Изобретение относится преимущественно к станкостроению.
Целью изобретения является расширение технологических возможностей устройства за счет установки копирных линеек в блоке с возможностью изменения угла наклона их рабочих поверхностей.
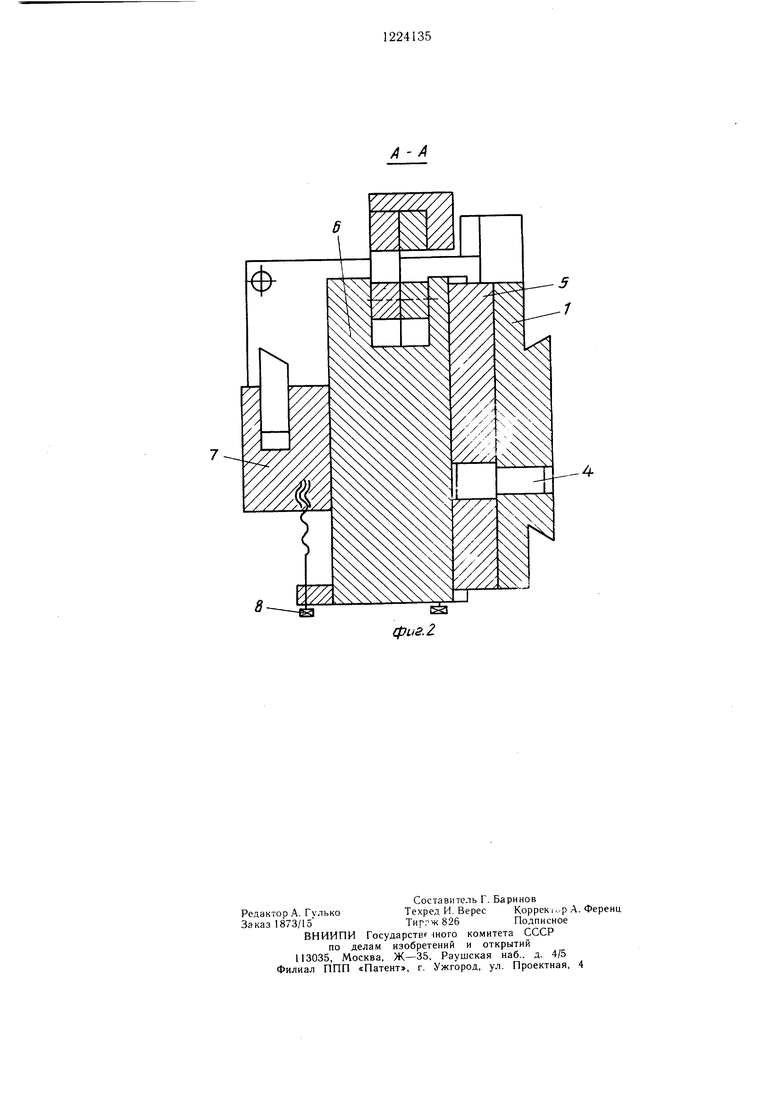
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит каретку 1, которая с бабкой изделия 2 установлена с возможностью относительного продольного перемещения и регулирования винтом 3 их взаимного поперечного расположения. С кареткой 1 связана ось поворота 4, на которой установлена плита 5, в направляющих ко10
межосевое расстояние роликов; . угол между рабочей плоскостью и осью продольных направляющих устройства. Затем копирные линейки и угольник 13 соединяют в единый блок, в котором расстояние от оси технологического цилиндра с диаметром, равным диаметру роликов 9 и 10, совмещенной с установочной прямой копирных линеек блока до вертикальной продольной привалочной плоскости угольника, равно постоянной величине, независимо от угла наклона опорных поверхностей копирных линеек. Ролики ползущки контактируют с рабочими поверхностями так, что один из углов, образованный основаниями этих поверхностей, больще развернутого. В инторой расположена ползущка 6. В направля- струментальной бабке 7 рабочий инструмент
ющих ползущки установлена инструментальная бабка 7 с рабочим инструментом, расположение которой вдоль ползущки регулируется винтом 8. Ползущка 6 несет на себе два ролика 9 и 10, основания которых и плоскость перемещения ползущки взаимно парал- лельны расположены ролики по обе стороны от линии, проходящей через ось 4 параллельно направляющей ползущки. Копирные линейки 11 и 12 совместно с угольником 13 скреплены и образуют единый блок копирных линеек, который в устройст15е устанавливается по привалочным упорам, при этом рабочая поверхность копирной линейки 11 контактирует с роликом 9, а рабочая поверхность копирной линейки 12 -
устанавливают так, что он расположен посредине между осями ройков и имеет в выполненном устройстве постоянный вылет. Инструментальная бабка 7, которая переме- 20 щается вращением винта 8, устанавливается так, что риска ее указателя отмечает на положительном участке щкалы 14 величину полуоси эллипса Ь. Бабка изделия 2 перемещается вращением винта 3 и устанавливается в положение, когда по щкале 15
отсчитывается величина, равная -j- - b. Настроенное таким образом устройство создает требуемую выпуклую поверхность.
Если требуется создать вогнутую поверхность, наименьщий диаметр которой равен
с роликом 10. Блок копирных линеек и баб- d2, и с такой же образующей, что и в раска изделия 2 взаимно неподвижны в продольном направлении. Силы Р, приложенные к ползущке, создают нужный контакт pOvTHKOB с копирными линейками. Шкала 14, назначение которой указывать местонахождение инструментальной бабки, установлена так, что начало отсчета на ней соответствует положению бабки, при котором рабочая кромка инструмента совмещена с установочной прямой линеек копирного блока. Шкала 15 предназначена указывать величину смещения оси бабки изделия от установочной прямой копирных линеек блока, причем их совместное положение соответствует началу отсчета по этой щкале. Устройство работает следующим образом.
