвижной раме 28 смонтирован шпиндель 33, на который насажен отрезной круг 34 (привод не показан). Отрезной станок 22 по конструкции аналогичен станку 2I,
5 Дпя перемещения отрезанной заготовки на следующую технологическ 5по позицию имеется механизм 35 сброса, представляющий собой ряд рычагов 36, установленных на валу 37, который
0 может поворачиваться в опорах 38, укрепленных на балке 14 с помощью пневмоцилиндра 39. Рычаги 36 соедини ны с валом 37 с помощью клеммоврго соединения 40 с винтами 41, Часть
5 рычагов 36 может переводиться в нерабочее состояние ослаблением винтов 41 соединения 40,
На балке 42 рамы 5 установлен рольганг 43, состоящий из приводных
30 роликов, аналогичных роликам 13 рольганга 12, но имеющий реверсивный привод. Рольганг 43 предназначен для перемещения трубной заготовки к устройству 44 снятия фасок и соединен с
5 позицией пореЭки наклонными склизами 45, закрепленными на балке 42. Приводной реверсивньш рольганг 46, установленный на балке 47 рамы 5, аналогичен рольгангу 43 и предназначен
40 для перемещения трубной заготовки к устройству 48 снятия фасок, аналогичному устройству 44.
Устройство 44 снятия фасок состоит из станины 49, на которой смонтированы пнёвмотиски 50, убирающийся упор 5i и силовая головка 52 с инструментом 53 для снятия фасок, установленном на пиноли 54, Губки 55 пнев- мотисков 50 представляют собой призМи, центрированные относительно оси вращения инструмента 53 для снятия фасок. Убирающийся упор 51 представляет собой основание 56, на котором смонтирован упорный рычаг 57, поворачивающийся на оси 58 с помощью пневмоцилиндра 59, Высота устройства 44 снятия фасок может регулироваться с помощью винтовых домкратов 60 с целью совмещения оси инструмента 53 с осью трубной заготовки, находящейся на рольганге 43 при настройке на определенный диаметр труб. Устройство 48 снятия фасок аналогично устройст- ву 44.
- Для передачи трубной заготовки с рольгангом 43, 46 на следующие технологические позиции на балках 42 и 47 смонтированы механиз 61 и 62 сброса заготовок, состоящие калдый из вала 63, рычагов 64 и пневмоци- линдра 65; за рольгангами 43 и 26 в технологической последовательности находятся накопители 66 и 67, представляющие собой наклонные склизы соответственно 68 и 69 с механизмами 70 и 71 поштучной выдачи трубных заготовок, которые состоят из упоров 72 и отсекателей соответственно 73 и 74, Отсекатели 73 насажены на вал 75 приводимый пневмоцилиндром 76, Отсекатели 74 жест-ко закреплены на балке 77 механизма 78 поджима заготовки, Напротив накопителей 66, 67 смонтированы нагревательные устройства 79. Механизм 70 поштучной выдачи предназначен для передачи трубной заготовки на рбльганг 80, соторый предназначен для перемещения трубной заготовки к правому краю линии, где расположены устройство 48 снятия фасок и нагревательное устройство 79 для обработки второго конца заготовки. Рольганг 60 расположен на балке- 8 рамы 5 и состоит из приводных роликов, аналогичных роликам 13. В конце рольганга 80 находится упор с конечным выключателем (не показан) , Для передачи трубных заготовок с рольганга 80 на рольганг 46 на балке 81 смонтирован механизм 82 сброса, состоящий -из вала 83, рычагов 84 и -i пневмоцилиндра 85 и сбрасывающий трубную заготовку на склизы 86, крепящиеся к балкам 47 и 81 и предназначенные для передачи трубной заго- товки к рольгангу 46.
iМеханизмы зачистки 87 и 88 предназначены для зачистки внешней поверхности концов трубных заготовок и конструктивно выполнены одинаково: представляют собой полый корпус 89, в котором на опорах вращения установлен вал 30, соединенный конической зубчатой передачей с злектродвигателем 91, На вал 90 насажен лепестковый шлифовальный круг 92. Корпус 89 с помощью
to
«3
20
220235
цапф 93 шарнирно соединен с кронштейном 94 для регулировки положения шлифовального круга 92 винтовой стяжкой 95. Кронштейн 94 имеет салазки 5 96, на которых механизм зачистки может перемещаться по направляющей 97. Дпя фиксации в требуемом положении используется стопорный винт 98.
