d. А Г
у//;)////Л ////7//у/ ///// Л/ V
IT Ьг
СО
to
О N9
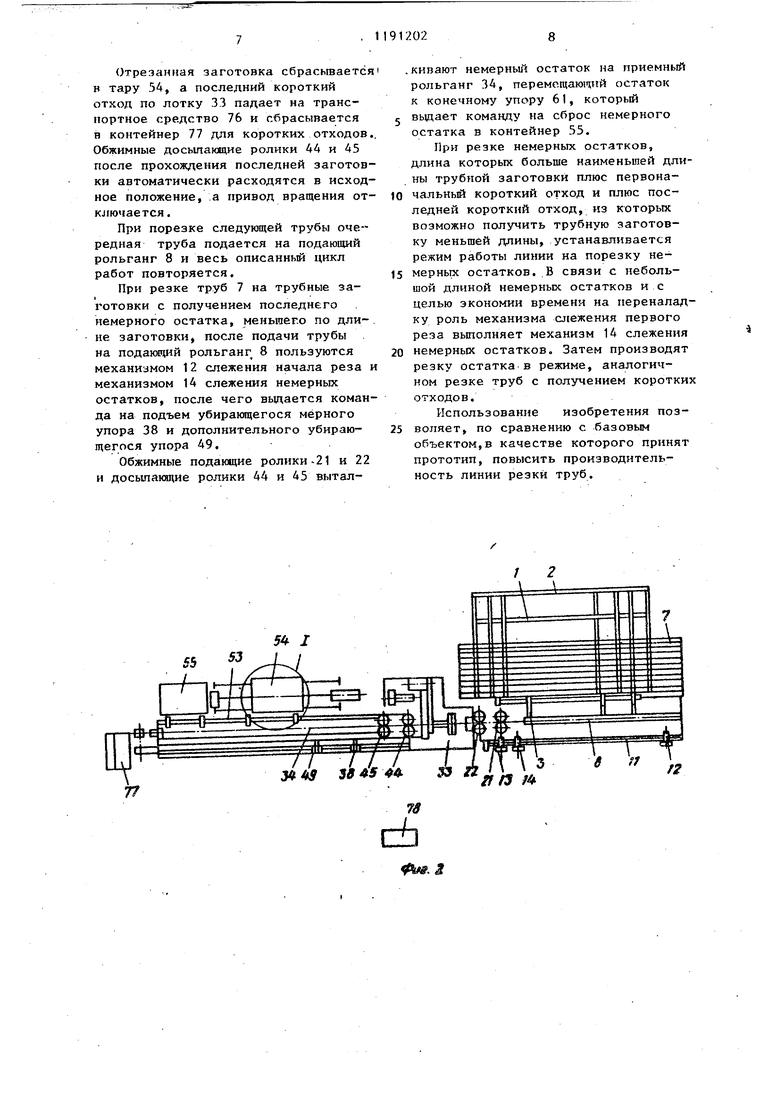
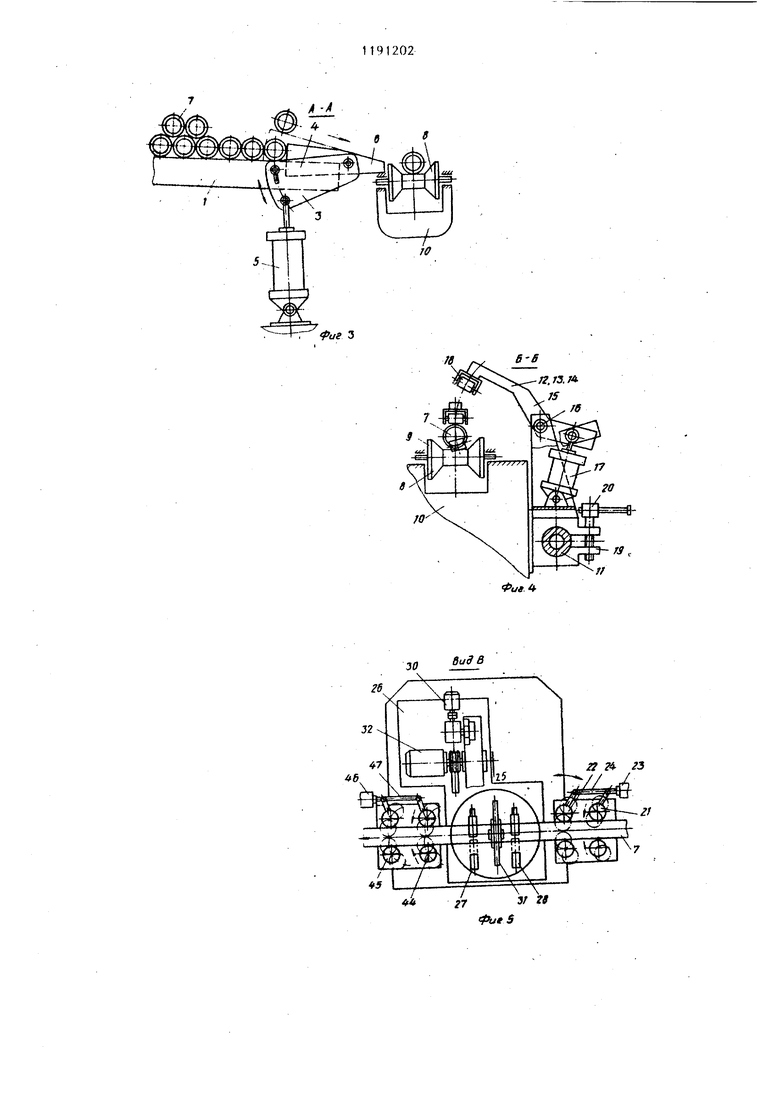
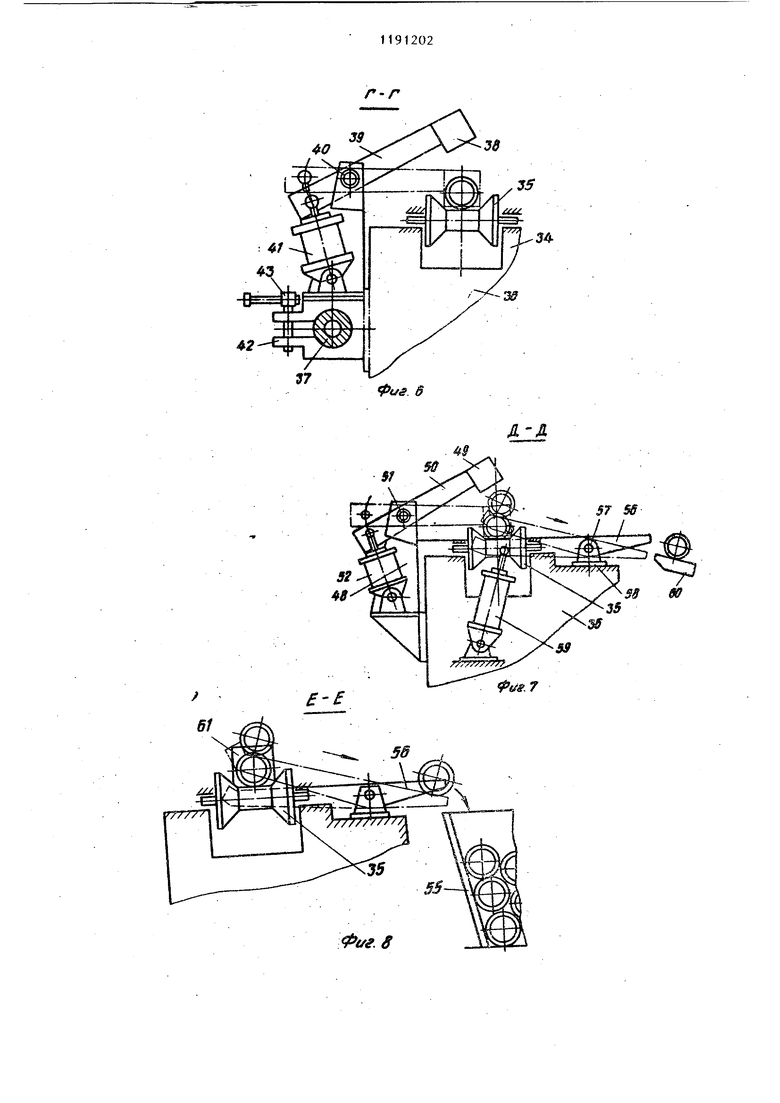
Фиг.1 Изобретение относится к обработке металлов давлением, а именно к механическому оборудованию для резки труб. Целью изобретения является повышение производительности линии за счет обеспечения автоматического складировании готовых заготовок в тару. На фиг, 1 изображена линия резки труб5 общий вид на фиг, 2 то же вид сверху на фиг. 3 - сечение А-А на фиг. 1; на фиг, 4 - сечение Б-В на фиг. 1, на фиг. 5 - вид В на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. 1; на фиг. 7 - сечение Д-Д на фиг. 1; на фиг. 8 - сечение Е-Е на фиг. 1; на фигс9 - узел t на фиг.2| на фиг. 10 - вид Ж на фиг. 9. Линия резки труб содержит загрузочное устройство 1 (фиг, 3), представляет собой наклонную платформу 2, на которой смонтированы механизм 3 вьщачи труб с отсекателем 4s приводимым в движение от пневмоцилнндра 5, и склиз 6. На платформу 2 загрузочного устройства укладывается связка труб 7$ подлежащюс по резке. Загрузочное устройство 1 смонтировано так, чтобы вытолкнутая отсекателем 4 труба по склизу б скатилась на подакяций рольганг 8 с приводными роликами 9, установленными на станине 10 (привод рольганга не показан) . На направлякнцей 11 смонтированы механизм 12 слежешя первого реза, механизм 13 слежения последнего реза и механизм 14 слежения немерных остатков. Все механизмы конструктивно выполнены одинаковыми и состоят из рычага 15,, качающегося на оси 16 при помощи пневмоцилиндра 17 и .