I
Изобретение относится к технике неразрушающего контроля качества изготовления неразъемных соединений машиностроения, в частности контроля осуществляемого посредством оценки интенсивности теплообмена между деталями соединения.
Цель изобретения - повьшение производительности способа.
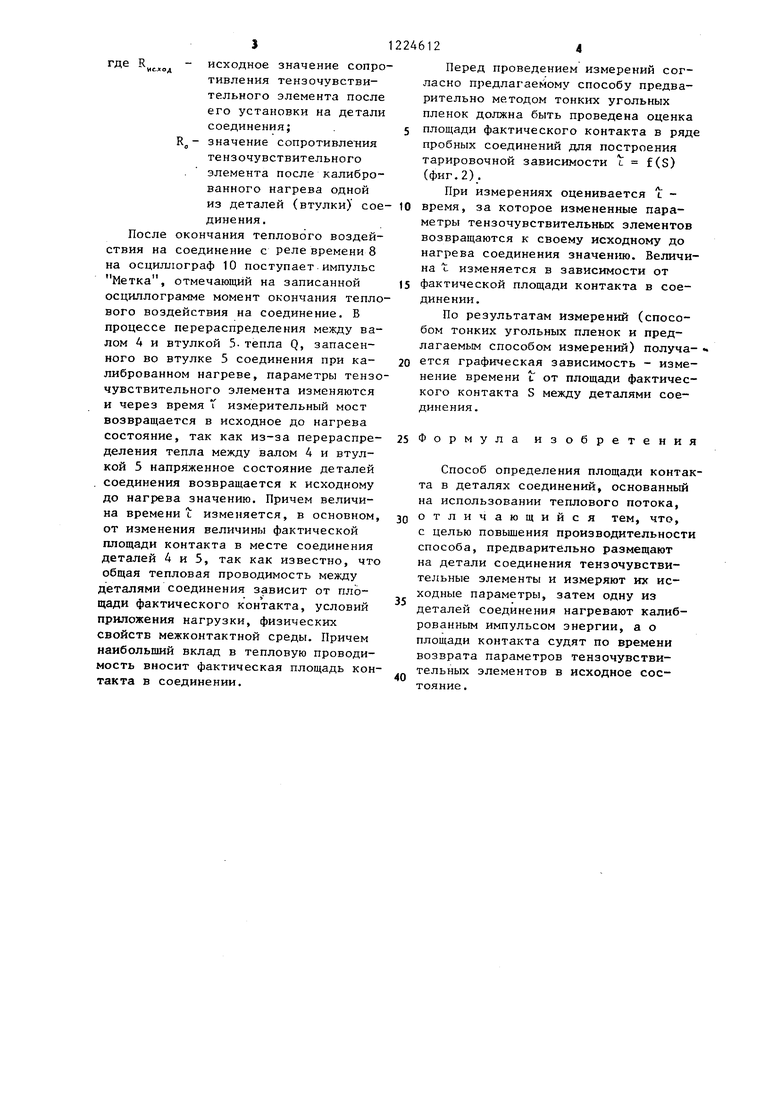
На фиг.1 представлена принципиальная схема для реализации способа определения площади контакта в деталях соединений; на фиг.2 - тарировочная зависимость L f(S).
Способ определения плоишди контакта в деталях соединений осуществляется с помощью устройства (фиг.1), содержащего основание 1, размещенных на основании 1 индуктора 2 соленоидного типа и опор 3 для установки испытуемого соединения деталей, например вала 4, запрессованного во .втулку 5, тензочувствительный эле-. мент 6, закрепляемый на одной из деталей соединения, например валу 4, и связанные с индуктором генератор 7 частоты питающего напряжения с реле времени 8, ас тензочувстви- тельным элементом 6 - тензометри- ческая станция 9, например, типа Топаз-1 и записывающий осциллограф 10, например, типа НОЗОА.
Способ осуществляют следующим образом.
Соединение из деталей 4 и 5 с предварительно .установленным (на валу 4 или втулке 5) тензочувстви- тельным элементом 6 помещают в индуктор 2 и с помощью тензометричес- кой станции 9 и осциллографа 10 измеряют параметры тензочувствительного элемента 6, а затем компенсационным способом подстраивают измерительную мостовую схему, содержащую тензомет- рический элемент 6, добиваясь на выходе тензометрической станции 9 нулевого уровня напряжения, указывающего на минимальное ра.ссогласование измерительного моста. Затем соединение деталей (втулку 5) нагревают, подавая на индуктор 2 с генератора 7 импульсы тока синусоидальной формы длительностью Т и амплитудой V., . Нагревают только периферию втулки 5, обеспечивая осесимметричное распределение температуры, подчиняющееся следующему выражению
j Sc-ij
с P
246122
где Т|. - распределение температуры
по сечению втулки; g - распределен11е активной мощности вихревых токов по се- 5 чению втулки;
с - удельная теплоемкость материала ётулки;
Р - плотность материала втулки; время нагрева соединения fO индуктором.
Длительность калиброванного теплового воздействия на соединение задается с помощью реле-задатчика времени 8 , управляющего генератором 7. :|5 При таких условиях нагрева величина энергии калиброванного теплового импульса Q, аккумулируемого во втулке, определяется следующим выражением
20
R.
Q cm
R:- R
T.d, ,
R
где m - масса втулки;
R,- внешний радиус втулки соеди- нения;
R - внутренний радиус втулки
соединения.
