112257342
Изобретение относится к оборудо- ляющих 25, а винтом 26
ванию для элёктродуговои сварки, а именно к устройствам для подачи сварочной проволоки, и может быть использовано в различных областях маши ностроения, где применяется автоматическая и полуавтоматическая сварка
Целью изобретения является обеспечение возможности одновременной подачи и правки проволоки.
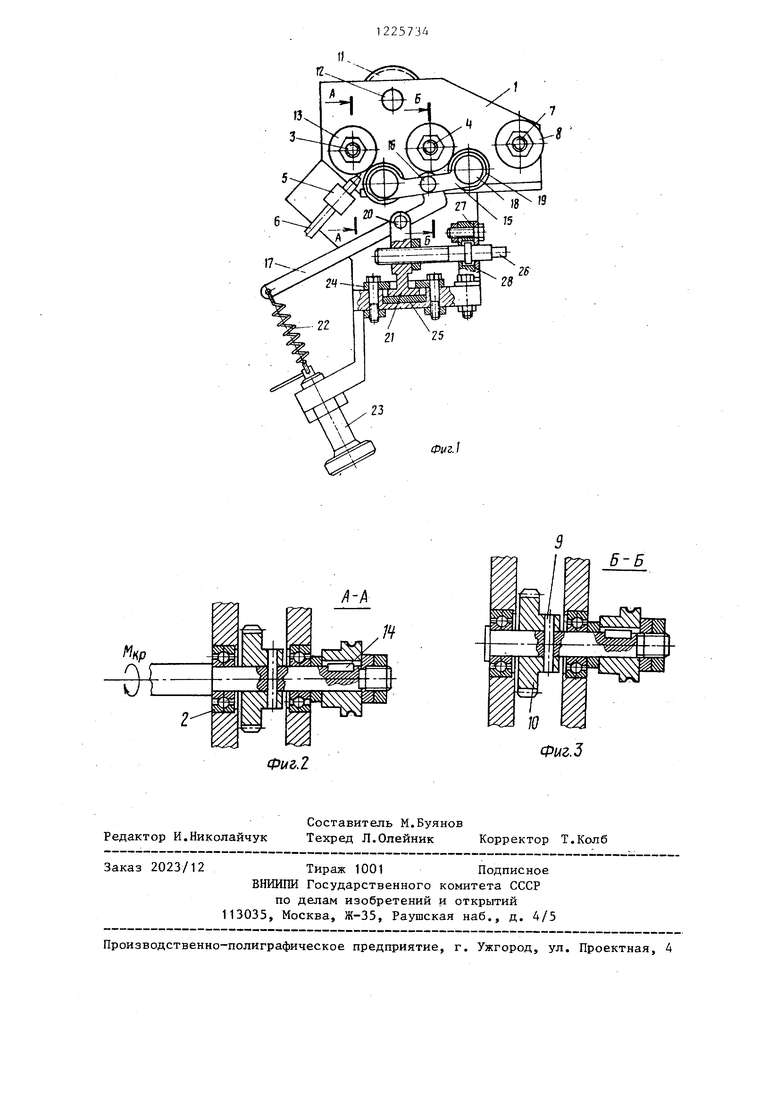
На фиг. 1 представлена устройство общий вид на фиг. 2 -. разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит корпус 1, в котором на подшипниках 2 ра;змещены валы 3 и 4, проушина 5 для крепления I направляющего канала 6, предназначенного для подачи проволоки в зону сварки, и консольный вал 7 с направляющим роликом 8. На валах 4 и 3 штифтами 9 закреплены шестерни 10, входящие в зацепление с промежуточной шестерней 11, установленной на валу 12, а также ведущие ролики 13 на шпонках 14. В качающемся коромысле 15, связанном через ось 16 с двуплечим рычагом 17, установлены на осях 18 прижимные ролики 19. Рычаг 17 на оси 20 установлен на стойке 21 и через пружину 22 связан с регулировочным винтом 23, закрепленным на корпусе 1. Стойка 21 зафиксирована крьшкой 24 в направ
ляющих 25, а винтом 26
связана с
упором 27 и фланцем 28, неподвижно закрепленным на корпусе 1. t Устройство работает следующим образом.
Предварительно сварочную проволоку подают между направляющим роликом 8, прижимными роликами 19 и ведущими роликами 13 в направляющий канал 6, Затем включают привод (не показан), и вал 12 передает вращение через шестерни 10 и 11, валы 4 и 3 и шпонки 14 на ведущие полики 13. Сварочная проволока, направляемая роликом 8, прижимается к ведущим роликам 13 прижимными роликами 19.
Усилие прижатия роликов к проволоке предварительно регулируют винтом 23 через пружину 22. При наличии кривизны проволоки степень обратного прогиба, необходимого для ее правки, задают перемещением стойки 21 в направляющих 25 с помощью винта 26. При этом прижимные ролики 19 вследствие качания коромысла 15 и вращения рычага .17 занимают новое положение по отношению к ведущим роликам 13, обеспечивая зффективную правку проволоки.
Применение данного устройства позволяет, при .необходимости, одновременно с подачей пр оизводить правду сварочной проволоки независимо от ее кривизны.
13
26
Фт1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1991 |
|
RU2024369C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для резки монтажного провода на мерные заготовки | 1989 |
|
SU1675013A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1994 |
|
RU2084317C1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
/1-Л
%
-а{
т
.2
5-5
L/
/
Фиг.З
Составитель М.Буянов Редактор И.НиколайчукТехред Л.ОлейникКорректор Т.Колб
2023/12
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для подачи электродной проволоки в зону сварки | 1975 |
|
SU527264A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для подачи электродной проволоки | 1983 |
|
SU1103970A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
