Изобретение относится к клепал ьно-сбо- рочным работам, в частности к устройствам для групповой точечной клепки, в которых инструмент совершает движение по сложной траектории, проходящей через центр заклепки.
Цель изобретения - повышение производительности и качества клепки за счет того, что перемеп ение материала заклепки происходит по кратчайшему пути от стержня заклепки к краям головки, а заклепка получает ненарушенную структуру материала с незначительным изломом, что положительно влияет на нагрузочную свособность полученного соединения, а также расширение технологических возможностей устройства за счет обеспечения клепки ступенчатых пакетов.
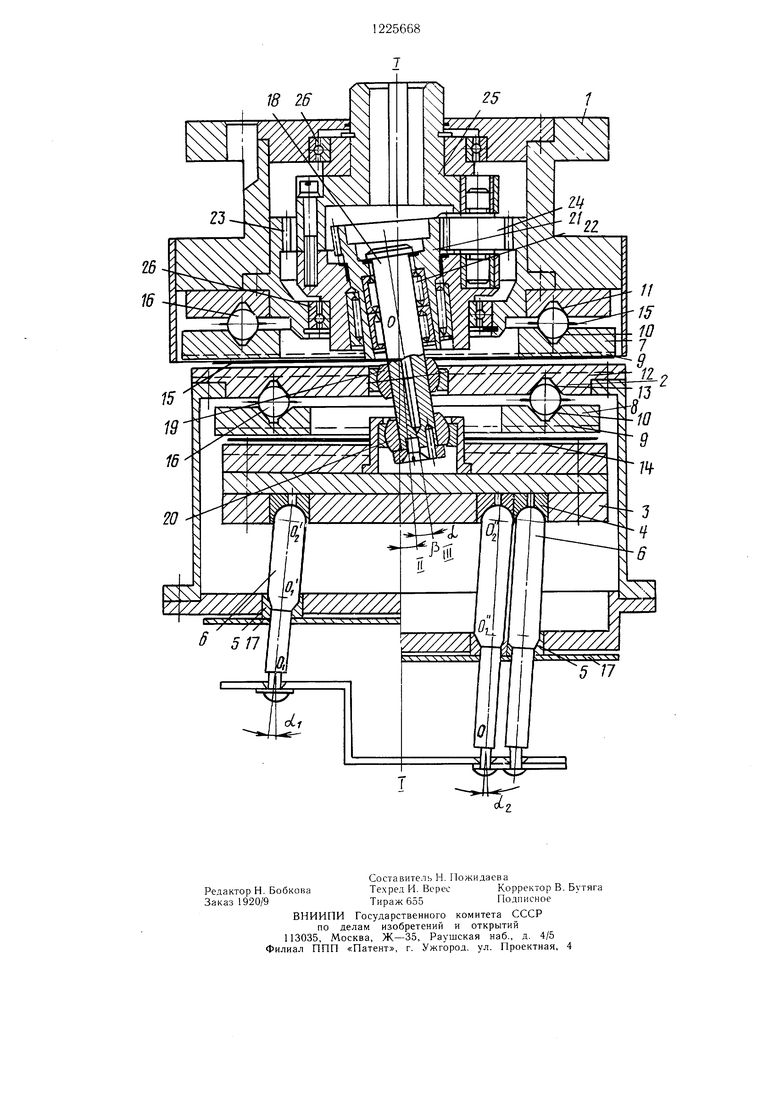
На чертеже представлена головка для групповой клепки, продольный разрез.
Головка для групповой клепки содержит корпус 1, в котором установлены параллельные плиты 2 и 3, в которых на опорах 4 и 5 установлены расклепывающие пуансоны 6. Между корпусом 1, верхней 2 и нижней 3 плитами параллельно диску 7 размещен диск 8.
корпусе 1. Втулка-шестерня 21 расположена под углом р к втулке-водилу 25, а оси наклона втулки-шестерни 21 и приводного вала 18 пересекаются в точке О на оси втулки- водила 25.
Для обеспечения клепки ступенчатых пакетов расклепывающие пуансоны 6 выполнены разной длины и расположены под разными углами наклона ai и «2, при этом отношение длин пуансонов обратно пропор- 10 ционально синусам углов а. и az, а величина этих углов находится в пределах 2,5-7°.
Головка для групповой клепки работает следующим образом.
Втулка-водило 25, вращаясь вокруг оси 1 в подшипниках 26, установленных в кор- 5 пусе 1, передает движение втулке-шестерне 21, установленной под углом р к оси втулки-водила. Одновременно втулка-шестерня 21 совершает вращательное движение вокруг оси II, которое передается ей через 2Q сателлит 24, связанный с корпусом, при этом приводной вал 18 совершает сложное движение (каждая его точка описывает гипоциклоиды) и передает его плитам 2 и 3 через подшипники 19 и 20.
