Изобретение относится к обрабртке металлов давлением, а именно к конструкциям штампов для обработки торцовых участков деталей пространственной конструкции.
Известен штамп для обработки торцовых участков деталей пространственной конфигурации, содержаш.ий неподвижную нижнюю плиту со смонтированной на ней матрицей, а также размещенный с двух противоположных относительно матрицы сторон ползушками, на одйой из которых закреплен обрезной инструмент, подвижную верхнюю плиту со смонтированным на ней подпружиненным прижимом обрабатываемой детали, а также толкателями с клиновыми скосами, расположенным с возможностью взаимодействия с ползушками 1.
Недостатком известного штампа является невысокое качество обрабатываемых деталей.
Цель изобретения - повышение качества обрабатываемых деталей за счет применения одновременной чеканки в вертикальном и горизонтальном направлениях с предварительной срезкой избыточного металла.
Указанная цель достигается тем, что штамп для обработки торцовых участков деталей пространственной конфигурации, содержащий неподвижную нижнюю плиту со смонтированной на ней матрицей, а также размешенными с двух противоположных относительно матрицы сторон ползушками, на одной из которых закреплен обрезной инструмент, подвижную верхнюю плиту со смонтированным на ней подпружиненным прижимом обрабатываемой детали, а также толкателями с клиновыми скосами, расположенными с возможностью взаимодействия с ползушками, снабжен инструментами для подчеканки торцовых участков деталей, выполненными в виде смонтированного на верхней плите пуансона со скосом на боковой поверхности, обрашенной к обрезному инструменту, а также смонтированной на другой ползушке вставки с рабочей гравюрой, при этом ползушка с обрезным инструментом снабжена упорным клином, расположенным с возможностью взаимодействия со скосом пуансона.
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3
расположение инструментов и обрабатываемой детали.
Штамп содержит неподвижную 1 и подвижную 2 плиты, матрицу 3, выполненную
по форме наружного профиля изделия, пуансон 4, имеющий форму внутреннего профиля изделия, ползушку 5 с неподвижно закрепленной на ней вставкой 6 с рабочей гравюрой, выполненной по форме внутренней зачеканивающейся части обрабатываемой детали, ползушку 7 с неподвижно закрепленным на ней упорным клином 8 и обрезным инструментом 9. Ползушки 5 и 7 установлены с возможностью возвратно-поступательного движения в направляющих 10 и 11 под действием соответственно толкателей 12 и 13 с клиновыми скосами и пружин 14 и 15. Для предотвращения деформации рабочей плоскости инструмента 9 скошенная плоскость упорного клина выступает за скошенную плоскость ножа.
Толкатели 12 и 13 неподвижно закреплены на подвижной плите 2.
Прижим 16 установлен с возможностью вертикального перемешения относительно подвижной плиты 2 под действием пружин
17, причем ход прижима ограничен за счет неподвижно закрепленного на плите 2 ограничителя 18. Рабочая поверхность прижима 16 выполнена по форме внутренней поверхности обрабатываемой детали.
При ходе ползуна пресса вниз деталь
фиксируется с помощью прижима 16 относительно матрицы 3, при дальнейшем движении ползуна вниз толкатель 13 передает ползушке 7 движение в горизонтальном направлении, при этом обрезной инструмент 9 производит срезку избыточного металла с поверхности Б детали.
Затем толкатель 12, взаимодействуя с ползушкой 5, передает ей движение в горизонтальном направлении. При этом во вставке 6 ползушки производится зачеканка заусенца по поверхности В (фиг. 3). Одновременно пуансон 4, взаимодействуя своим скосом со скосом клина 8, отодвигает ползушку 7 с инструментом 9 влево и производит окончательную зачеканку заусенца по поверхности Б.