имённцего на конце ролик 18, контактируюищй с разрезаемой трубой. Каждый механизм имеет корпус 19, который может перемещаться вдоль направлянлдей 11 и фиксироваться винтом 20 клеммного зажима при настройке механизмов 12 14 (фиг.4). На станине 10 подающего рольганга 8 смонтирована также группа обжимных подаюощх роликов 21 и 22 (фиг. 5). Ролики приводные вращающиеся (привод вращения не показан) и могут перемещаться пневмоцилиндром 23 с помощью соединительной тяги 24на обжимразрезаемой трубы7. 022 Отрезной станок 25 состоит из сварной станины 26, на которой установлено зажимное устройство, состоящее из двух зажимных тисков 27 и 28, подвижные губки которых имеют пневмопривод. Для осуществления порезки труб на станине станка смонтированарежущая головка 29 с приводом 30 рабочей подачи отрезного круга 31 и приводом 32 вращения отрезного круга 31. Сбоку к станине 26 отрезного 25 станка крепится лоток 33 для удаления коротких отходов. Приемный рольганг 34 содержит приводные ролики 35 (фиг. 6), установленные на станине 36 (привод не показан) . Сбоку станины 36 приемного рольганга 34 на направляющей 37 установлен убирающийся мерньш упор 38, состоящий из рычага 39, качающегося на оси 40 при