Диск 7 совершает качательное движение
На обращенных к пуансонам 6 торцовых 25 относительно корпуса 1 в плоскости направ- поверхностях дисков 7 и 8 выполнены па-ляющей канавки 10. Плита 2, связанная с
раллельные между собой направляющие канавки 9, а на противоположных поверхностях дисков выполнены направляющие канавки 10, перпендикулярные канавкам 9.
диском 7, соверщает сложное движение по гипоциклоиде, а плита 3, связанная с плитой 2 через плавающий диск 8, совершает вместе с опорами 4 и верхними концами расВ корпусе 1 выполнены направляющие 30 клепывающих пуансонов движение по второй
канавки 11, соответствующие канавкам 10 диска 7, в плите 2 - направляющие канавки 12, соответствующие канавкам 9, и направляющие канавки 13, соответствующие канавкам 10 дисков 7 и 8, а в плите 3 выполнены направляющие канавки 14, соот- 5 ветствующие канавкам 9 диска 8. Во всех направляющих канавках установлены сепараторы, 15, в которых размещены тела 16 качения.
гипоциклоиде, синхронной с первой и отличающейся только максимальным диаметром описанной окружности.
Обе траектории одновременно проходят через центры заклепок, при этом нижние концы пуансонов остаются в центре заклепок и соверщают деформирование материала по трем направлениям.
Благодаря тому, что перемещение материала заклепки происходит по кратчайшему
Опоры 5 выполнены в виде плавающих втулок, подпружиненных шайбами 17.
Приводной вал 18, связанный через подшипники 19 и 20 с плитами 2 и 3, установлен наклонно под углом а во втулке-шестерне 21 в подшипнике 22. Втулка-шестерня 21 кинематически связана с зубчатым венцом 23, выполненным на корпусе 1 через сателлит 24, расположенный во втулке-води- ле 25, установленной на подшипниках 26 в
корпусе 1. Втулка-шестерня 21 расположена под углом р к втулке-водилу 25, а оси наклона втулки-шестерни 21 и приводного вала 18 пересекаются в точке О на оси втулки- водила 25.
Для обеспечения клепки ступенчатых пакетов расклепывающие пуансоны 6 выполнены разной длины и расположены под разными углами наклона ai и «2, при этом отношение длин пуансонов обратно пропор- ционально синусам углов а. и az, а величина этих углов находится в пределах 2,5-7°.
Головка для групповой клепки работает следующим образом.
Втулка-водило 25, вращаясь вокруг оси 1 в подшипниках 26, установленных в кор- пусе 1, передает движение втулке-шестерне 21, установленной под углом р к оси втулки-водила. Одновременно втулка-шестерня 21 совершает вращательное движение вокруг оси II, которое передается ей через сателлит 24, связанный с корпусом, при этом приводной вал 18 совершает сложное движение (каждая его точка описывает гипоциклоиды) и передает его плитам 2 и 3 через подшипники 19 и 20.
Диск 7 совершает качательное движение
относительно корпуса 1 в плоскости направ- ляющей канавки 10. Плита 2, связанная с
диском 7, соверщает сложное движение по гипоциклоиде, а плита 3, связанная с плитой 2 через плавающий диск 8, совершает вместе с опорами 4 и верхними концами расклепывающих пуансонов движение по второй
гипоциклоиде, синхронной с первой и отличающейся только максимальным диаметром описанной окружности.
Обе траектории одновременно проходят через центры заклепок, при этом нижние концы пуансонов остаются в центре заклепок и соверщают деформирование материала по трем направлениям.
Благодаря тому, что перемещение материала заклепки происходит по кратчайшему
пути от центра к краям головки, обеспечивается повышение производительности клепки и создаются благоприятные условия пластической деформации материала, которые приводят к тому, что свойства материала заклепки изменяются сравнительно
мало. Полученная при этом заклепка имеет ненарущенную структуру материала с незначительным изломом, что положительно влияет на нагрузочную способность полученного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Головка для групповой клепки развальцовкой | 1981 |
|
SU984617A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Устройство для групповой клепки | 1980 |
|
SU935197A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1375399A1 |
| Станок для сборки деталей и клепки | 1984 |
|
SU1194558A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
Составитель Н. Пожидаева
Редактор Н. БобковаТехред И. ВересКорректор В. Бутяга
Заказ 1920/9Тираж 655Подиисное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Головка для групповой клепки развальцовкой | 1981 |
|
SU984617A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