Изобретение по сравнению с базовым объектом, в качестве которого принять прототип, обеспечивает повышение качества обрабатываемых деталей при расширенных технологических возможностях.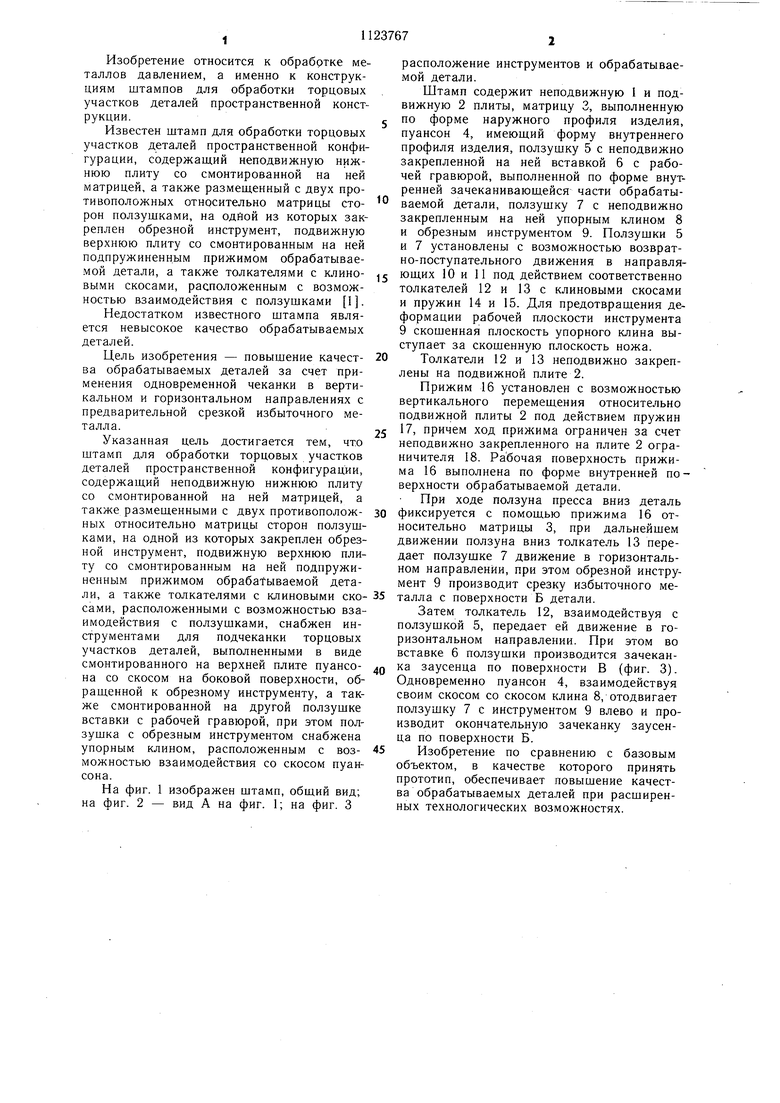
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К ШТАМПУ ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ И ОТХОДОВ С ЗЕРКАЛА МАТРИЦЫ | 1972 |
|
SU429864A1 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |

ШТАМП ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ УЧАСТКОВ МЕТАЛЛИЧЕСКИХ . ДЕТАЛЕЙ, содержащий неподвижную нижнюю плиту со смонтированной на ней матрицей, а также размещенными с двух противоположных относительно матрицы сторон ползущками, на одной из которых закреплен обрезной инструмент, подвижную верхнюю плиту со смонтированным на ней подпружиненным прижимом обрабатываемой детали, а также толкателями с клиновыми скосами, расположенными с возможностью взаимодействия с ползушками, отличающийся тем, что, с целью повышения качества обрабатываемых деталей, он снабжен инструментами для подчеканки торцовых участков деталей, выполненными в виде смонтированного на верхней плите пуансона со скосом на боковой поверхности, обращенной к обрезному инструменту, а также смонтированной на другой ползушке вставки с рабочей гравюрой, при этом ползушка с обрезным инструментом снабжена упорным клином, расположенным с возможностью взаимодействия со скосом пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для обрезки полых деталей без фланца | 1979 |
|
SU893329A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
