Изобретение относится к оборудованию для производства изделий из композиционно- волокнистых материалов, а именно к устройствам для пронитки длинномерных материалов связующим, и является дополнительным к авт. св. № 1109316.
Целью изобретения является повышение производительности и качества пропитки.
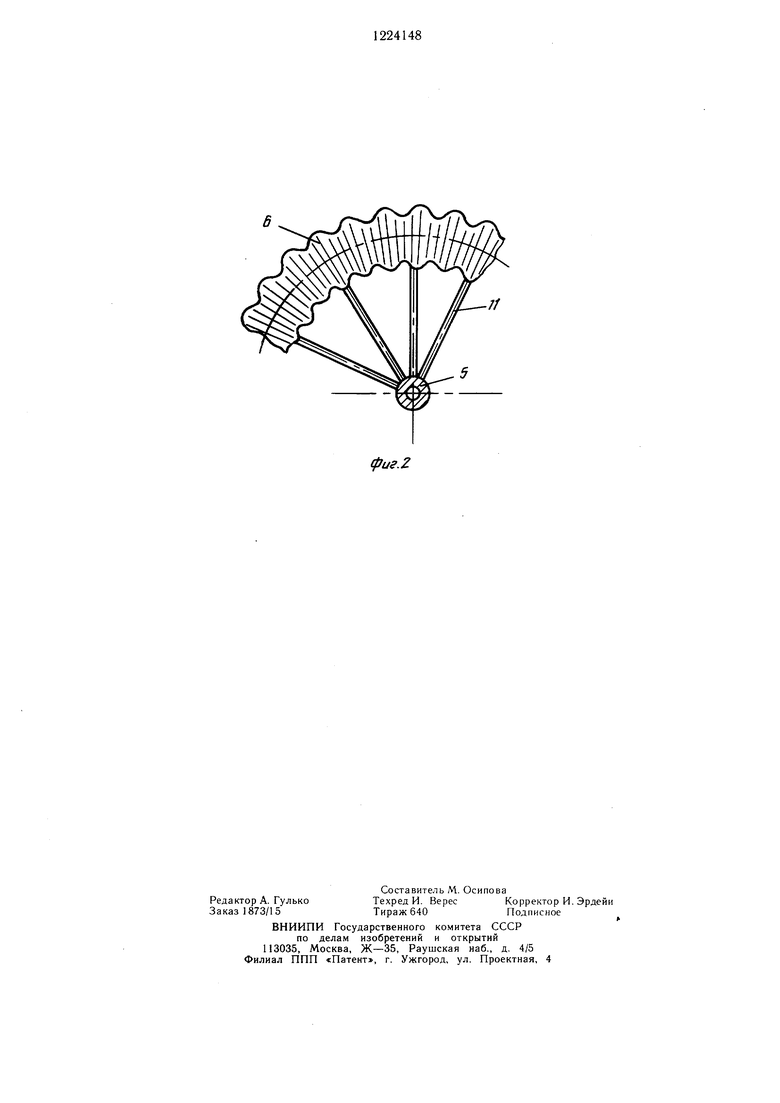
На фиг. 1 показано устройство, общий вид; на фиг. 2 - тор в плане.
Устройство для пропитки длинно.мерных материалов содержит ванну 1, установленную в подшипниковом узле 2, привод вращения, например шкивы, с приводным ремнем 3, электродвигатель (не показан), штуцер 4, соединенный с полым штоком 5, через которые поступает в ванну 1 связующее. На полом штоке 5 в его нижней части установлен соосный ему тор 6, обеспечивающий направленное движение длинномерного волокнистого однонаправленного некрученого материала 7 или крученого 8. Края ванны 1 выполнены с закруглениями 9, которые обеспечивают ложную крутку крученому материалу 8 при его контакте с краями ванны 1. Для предотвращения разбрызгивания связующего в процессе работы устройстг а на полом штоке 5 закреплена крышка 10.
Полый шток 5 с установленным на нем штуцером 4, крышкой 10 и тором 6 может перемещаться с фиксацией своего положения по вертикальной оси в рабочем и заправочном положении. Поверхность тора 6 выполнена поперечно гофрированной, что обеспечивает регулярность расположения пропитываемого длинномерного материала 7 или 8 на этой поверхности и исключает возможность перехлеста длинномерного материала. Крепление тора 6 к пустотелому гптоку 5 осуществляется при помощи, например, спиц 11.
Устройство для пропитки длинномерных материалов работает следующим образом.
Шток 5 с тором 6, крышкой 10 и штуцером 4 устанавливают в верхнее заправочное положение, проводят по гофрированной поверхности тора 6 пропитываемый длинномерный материал (или некрученый 7, или крученый 8) и опускают шток 5 в нижнее рабочее положение. Включают систему подачи связующего, которое через штуцер 4 и центральное отверстие штока 5 поступает в ванну 1 и заполняет ее до необходимого уровня. Включают привод вращения ванны 1 который через передачу, например, с приводным ремнем 3 обеспечивает вращение ванны 1 с угловой скоростью (0. Одновременно включают средства подачи и отбора пропитываемого длинномерного материала 7 и 8. В процессе работы устройства для пропитки длинномерных материалов поддерживают
постоянными уровень связующего в о нне 1, скорость ее вращения и скорость подачи пропитываемого материала 7 и 8.
При пропитке некрученых длинномерных материалов 7 обеспечивается их движение без касания края закругления 9 ванны 1.