помощи пневмоцилиндра 41. Рычаг 39 с пневмоцилиндром смонтирован на корпусе 42, которьй может перемещаться вдоль направляющей 37 и фиксироваться при помощи винта 43 при настройке упора. На станине 36 приемного рольганга 34 смонтирована также группа обжимных досылающих роликов 44 и 45 (фигс 5). Ролики приводные, вращающиеся (привод вращения не показан) и могут перемещаться пневмоцилиндром 46 с помощью соединительной тяги 47 на обжим разрезаемой трубы 7. Рас-. стояние между осями роликов 22 и 44 меньше минимальной длины отрезаемой на линии заготовки. К станине 36 на кронштейне 48 крепится дополнительный убирающийся упор 49 (фиг. 7), состоящий из рычага 50, качающегося на оси 51 при помощи пневмошшиндра 52, и рыгчажный механизм 53 сброса заготовок в тару 54 и немерных остатков в контейнер 55. Упор 49 вьщает команду рычажному механизму 53 на сброс готовой заготовки. Рычажный механизм 53 состоит из нескольких рычагов 56, расположенных на общей оси 57, которая при помощи кронштейна 58 крепится к станине 36. Привод качания рычагов 56 осуществляется от пневмоцилиндра 59. В поднятом положении рычагов 56 (показано штрихпунктирной линией) заготовка по склизу 60 скатывается в тару 54 или немерный остаток в контейнер 55 бФиг. 8).
3
На конце приемного рольганга 34 установлен конечньй упор 61 (фиг.8), выдакмций сигнал рычажному механизму 53 на сброс немерного остатка в контейнер 55.
