2, Устройство по п. 1, отличающееся тем, что привод вращения основного ролика вьтолнен в виде электродвигателя и конических шестерен, одна из которых жестко укреплена на оси ролика,адругая-на валу электродвигателя с возможностью осе вого перемещения и подпружинена,
3. Устройство по п, 1, о т л и - чающееся тем, что регулятор
1
Изобретение относится к области нанесения электролитических покрытий и может быть использовано в машиностроении для производства и восстановления деталей с внутренними поверхностями вращения.
Цель изобретения - повышение скорости и качества нанесения покрытия.
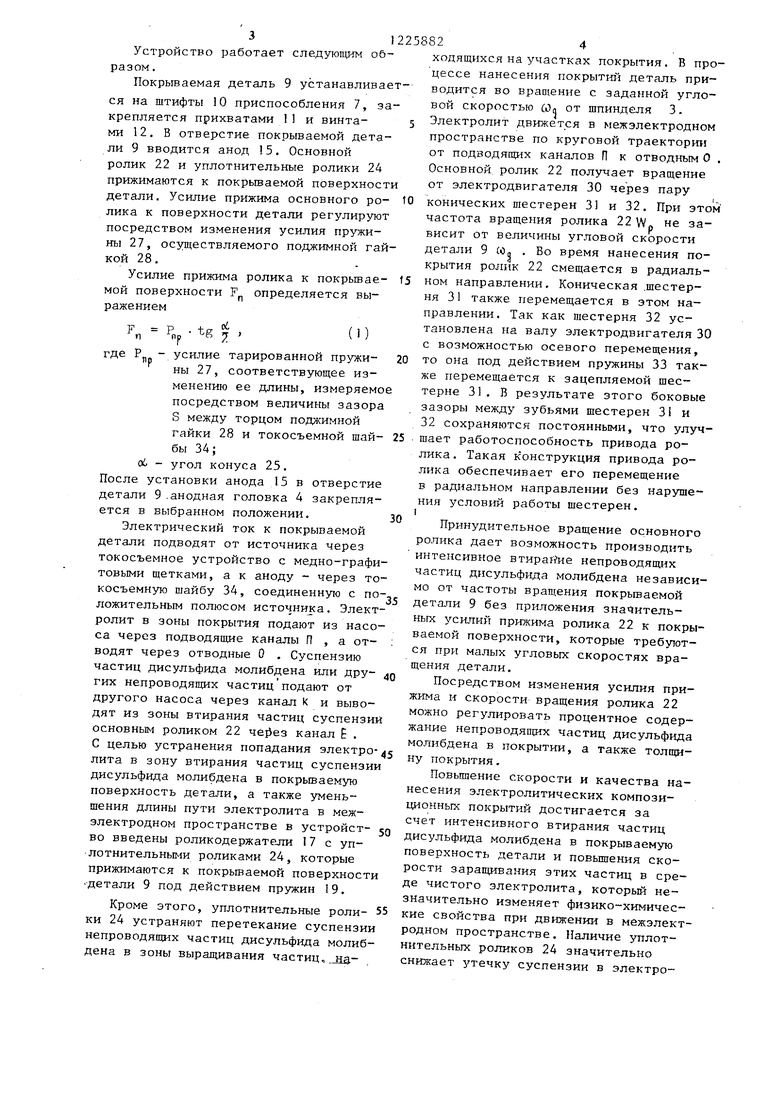
Иа фиг. 1 изображено устройство для нанесения композиционных покры- тий, продольный разрезI на фиг. 2 - разрез А-А на фиг. 1,
Устройство состоит из корпуса I, бабки 2 изделия с вращающим1;1ся шпин- . делями 3, анодной головки 4, регуля- тора 5 прижима ролика, привода 6 ролика , Бабка 2 изделия и анодная головка 4 смонтированы на корпусе 1. Анодная головка 4 может перемещаться в осевом направлении по направляющим корпуса 1 и закрепляться в требуемом положении, В бабке 2 изделия установлен шпиндель 3 с опорнь:1ми подшипниками, приводимый во вращение от привода.
На шпинделе 3 смонтированы базирующее приспособление 7, выполненное в виде угольника5 и изоляционная втулка 8, На это приспособление устанавливают покрьтаемую деталь 9, которую базируют на штифты 10 и закрепляют прихватами 11 посредством винтов 12,
Анодная головка 4 содержит корпус 3, в отверстии которого расположена втулка 14, изготовленная из то- конепроводящего материала, анод 15, роликодержатели 16 и 17 и сухари 18, пружины 19 и кольцевые пружины 20, Роликодержатели 16 и 17 и сухари 18 расположены в радиальных пазах ано-
25882
З. силия прижима ролика выполнен в виде центрирующей втулки, расположенной 13 отверстии анода, конуса с регулировочной пружиной, установленного в центрирутощей втулке, и поджимной гайки5 причем конус вьтолнен CL возможностью сопряжения с роли- кодержателями основного и уп- лотнительньгх роликов, размещенных в аноде.
