где X -прочность сварного шва в кгс/см; Y-доза облучения в Мрад; К - коэффициент пропорциональности,
равный 7.
,-Способ осуществляют следующим образом.
Соединяли цленки из полиэтилена низкой плотности толщиной 0,06 мм. Необходи.мо было получить прочность сварного шва 1, 0,7 и 0,5 кгс/см. На перво.м этапе по фор- 10 муле рассчитали необходимую дозу облучения у одной из соединяе.мыл поверхностей.
Мрад;
Т Г Мрад;
i fe 4 P Затем одну из поверхностей обрабатывали дозой облучения расчетной величины.
Изобретение относится к сварке пластмасс и может быть использовано при изготовлении упаковок из полимерных материалов с ограниченной заданной прочностью сварных швов, в частности капсул с проявителем для одноступенчатого фотопроцесса, упаковок с пищевыми продуктами, товарами бытовой химии, такими как и чистящие пасты, оконная замазка и т. п.
Цель изобретения - увеличение срока хранения запечатанных упаковок и обеспечение равномерного раскрытия швов упаковок по всей длине.
На чертеже изображен график зависимости (сплошная линия - указанная зависимость, полученная по опытным точкам, пунктирная линия - зависимость, рассчи- та11ная по выведенной формуле).
Способ соединения кромок полимерных раскрываемых упаковок заключается в еле- зо Облученную к необлученную поверхности
15
дующем.
Кромки одной из соединяемых поверхностей полимерной упаковки предварительно обрабатывали ионизирующим облучением. Дозы облучения выбирали различными
приводили в контакт и сваривали тер.мо- импульсным способом с двусторонним подводом тепла при следующем режиме: время сварки 0,5 с; время выдержки 1,0с; усилие прижима элементов 1,4 МПа; на30
(от 2 до 24 Мрад). Затем внутренние по- 25 пряжение 25 в; сечение нихромовых лент
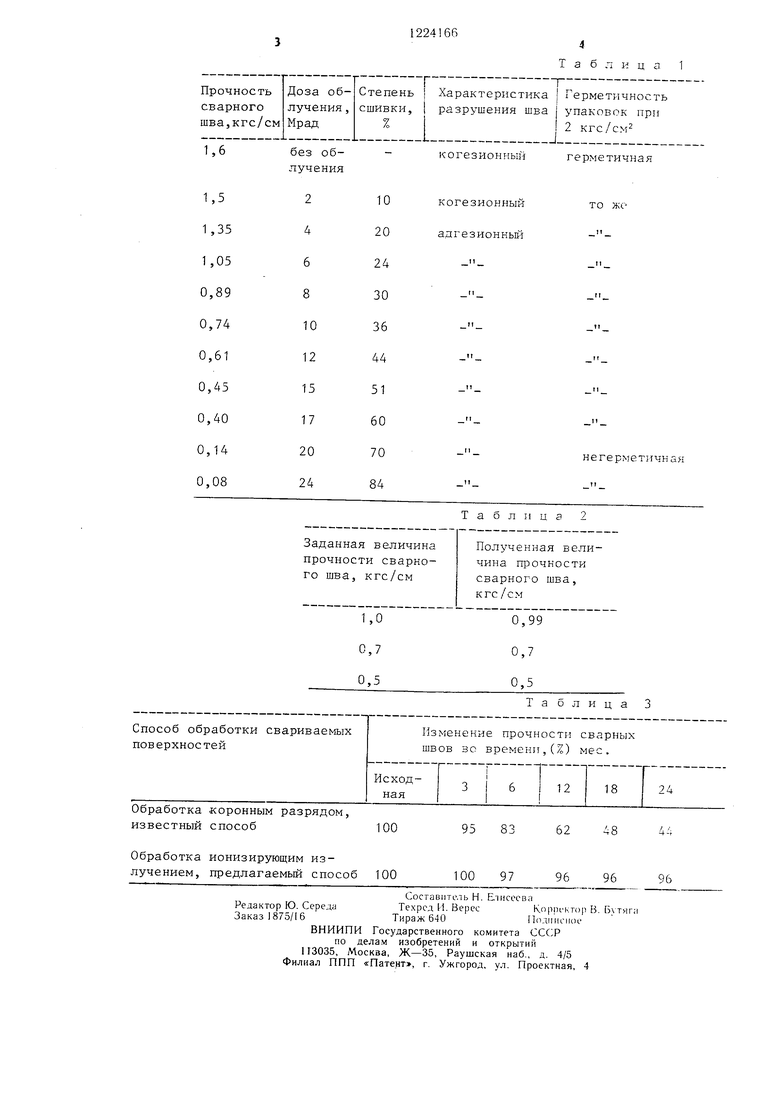
3,0 0,2мм (сварочная установка «Сентинел, США). Затем прочность сварных швов была проверена па образцах шириной 10 мм расслаиванием под углом 180° на разрывной машине М-20 при скорости опускания нижнего зажима 100 мм/мин. Результаты проверки представлены в табл. 2. Осуществляли также сварку пленок с предварительной обработкой их поверхностей коронным разрядом (известный способ) 35 и ионизирующим облучением и определяли изменение прочности сварных HJBOB во времени. Результаты испытаний приведены в табл. 3.