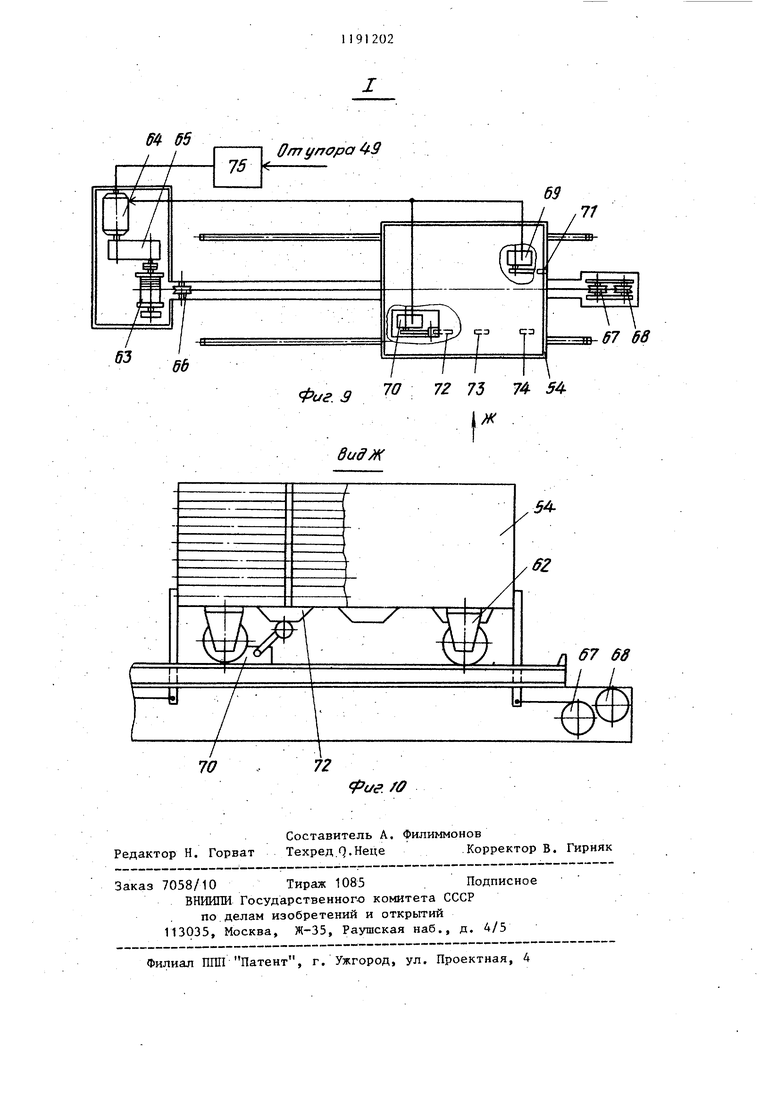
Вдоль приемного рольганга 34 сзади на рельсовом пути установлена тележка 62 с тросовым приводом (фиг, 9 и 10). Трос наматывается на барабан 63, приводимый во вращение электродвигателем 64 через редуктор 65.
Концы троса закреплены за тележку и проложены с помощью роликов 66 - 68. Последний из них натяжной. Под тележкой 62 на полу установлен датчик 69 исходного положения тележки и датчик 70 положения тележки, а под днищем тележки установлены упоры 71 - 74. Положение последних трех регулируемое в зависимости от длины заготовок. В цепь управления электродвигателя 64 включены датчики 69 и 70, а также блок 75 счета готовых заготовок, который в свою очередь связан с убирающимся упором 49.
Под лотком 33 для коротких отходов смонтиро1зан.о транспортное .средство 76, представляккцее собой приводной ленточный транспортер, который сбрасьшает короткие отходы контейнер 77.
Управление линией осуществляется с пульта 78 управления.
Линия резки труб работает следующим образом.
. На платформу 2 загрузочного устройства 1 укладывается связка труб 7, подлежащих порезке.
В зависимости от длины трубы и длины заготовки на пульте 78 .выбирают необходимый автоматический режим работы линии, а именно: работа при порезке труб с короткими отходами; работа при порезке труб с немерными остатками; работа при порезке немерных остатков.
При порезке труб с получением короткого последнего отхода труба при помощи механизма 3 поштучной вь|дачи скатывается на подающий рольганг 8, При этом отсекатель 4, вращаясь вокруг оси, своей затылочной частью сдерживает остальные трубы связки от скатывания. При опукании отсекателя 4 в исходное положение трубы по наклонной плат912024
форме 2 скатываются до упора, в склиз 6.