Кроме того, на направляющей 97 установлены два механизма 99, 100 вращения , предназначенные для вращения трубной заготовки во время зачистки. Механизмы вращения конструктивно одинаковы и представляют собой обрези- ненный ролик 101, н-асажен1п 1й на вал привода 1Q2, установленного на салазках 103 со стопорным винтом 104, аналогичных салазкам 96.
Под механизмами 87 , 88 зачистки расположены неприводные роликоопоры 105, установленные на балке 77, которая может вертикально перемещаться в направляющих 106 под Действием пневмоцилийдра 107, ход которого рассчитан так, чтобы в положении II (фиг. 10) заготовка плотно прижималась к вращающемуся обрезиненному ролику 99, а шлифовальные круги 92 производили зачистку концов зтой заготовки.
Под наклонным склизом 69 распо-- ложен контейнер 108 для готовых трубных заготовок.
Управление линией осуществляется с п льта 109.
Линия работает следующим образом,
На загрузочное устройство 1 грузоподъемным механизмом укладывается связка труб 9, подлежавших порезке, Тнутые и бракованные . рубы снимаются,
Настройка линии на требуемую длину трубной заготовки производится перемещением отрезного станка 2 по на- правляющей 24 и фиксацией его винтом 26.
25
30
35
40
Рычаги 36 механизма 35 сброса,
расположенные правее отрезного стан-, ка 21, переводят в нерабочее состояние путем ослабления винтов 41 клеьг- много соединения 40 с валом 37.
Устройства 44, 48 снятия фасок настраиваются на диаметр обрабатываемых труб.
Для этого высоту устройств 44 к 48 регулируют с помощью винтовых домкратов 60 так, чтобы ось вращения Инструмента 53 снятия фасок совпадала с осью трубы, лежащей на рольгангах A3 или 46 соответственно.
На пульте 109 управления в зависимости от исходной длины труб и необходимой длины заготовки устанавливают необходимый режим работы линии: об- резка трубы в размер с получением од- ной заготовки или резка трубы на ие сколько заготовок. Это осуществляется переключением реле счета имйульсов на определенное число резов. Кроме того, в зависимости от диаметра раз- резаемьж .труб настраивается реле вре-- мени на продолжительность зачистки трубных заготовок, т,е, время поджима заготовки к роликам 10 мехаяиз- MOB 99 и 100 вращения трубы пневмо Щ1лиидром 107,
Нажатием кнопки на пульте 109 включается пневмоцилиндр 0 механизма .8 поштучной выдачи, и труба вы- даетсд на подающий рольганг 12, При этом отсекатель 7 вращаясь, своей затылочной частью сдерживает остальные трубы связки от скатывания на подающий рольганг 12,
При опускании отсекателя 7 в исходное положение, трубы по наклонным склизам 2 скатываются до упора 11 (фиг, 3),
Далее порезка труб, находявхихся в загрузочном устройстве I, производится автоматически.
При срабатывании отсекателя 7 включается привод рольганга 12 и труба Перемещается до подвижного упора 15, который в это время находится в положении I (фиг, 4) и действуй на коиечный (Выключатель выключает привод рольганга 1 и включает пневко- дилиндры 32. Рычаги 31, йвязшшые с пневмоцилиндрами 32, опускаются и прижимают трубу к роликам 13 рольганга 12 и призме 19 подвижного упорй 15, включая при этом пневмоцилийдры 29 подачи отрезных станков 2i и 22, Происходит операция резки , время которой задано с помощью реле времени, после срабатьгоания которого подвижные рамы 28 станков 21 и 22 возвращаются в исходное верхнее положение и воздействуют на конечные выключатели, подаю1цие команду на подъем рычагов 31 и срабатывание механизма 35 сброса , который сбрасывает заготовку на наклонные склизы 45,
В случае( если линия настроена на обрезку труб с получением одной заготовки, после возврата рычагов Зб
в исходное- положение реле счета импульсов дает команду на выдачу еле- дующей трубы из загрузочиого устройства 1, и в той же последовательности производится зажим, резка и сброс заготовки с рольганга 12,
В случае настройки линии на порезку трубы с получением нескольких заготовок, т,е, при настрой1се реле счета импульсов на число резов больше одного, при возврате рычагов 36 в исходное положение включается привод рольганга 12, а ползун 16 подвижного упора 15 под действием пневмоцилинд- ра 18 перемещается в положение II (фиг, 4), При таком положении упора 15 плоскость выступа 20, в крторую упирается труба, перемещающаяся по рольгангу 12, находится в .плоскости реза отрезного станка 22, цилиндр 29 подачи которого, начиная с отрезки второй трубной заготовки, не работает, т,к. левый торец трубы уже (Обрезан, После того как труба подои- дет к упору 15, происходят операции зажима, резки отрезным станком 21 н сброса. Этот цикл повторяется до полного роспуска трубы на заготовки.