В табл. 3 приведепы результаты оценки прочностных свойств сварных швов в течение вре.мени хранения упаковок. Показана относительная прочность швов по сравнению е исходными. Таким образо.м, сварные швы, полученные с предварительной обработкой одной из поверхностей пленки коронным разрядом, теряют свою прочность во в)емени, по истечении 6 мес прочность падает на 20%. Исходя из этого, нельзя гарантировать сохранение герметичности упаковок и сохранности их содержимого. С увеличением времени хране- 50 ния наблюдается дальнейшее падение прочности швов. Сварные швы, полученные с предварительной обработкой одной из поверхностей пленки ионизируюшим облучением, незначительно теряют свою прочность во времени и могут подвергаться длительному хранению.
верхности кромок упаковок сваривали термо- импульспым способом и определяли известными методами степень сшивания облученной поверхности, прочность полученного сварного шва, характер его разрушения, а также герметичность упаковок. Результаты экспериментов представлены в табл. 1.
Результаты показали, что прочность сварного шва изменяется в зависимости от степени облучения поверхности, причем в интервале степени 20-60% обеспечиваются необходимые параметры сварного соединения. При степени сшивки менее 20% сварной шов не раскрывается гарантированно и его разрушение носит адгезионнокогезионный характер. При степени сшивки более 60% сварной шов не обладает достаточной прочностью, а упаковки оказываются пегермеТИЧНЬ МИ.
Проведенный анализ герметичности упаковок и характера разрушения сварного шва позволил определить, что использование дозы менее 4 Мрад и 6o;iee 17 Мрад не позволяет получить сварные швы с требуемой прочностью. Поэтому для уточнения характера зависимости между дозой облучения и прочностью сварного шва, которую необходимо получить, было определено уравнение кривой, связывающей те точки, в которых достигаются нужные параметры сварного соединения. Путем расчета было по- ;1учено уравнение
I- X
40
45
55
где X -прочность сварного шва в кгс/см; Y-доза облучения в Мрад; К - коэффициент пропорциональности,
равный 7.
Способ осуществляют следующим образом.
Соединяли цленки из полиэтилена низкой плотности толщиной 0,06 мм. Необходи.мо было получить прочность сварного шва 1, 0,7 и 0,5 кгс/см. На перво.м этапе по фор- муле рассчитали необходимую дозу облучения у одной из соединяе.мыл поверхностей.
Мрад;
Т Г Мрад;
i fe 4 P Затем одну из поверхностей обрабатывали дозой облучения расчетной величины.
Облученную к необлученную поверхности
приводили в контакт и сваривали тер.мо- импульсным способом с двусторонним подводом тепла при следующем режиме: время сварки 0,5 с; время выдержки 1,0с; усилие прижима элементов 1,4 МПа; напряжение 25 в; сечение нихромовых лент
50
55
Обработка коронным разрядом, известный способ100
Обработка ионизирующим излучением, предлагаемый способ 100
Составитель Н. Елисеева
Редактор Ю. СередаТехред И. ВересКорректор В.
Заказ 1875/16Тираж 640Подписное
ВНИИПИ Государственного комитета ССС;Р
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5
Филиал ППП «Пате,нт, г. Ужгород, ул. Проектная, 4
Таблица 1
Таблица 3
95 83
62
100 97
96
96
96
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ УПАКОВОЧНАЯ ПЛЕНКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2138399C1 |
| Способ соединения сшитых термопластов | 1976 |
|
SU604864A1 |
| СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2014 |
|
RU2580582C2 |
| СПОСОБ ПРОИЗВОДСТВА СТЕРИЛИЗОВАННОГО УПАКОВАННОГО ПРОДУКТА | 2006 |
|
RU2393960C2 |
| СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ ТОЛСТОСТЕННЫХ ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2017 |
|
RU2657676C1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |
| ОТСЛАИВАЕМЫЕ КОМПОЗИТНЫЕ ТЕРМОПЛАСТИЧНЫЕ ГЕРМЕТИКИ В УПАКОВОЧНЫХ ПЛЕНКАХ | 2009 |
|
RU2499673C2 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| Способ сварки термопластов | 1979 |
|
SU876470A1 |

| Заявка ФРГ № 2929617, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА ПОДВИЖНЫХ ИЗДЕЛИЙ | 2024 |
|
RU2821435C1 |
| Солесос | 1922 |
|
SU29A1 |