смотренном примере, то для этого следует блок копирных линеек, содержащий те же линейки, что и в приведенном примере, уста- )ювить в устройстве так, чтобы ролики ползущки контактировали с рабочими по верхностями, у которых каждый угол, образованный их основаниями, меньпю развернутого, а инструментальную бабку 7 следует переместить в положение, в котором риска ее указателя отметит на отрицательном
40 участке щкалы 14 величину полуоси 6, при этом вращением винта 3 перемещают бабку изделия 2 и устанавливают ее так, что риска ее указателя отмечает величину
2
-Ь. Настроенное таким образол;
. стПусть требуется обработать выпуклую по- 45 роиство создает нужную вогнутую поверхверхность с наибольшим диаметром di и с образующей, представляющей собой дугу эллипса, заданного своими полуосями а и Ь, при этом больщая ось 2а делится установочной прямой копирных линеек блока пополам и параллельна оси бабки изделия. Для этого в выполненном устройстве производится настройка блока копирных линеек, которая выражается в следующем: определяется нужный угол наклона рабочих поверхностей копирных линеек 11 и 12, исходя из того, что зш2а д, где 2т -
50
55
ность.
Копирные линейки 11 и 12, и.меющие постоянный угол наклона рабочих поверхностей, могут быть заменены в устройстве узлом, в котопом угол наклона рабочих поверхностей улируется. Осуществляется это раздельным поворотом каждой из пересекающихся между собой рабочих поверхностей относительно параллельной им оси, совмещенной с установочной прямой линеек блока. В нужном положении рабочие поверхности фиксируются.
0
межосевое расстояние роликов; . угол между рабочей плоскостью и осью продольных направляющих устройства. Затем копирные линейки и угольник 13 соединяют в единый блок, в котором расстояние от оси технологического цилиндра с диаметром, равным диаметру роликов 9 и 10, совмещенной с установочной прямой копирных линеек блока до вертикальной продольной привалочной плоскости угольника, равно постоянной величине, независимо от угла наклона опорных поверхностей копирных линеек. Ролики ползущки контактируют с рабочими поверхностями так, что один из углов, образованный основаниями этих поверхностей, больще развернутого. В ин струментальной бабке 7 рабочий инструмент
устанавливают так, что он расположен посредине между осями ройков и имеет в выполненном устройстве постоянный вылет. Инструментальная бабка 7, которая переме- 0 щается вращением винта 8, устанавливается так, что риска ее указателя отмечает на положительном участке щкалы 14 величину полуоси эллипса Ь. Бабка изделия 2 перемещается вращением винта 3 и устанавливается в положение, когда по щкале 15
отсчитывается величина, равная -j- - b. Настроенное таким образом устройство создает требуемую выпуклую поверхность.
Если требуется создать вогнутую поверхность, наименьщий диаметр которой равен
d2, и с такой же образующей, что и в рассмотренном примере, то для этого следует блок копирных линеек, содержащий те же линейки, что и в приведенном примере, уста- )ювить в устройстве так, чтобы ролики ползущки контактировали с рабочими поверхностями, у которых каждый угол, образованный их основаниями, меньпю развернутого, а инструментальную бабку 7 следует переместить в положение, в котором риска ее указателя отметит на отрицательном
участке щкалы 14 величину полуоси 6, при этом вращением винта 3 перемещают бабку изделия 2 и устанавливают ее так, что риска ее указателя отмечает величину
2
-Ь. Настроенное таким образол;
. ст
ность.
Копирные линейки 11 и 12, и.меющие постоянный угол наклона рабочих поверхностей, могут быть заменены в устройстве узлом, в котопом угол наклона рабочих поверхностей улируется. Осуществляется это раздельным поворотом каждой из пересекающихся между собой рабочих поверхностей относительно параллельной им оси, совмещенной с установочной прямой линеек блока. В нужном положении рабочие поверхности фиксируются.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШКАЛЬНЫЙ НЗМЕРИТЕЛЬНЫЙ ПРИБОР ДЛЯ ЗАМЕРА | 1967 |
|
SU192416A1 |
| Счетная линейка, например для определения высот пикетных точек | 1947 |
|
SU76120A1 |
| Устройство для грейферной подачи | 1983 |
|
SU1109226A1 |
| Прибор для построения эллипса | 1984 |
|
SU1150098A1 |
| Устройство для настилания полотен на закройных стол | 1978 |
|
SU743936A1 |
| СБОРНЫЙ КОПИР К СТАЙКУ ДЛЯ ИАВИВКИ ПРУЖ^Й''^^^^; -^^^^^^-^- -^^-5>&-™'г ,.;•-»;,: ^L-'j'i,^' 5 ?Z.i't.«!-"ti | 1972 |
|
SU332903A1 |
| Полуавтомат для заточки резцов по задней грани | 1969 |
|
SU297251A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Подвижной выверочный двойной угольник | 1926 |
|
SU5368A1 |

| Устройство для обработки поверхностей вращения | 1980 |
|
SU1002130A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дружинский и | |||
| А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Гидравлическая передача, могущая служить насосом | 1921 |
|
SU371A1 |
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