Передвижением механизма 12 -слежения первого реза по направляющей 5 11 производится настройка линии на
получение минимального первоначальf
ного отхода-. Механизм фиксируется винтом 20.
Передвижением механизма 13 слежения последнего реза по направляющей 11 производится настройка длины короткого отхода.
Передвижением убирающегося мерного упора 38 по направляющей 37 5 производится настройка длинь отрезаемой заготовки.
В исходном положении рычаги 15 механизма 12 слежения первого реза, механизма 13 слежения последнего 0 реза и механизма 14 слежения немер- ных остатков.занимают поднятое положение, Рьмаг 39 убирающегося мерного упора 38 занимает поднятое положение. Рычаг 50 дополнительного убирающегося упора 49 опущен.
Командами на включение и выключение того или иного механизма при работе линии в автоматическом режиме являются конечные выключатели 0 (не показаны), установленные йа кон струкциях механизмов линии.
Нажатием кнопки на пульте 78 управления включаются в работу пневмоцилиндры 17 механизма 12 слежения - первого реза и механизма 13 слежения последнего реза. Рычаги 15 обоих механизмов своими роликами 18 ложатся на трубу 7, находящуюся на роликах 9 подающего рольганга 8, Q Включается привод подающего рольганга 8,который своими роликами 9 перемещает трубу 7 к обжимным подающим роликам 21 и 22 и убирающемуся мерному упору 38 на приемном рольганге 34.
При прохождении трубы 7 ролик 18 механизма 12 слежения первого реза соскакивает с нее и опускается. Выдается команда на подъем рычага Q 15, на остановку привода подающего рольганга 8. Перемещение трубы 7 прекращается, при этом передний торец трубы находится на минимальном расстоянии за плоскостью реза отрезного круга 31, Включается пнев.моцилиндр 23 обжимных поданщих роликов 21 и 22, которые .обжимают трубу 7, Включается пневмопривод
зажимных тисков 27 и 28, которые нажимают трубу. Включается привод
30рабочей подачи отрезного круга
31и производится отрезка перпого короткого отхода или торцовка трубы Отход по склизу 33 скатывается
на транспортное средство 76, которое с помощью ленточного транспортера удаляет его в контейнер 77.
По окончании реза по ходу отрезного круга вьщается команда на его возврат в исходное положение и на разжим трубы тисками 27 и 28. При подъеме круга 31 вьщается команда на опускание убирающегося мерного упора 38 (команда подготовлена механизмом 12 слежения первого реза и подается только при первом резе короткого отхода), на включение привода обжимных подаюп(их роликов 21 и 22 (обжим трубы не снят) и привода подающего рольганга 8, которое транспортируют трубу до упора 38. Включается привод вращения обжимных досылакицих роликов 44 45 которые при отрезке первого отхода не включается.
При воздействии торца трубы 7 на убирающийся мерный упор 38 дается команда на останов приводов о жимных подающих роликов 21 и 22 и пoдaюu eгo рольганга 8. на обжим трубы обжимными досьшаю1цими роликами 44 и 45, на зажим трубы в зажимных тисках 27 и 28, на включение привода 30 рабочей подачи отрезного круга 31. .
Цикл отрезки первой заготовки повторяется.
При включении привода 30 выдает команда на подъем убирающего мерно упора 38. После отрезки включается привод обжимных досылающих роликов 44 и 45, которые досылают отрезную заготовку на приемный рольганг 34, которьпЧ транспортирует заготовку к дополнительному убирающемуся упору 49.
При выходе заготовки из обжатых досыпающих роликов 44 и 45 последние автоматически расходятся в исх ное положение, а привод вращения останавливается.
При воздействии торца заготовки на дополнительный убирающийся упор 49 выдается команда на опускание убирающегося мерного упора 38, на подачу трубы к убирающему мерному
упору 38. Цикл отрезки заготовки повторяется. Одновременно дополнительный убирающийся упор 49 команду на подъем рьпагов 56 рычажного механизма 53, и заготовка склизам 60 скатывается в тару 54. Возврат рьиагов происходит автома тически. Кроме того, сигнал от убирающегося упора 49 поступает и блок 75 счета заготовок. При дос1И жении заданного количества,заготовок, т.е. при заполнении первого ряда тары заготовками, тележка 62 с помощью тросового привода переме щается на шаг до наезда на датчик 70 очередного упора 73, а при заполнении следующего ряда - до наезда на датчик 70 упора 74.