Параметры тензочувствительного элемента 6 изменяются после воздей- ствия на соединение (втулку) калиброванного теплового импульса величиной Q, так как внутреннее отверстие втулки 5 после нагрева кратковременно увеличивается за счет теплового расширения ее материала, и вал 4
испытывает меньшее сжимающее усилие из-за уменьшения натяга S в соединении на величину
40
д oiR§, cm
где of - коэффициент линейного расширения материала втулки.
Так как тензочувствительньй элемент 6 включен в одно из плеч измерительного моста, то изменение его параметров из-за изменения напряженного состояния деталей соединения при их нагреве вызывает сигнал на
выходе измерительного моста, который записывает с помощью осциллографа 10.
Изменение параметров тензочувствительного элемента 6 к концу ка- либрованного нагрева соединения оценивается изменением его сопротивления на величину AR
AR RMISOA о
R
Ислод
}1224612
- исходное значение сопроласрит пле
тивления тензочувстви- тельного элемента после его установки на детали соединения; R - значение сопротивле ния
тензочувствительного . элемента после калиброванного нагрева одной из деталей (втулки) соединения.
После окончания теплового воздействия на соединение с реле времени 8 на осциллограф 10 поступает импульс Метка, отмечающий на записанной осциллограмме момент окончания теплового воздействия на соединение. В процессе перераспределения между валом 4 и втулкой 5.тепла Q, запасенного во втулке 5 соединения при калиброванном нагреве, параметры тензочувствительного элемента изменяются и через время Т измерительный мост возвращается в исходное до нагрева состояние, так как из-за перераспределения тепла между валом 4 и втулкой 5 напряженное состояние деталей соединения возвращается к исходному до нагрева значению. Причем величина временив изменяется, в основном, от изменения величины фактической площади контакта в месте соединения деталей 4 и 5, так как известно, что общая тепловая проводимость между деталями соединения зависит от площади фактического контакта, условий приложения нагрузки, физических свойств межконтактной среды. Причем наибольший вклад в тепловую проводимость вносит фактическая площадь контакта в соединении.
Перед проведением измерений согласно предлагаемому способу предварительно методом TOHKiix угольных пленок должна быть проведена оценка
площади фактического контакта в ряде пробных соединений для построения тарировочной зависимости L f(S) (фиг.2).
При измерениях оценивается 1 время, за которое измененные параметры тензочувствительных элементов возвращаются к своему исходному до нагрева соединения значению. Величина с изменяется в зависимости от
фактической площади контакта в соединении.
По результатам измерений (способом тонких угольных пленок и предлагаемым способом измерений) получается графическая зависимость - изменение времени t от площади фактического контакта S между деталями соединения.
Формула изобретения
Способ определения площади контакта в деталях соединений, основанный на использовании теплового потока, отличающийся тем, что, с целью повышения производительности способа, предварительно размещают на детали соединения тензочувстви- тельные элементы и измеряют их исходные параметры, затем одну из деталей соединения нагревают калиброванным импульсом энергии, а о площади контакта судят по времени возврата параметров тензочувствительных элементов в исходное сос
тояние.
r,c 70
60 SO
4-0 30 20
re
W20W4.0
Offmuvecffofi fr/roufffff /fOf frry/f/rra fff мм
ue.Z
Составитель В.Тарасов Редактор Н.Киштулинец, Техред И.Попова Корректор Е.Сирохма 1
Заказ 1941/39 Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
e, MM
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения напряжений в соединениях деталей | 1984 |
|
SU1169944A1 |
| Способ контроля прочности соединений и устройство для его осуществления | 1986 |
|
SU1388253A1 |
| Способ измерения площади контакта деталей в соединениях с натягом | 1983 |
|
SU1095040A1 |
| Способ контроля прочности соединений с натягом и устройство для его осуществления | 1989 |
|
SU1632724A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Способ измерения ускорения | 1988 |
|
SU1663559A1 |
| Датчик деформаций | 1975 |
|
SU566128A1 |
| Устройство для измерения теплопроводности зоны контактирования деталей соединения | 1985 |
|
SU1307317A1 |
| Мембранный блок датчика давления | 1988 |
|
SU1527525A1 |
| Интегральный тензочувствительный элемент | 1987 |
|
SU1453162A1 |
Изобретение относится к технике неразрушающего контроля качества изготовления неразъемных соединений. Целью изобретения является повышение производительности способа. Соединение из деталей 4 и 5 с предварительно установленными на них тензочувстви- тельными элементами 6 помещают в индуктор 2 и тензометрической станцией 9 и осциллографом 10 измеряют параметры этих элементов 6. Затем соединение деталей нагревают импульсами тока синусоидальной формы. Длительность калиброванного теплового воздействия задается с помощью реле- задатчика времени 8. В процессе перераспределения тепла между деталями изменяются параметры тензочувствитель- ного элемента. Через определенное Q время, которое зависит от величины фактической площади контакта в месте соединения деталей, параметры тензо- чувствительных элел ентов вернутся в исходное состояние. 2 ил. (/) ipu.1
| Демкин Н.Б.,.Ланков А.А | |||
| Определение фактической площади касания двух твердых тел при помощи угольных пленок | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Попов В.М | |||
| Теплообмен в зоне контакта разъемных и неразъемных соединений | |||
| М.: Энергия, 1971, с | |||
| 0 |
|
SU162166A1 | |