После того как с рольганга П будет сброшена последняяiзаготовка, реле счета импульсов дает команду на отвод подвижного упора 15 в левое положение и на срабатывание механизма 8 - поштучной выдачи за1 ру- зочного устройства i.
Отрезанная и сброшенная с рольганга 12 заготовка скатывается по наклонным склизам 45 на рольганг 43, привод которого при срабатывании.механизма 35 сброса включается в направлении подачи трубной заготовки к устройству 44 снятия фасок. При подходе заготовки к убирающемуся упору 51 устрой- ства 44 снятия фасок срабатывают пнев мотиски 50 н зажимают заготовку, центрируя ее при этом относительно инструмента 53 снятяя фасок , Рычаг 57 убирающегрс51 упОра 51 поворачивается на оси 58 под действием пневмо- цилиндра 59 в положение II (фиг, 8), открывая доступ инструменту 53, и дает команду на включение подачи силовой головки 52, Выдвигается пиноль 54 сшшвой голсБкк 52 с инструментом 53, н осуществляется снятие наружной н внутренней фасок. После отвода пиколи 54 в исходаое положение
подается команда на возвращение рычага 57 в положение I (фиг, 8), разжим пневмотисков 50 и включение привода рольганга 43 в направлении отво - да трубной заготовки от устройства 44 снйтия фасок. Заготовка перемещается на определенное расстояние, после чего подается команда от конечного выключателя, на срабатывание механизма 6i сброса и вьлшючение рольганга 43, Заготовка сбрасывается на наклонные склизы 68 и скйтываетсн до упоров 72. Здесь конец эатчэтовки находится в зоне действия нагревательного устройства 79,
Команда на срабатывание механизма 70 поштучной выдачи подается.при срабатывании механи зма Ы сброса, таким образом заготовка находится в зоне нагрева в течение одного такта работы линии. При необкоднмости более длительного нагрева механизм ПОШТУЧНОЙ выдачи отключается с пульта 109 до накопления в зане нагрева определенного числа заготовок, В этом случае время нагрева увеличивается во столько раз, сколько заготовок находится на накопителе 66,
Механизмом 70 поштучной вьздачи заготовка сбрасывается на рольганг 80 и перемещается по нему до упора-, находящегося в конце рольганга (не показан), воздействуя на который, дает команду на включение кпгханнз- ма 82 сброса, сбрасываюа5его заготовку на склизы 86, Но ним заготовка скатывается на рольганг 46, который включается при срабатывании мехайиз ма 82 ,сброса и перемещает заготовку
к устройству 48 снятия фасоК, Работа рольганга 46 и устройства 48 аналогична работе рольганга 43 и устройст- ва 44,
С рольганга 46 заготовка сбрасывается механизмом 62 сброса, аналогичным механизму 61, на склизы 69 н скатывается до упора 72 (фиг, 10), Участок склизов 69 перед упором 72 представляет собой накопитель 67
предназначенный для увеличения времени нагрева второго конца трубных
заготовок с помощью нагревательного
устройства, анаяогичкого устройству 79 (не покаваяо),При c6itoc« следующей заготовки с ропьганга 46 подается комАяда на пневмо{щготдр 107 синхронизированный
с механизмом 62 сброса.
Валка 77 с ро-ткооиорами 05 и отсекателяш 74 поднимается а на- правяяюирх 106 (пояожекнв II иа фиг, 10), При этом отсекатель 74
захватывает одну заго-говку, и он л скатывается не рояикоовор 105, которые поджимают ее к двум в ащаяартся роликам 10 мехаииз « в 99 нг 100 spa- цеяия трубы м врацакщ кмсй ютфовадышм кругам 92, Заготовка начинает вращаться на роликоопорах 105, тем саны обеспечивается зачистка концов заготовки ио периметру, Вре)4Я зачисткн регламентируется
электркчёским реле времени, котО1К е дает команду на опускание башш 77 с роликоопораьш 105 в положение 1« Во зремя опускания готовая заготовка по склизам 69 скатывается в коятей шр 108,
Фмг.2
я I
«v«7
Фиг.
Вид 6
Г-Г
Фиг. 5 В-В
ffJui 7
А-Л
Фиг.8
Фиг. 5
5 68
ФмгЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Линия резки труб | 1990 |
|
SU1792810A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1433589A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |

63
| Линия резки труб | 1979 |
|
SU804248A1 |
