Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке.
Целью изобретения является повышение качества готовых изделий,
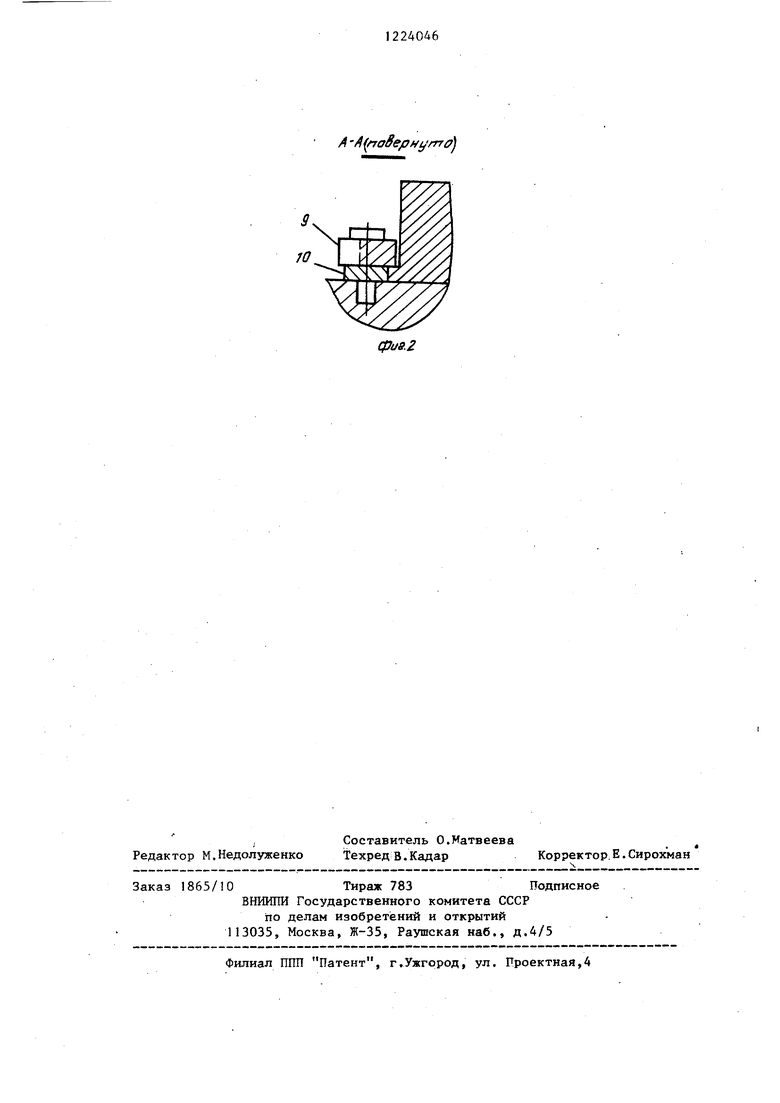
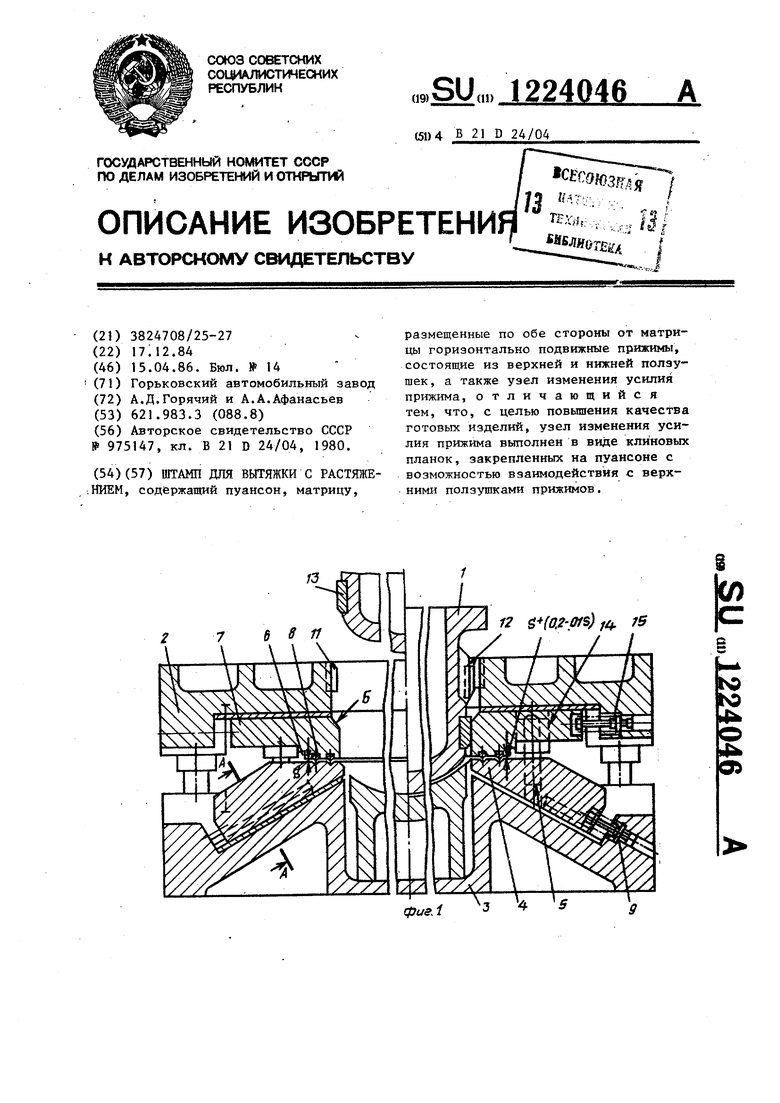
На фиг. представлен штамп, осевое сечение (слева заготовка прижата прижимом, справа - окончание процесса вытяжки); на фиг. 2 - сечение А-А на фиг. 1. .