При заполнении последнего ряда блок 75 счета вьдает. сигнал на све вую - звуковую сигнализацию и возвращает тележку 62 в исходное положение до выезда упора 71 положения на датчик 69 исходного положения тележки, а упора 72 - на датчик 70 положения тележки.
Заполйенная тара 54 заменяется на пустую и цикл повторяется.
При подаче на резку последней заготовки из трубного остатка, длина которого равна длине заготовки . плюс короткий отход и меньше расстояния от убиракицегося мерного уп 38 до оси обжимных подающих роликов 22, ролик 18 механизма 13 слежния последнего реза взаимодействуе с проходящей трубой 7, соскакивает с нее и опускается. Выдается коман на обжим трубы и включение привода обжимных досылающих роликов 44 и 4 в то время, как второй конец трубы еще находится в обжимных подающих роликах 21 и 22 (происходит перехв трубы). Обжимные досылающие ролики 44 и 45 перемещают трубу к убиракяцемуся мерному упору 38, а обжимные подающие ролики 21 и 22 после прохода трубы автоматически расходятся в исходное положение и привод вращения отключается. Тор трубы воздействует на убирающийся мерный упор 38 и выдается команда на отключение привода подающего рольганга 8.
Отрезка последи згц-отовки происходит в соотре с цписаиным циклом.
Отрезанная заготовка сбрасьшаетс в тару 54, а последний короткий отход по лотку 33 падает на транснортное средство 76 и сбрасывается в контейнер 77 для коротких отходов Обжимные досыпающие ролики 44 и 45 после прохождения последней заготовки автоматически расходятся в исходное положение, а привод вращения отKjrroiaeTCH.
При порезке следующей трубы очередная труба подается на подающий рольганг 8 и весь описанный цикл работ повторяется.
При резке труб 7 на трубные заготовки с получением последнего немерного остатка, меньшего по длине заготовки, после подачи трубы на подакяций рольганг 8 пользуются механизмом 12 слежения начала реза и механизмом 14 слежения немерных остатков, после чего выдается команда на подъем убирающегося мерного упора 38 и дополнительного убирающегося упора 49.
Обжимные подающие ролики-21 и 22 и досьтакядие ролики 44 и 45 вытал.кивают немерньиЧ остаток на приемный рольганг 34, перемещающий остаток к конечному упору 61, который 5 вьщает команду на сброс немерного остатка в контейнер 55.
При резке немерных остатков, длина которых больше наименьшей дли. ны трубной заготовки плюс первона10 чальньй короткий отход и плюс последней короткий отход, из которых возможно получить трубную заготовку меньшей длины, устанавливается режим работы линии на порезку не15 мерньтх остатков. В связи с небольшой длиной немерных остатков и с целью экономии времени на переналадку роль механизма слежения первого реза вьтолняет механизм 14 слежения 0 немерных остатков. Затем производят резку остатка в режиме, аналогичном резке труб с получением коротких отходов.
Использование изобретения позволяет, по сравнению с базовым
объектом,в качестве которого принят прототип, повысить производительность линии резки труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия резки труб | 1990 |
|
SU1792810A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Линия резки труб | 1990 |
|
SU1738506A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
ШШИЯ РЕЗКИ ТРУБ, содержащая загрузочное устройство с механизмом поштучной вьщачи, подающий рольганг, механизмы слежения первого реза, последнего реза и немерно го остатка, отрезной станок с зажимным устройством, приемный рольганг с. убирающимся мерным упором, дополнительный убирающийся упор. механизм сброса заготовок в тару и конечный упор, отличающаяс я тем, что, с целью повышения производительности за счет обеспечения автоматического складирования готовых заготовок в тару, она снабжена приводной тележкой с регулируемыми упорами, устаноапенной с возможностью шагового перемещения вдоль приемного рольганга, датчиками исходного и текущего положений приводной тележки и блоком счета заготовок, при этом датчики исходного и теку1цего положений приводной теS лежки установлены с возможностью взаимодействия с регулируемыми (Л упорами, тара для заготовок размещена на приводной тележке, а привод тележки через блок счета заготовок соединен с конечным упором.
/ 2
бВ
/дл
fS,
n
ВиЗВ
V 9
ЛЛ
| Поршневой насос для загрязненных жидкостей | 1927 |
|
SU8042A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