8случае пропитки крученых длинномерных материалов 8 их располагают так, чтобы они плотно прилегали к закругленному краю
9ванны 1 со стороны входа и выхода с целью создания ложной крутки пропитываемого
материала. Закругления краев 9 ванны 1 выпол-няются из такого материала, который обеспечивает необходимое усилие трения между пропитываемым материалом 8 и закругленным краем 9. Кроме того, поверхность
закругления края 9 ванны 1 выполняют ровной и гладкой, чтобы не травмировать пропитываемый материал 8 в процессе работы устройства для пропитки волокнистых материалов.
0 В случае пропитки волокнистых крученых 8 длинномерных материалов обеспечивается ложная крутка за счет прилегания крученого 8 длинномерного материала к закругленной кромке 9 ванны 1 в процессе ее вращения. Направление вращения ванны 1
5 в этом случае выбирается таким, чтобы на входе пропитываемый материал 8 раскручивался, а на выходе - закручивался, при этом связующее в момент закрутки захватывается внутрь структуры длинномерного материала, а на выходе в момент закрутки
0
отжимается от его излищков.
0
Транспортирование длинномерных материалов 7 и 8 различных структур, т. е. волокон, нитей, жгутов, лент и др. обеспечивается за счет дополнительного давления, создаваемого связующим от действия центробежных
сил, возникающих при вращении ванны 1 совместно с этим связующим, что способствует проникновению его внутрь структуры длинномерного материала 7 и 8. Одновременное действие центробежных сил и враща0 тельное движение связующего создают благоприятные условия для удаления из волокнистых длинномерных структур воздушных, механических и газовых. При перемещении длинномерного материала через направляющий узел в виде тора 6 резко снижаются
5 завихрения связующего и уменьшается его вспенивание, что повышает качество пропитки и позволяет повысить скорости вращения и подачи пропитываемого длинномерного материала 7 и 8.
Наличие гофр на торе 6 позволяет обеспечить заданную ориентацию материала 7 и 8. Кроме того, при такой форме направляющего элемента возможна подача множества единиц пропитываемого материала, что резко повышает производительность устройства.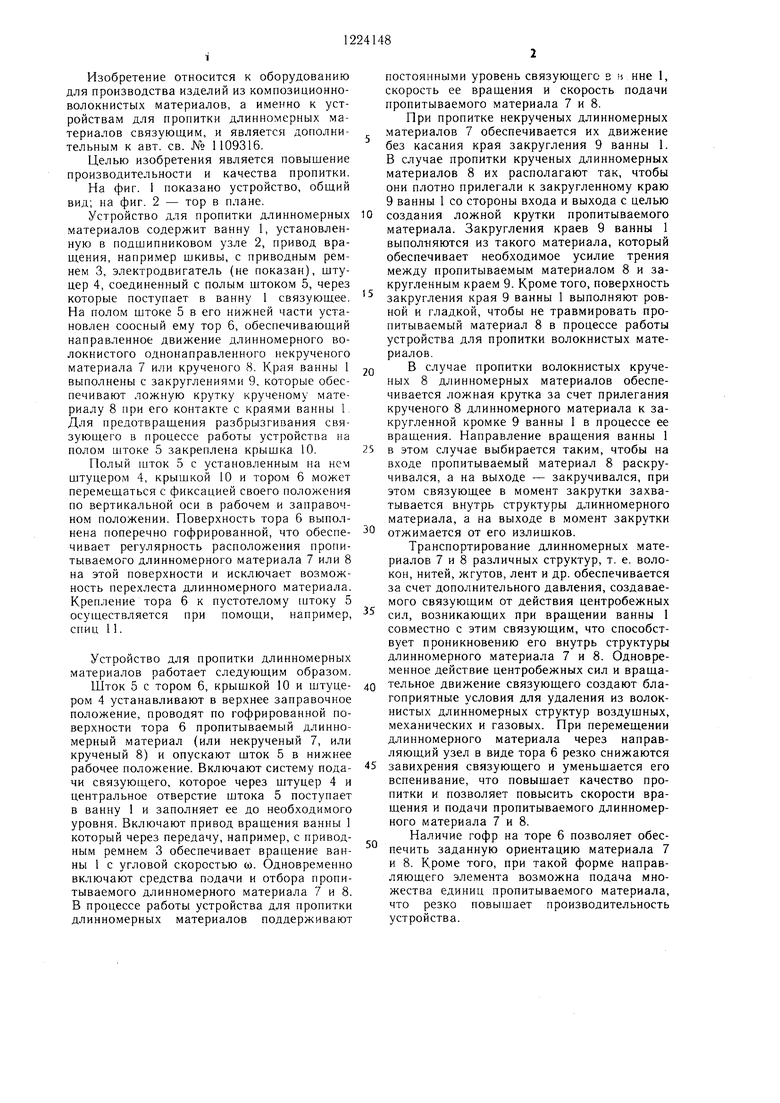
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки длинномерных материалов | 1983 |
|
SU1109316A1 |
| Способ получения армированной нити | 1989 |
|
SU1730241A2 |
| ОДНОПРОЦЕССНЫЙ СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ КОМПОНЕНТНОЙ НИТИ | 1972 |
|
SU342365A1 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| Устройство для пропитки волокнистых рулонных материалов | 1983 |
|
SU1130414A1 |
| Установка для пропитки волокнистых материалов | 1981 |
|
SU1047721A1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДВИЖУЩЕГОСЯ ВОЛОКНИСТОГО МАТЕРИАЛА СВЯЗУЮЩИМ (ВАРИАНТЫ) | 2011 |
|
RU2474630C1 |
| АРМИРУЮЩИЙ МАТЕРИАЛ С ВОЛОКНАМИ УВЕЛИЧЕННОГО ОБЪЕМА | 2002 |
|
RU2295447C2 |
| Устройство для пропитки длинномерных материалов | 1983 |
|
SU1109316A1 |
| Солесос | 1922 |
|
SU29A1 |