Штамп содержит пуансон 1, плиту 2, матриду 3 с нижними подвижными пол- зушками 4, несущими направляющие колонки 5 и упоры для заготовки 6„ На верхних подвижных ползушках 7 имеют- ся зажимные рифты 8 треугольного сечения, а на нижних подвижных ползушках 4 выполнены соответствующие им углубления. Нижние и верхние подвижные ползушки 4 и 7 перемещаются по матриде 3 и плите 2 в направляющих 9 и 10.
На плите 2 установлены несколько пар направляющих планок 11, взаимодействующих с направляющими планка- ми 12, установленными на пуансоне 1 и создающие необходимые условия для точной работы штампа.
На пуансоне 1 также расположены дв пары клиновык планок 13, взаимодейст вующих с верхними подвижными прижимами 7 до поверхности скосов.
Штамп работает следующим образом.
Заготовку (лист) помещают на нижние подвижные ползушки 4 между напраляющими планками 6. При ходе наружного ползуна пресса нижние и верхние подвижные ползушки 4 и 7 смыкаются, при этом колонки 5, попадая в направляющие втулки 14, образуют единый
блок.
при дальнейшем движении наружного ползуна пресса вниз упомянутые блоки по скосам в матрице 3 и плите 2, а также по направляющим 9 и О двигаются от оси штампа, производя предварительное растяжение заготовки.
После остановки наружного ползуна пресса внутренний ползун движется вниз и закрепленный на нем пуансон 1
направляющими планками 12 входит в направляющие планки 11 плиты 2,, соз
5
g
0
5
5
0
давая необходимые условия для точной работы штампа.
При дальнейшем движении пуансона 1 он клиновыми планками 13 взаимодействует с верхними подвижными ползушками 7 по скосу 5, отводя их от оси штампа. При этом верхние и нижние подвижные ползушки 7 и 4 двигаются, образуя единый блок, каждый по своим направляющим, и ползушки 4 опускаются.
При этом образуется гарантированный зазор S между подвижными ползушками 4 и 7 в пределах 1,2 - 1,5 (где S исходная толщина штампуемого металла).
Момент ослабления зажима металла в верхних и нижних подвижных ползуш- ках 7 и 4 можно регулировать,-меняя высоту установки клиновой планки 13 на пуансоне 1,
В момент начала деформации пуансоном 1 зажимные рифты держат металл . между подвижными ползушками 4 и 7. Формообразование происходит за счет раст51жения металла находящегося в проеме матрицы 3.
После ослабления зажима металла в верхних и нижних подвижных ползушках 7 и 4 формообразование детали происходит за счет металла, перетекающего через зажимные рифты 10, служащие в этот момент перетяжными ребрами.
При обратном ходе ползунов пресса верхние и нижние подвижные ползушки 7 и 4 некоторое время находятся в отведенном положении под действием удерживателя (не показан). После удаления полученной детали пакеты спиральных пружин 15 возвращают подвижные ползушки 4 и 7 в исходное положение .
Эффективность предлагаемого штампа заключается в улучшении качества изделий за счет натяжения металла по всему сечению детали, т.е. участков с малой степенью деформации практически нет, вследствие чего деталь получа- ется более жесткой и исчезает такой дефект, как появление хлопунов.
А A oSepHi/frrff
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп для вытяжки с растяжением | 1980 |
|
SU975147A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Способ штамповки из листовой заготовки | 1977 |
|
SU733795A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |
Редактор М.Недолуженко
Составитель О.Матвеева
Техред в .Кадар Корректор Е. Сирохман
Заказ 1865/10Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г,Ужгород, ул. Проектная,4
| Штамп для вытяжки с растяжением | 1980 |
|
SU975147A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