да 15. ,Кольцевые пружины 20 препятст- лзуют выпадению роликодержателей 16 и 17 из анода 15, В роликодержателе 1 на оси 21 установлен основной ролик 22, прижимаемый к покрываемой поверхности детали 9,
В роликодержателях 17 на осях 23 смонтированы уплотнительные ролики 24 которые посредством пружин 19 прижимаются к покрьшаемой поверхности де- та,гш 9, В аноде 15 выполнены сложно- фасонные щели П для ввода электролита в гюны покрытия и О для отвода отработанного электролита. Щели П соединены с нагнетающим насосом, а щели О - с ванной, в которой находится электролит, В центральном отверстии анода размещен регулятор прижима ролика, которьЕй включает конус 25/ центрирующую втулку 26, регулировоч- нуга пр жи:ну 27, гайку 28, Конус 25 установлен в центрир тощих втулках 26 и 29, причем втулка 26 расположена в отверстиях анода 15 и втулки 14, а втулка 29 - в центральном отверстии приспособления 7. Во втулке 26 размеш.ена регулировочная прузкина 27, поджимаемая гайкой 28. Роликодержатель 16 и с тсари 18, расположенные в пазах-анода 15,-сопрягаются с конусом 25,
Ось 21 соединена с приводом 6 ролика состоящем из электродвигателя 30, конических тесте.рен 3 к 32 и пружины 33. Шеотерня 31 жестко установлена на оси 21, а шестерня 32 с возможностью осевого перемещения смонтирована на валу электродвигателя 30 и посредством пруя;ины 33 подлда1-«ается к шестерне 3 i .
Устройство работает следующим образом.
Покрьгоаемая деталь 9 устанавливается на штифты 10 приспособления 7, закрепляется прихватами 11 и винта- 5 ми 12. В отверстие покрываемой детали 9 вводится анод 5. Основной ролик 22 и уплотнительные ролики 24 прижимаются к покрываемой поверхности
ходящихся на участках покрытия. В про- цессе нанесения покрытие деталь приводится во вращение с заданной угловой скоростью Wn от шпинделя 3. Электролит движется в межэлектродном пространстве по круговой траектории от подводящих каналов П к отводным О . Основной ролик 22 получает вращение от электродвигателя 30 через пару
детали. Усилие прижима основного ро- tO конических шестерен 31 и 32. При этом лика к поверхности детали регулируют посредством изменения усилия пружины 27, осуществляемого поджимной гайкой 28,
Усилие прижима ролика к покрьшаеf5
частота вращения ролика 22 Wp не зависит от величины угловой скорости детали 9 COj, . Во время нанесения покрытия ролик 22 смещается в радиальном направлении. Коническая .щестер- ня 31 также перемещается в этом направлении. Так как шестерня 32 установлена на валу электродвигателя 30 с возможностью осевого перемещения, то она под действием пружины 33 также перемещается к зацепляемой щес- терне 31. В результате этого боковые зазоры между зубьями щестерен 3i и 32 сохраняются постоянными, что улучшает работоспособность привода ролика. Такая конструкция привода ролика обеспечивает его перемещение в радиальном направлении без нарушения условий работы шестерен. 1
мой поверхности F определяется выражением
Р
пр
tg
где Р - усилие тарированной пружины 27, соответствующее изменению ее длины, измеряемое посредством величины зазора S между торцом поджимной гайки 28 и токосъемной шай- бы 34;
oi - угол конуса 25.
После установки анода 15 в отверстие детали 9 .анодная головка 4 закрепляется в выбранном положении.
Электрический ток к покрываемой детали подводят от источника через токосъемное устройство с медно-графи- товыми щетками, а к аноду - через то- косъемную щайбу 34, соединенную с положительным полюсом иcтoчниJca. Электролит в зоны покрытия подают из насоса через подводящие каналы П , а от- водят через отводные О . Суспензию частиц дисульфида молибдена или дру- гих непроводящих частиц подают от другого насоса через канал К и выводят из зоны втирания частиц суспензии основным роликом 22 4eiie3 канал Е . С целью устранения попадания электро- лита в зону втирания частиц суспензии дисульфида молибдена в покрьшаемую поверхность детали, а также уменьшения длины пути электролита в межэлектродном пространстве в устройст- во введены роликодержатели I7 с уп- лотнительньП 1и роликами 24, которые прижимаются к покрьшаемой поверхности детали 9 под действием пружин 19.
Кроме этого, уплотнительные роли- ки 24 устраняют перетекание суспензии непроводящих частиц дисульфида молибдена в зоны выращивания частиц, находящихся на участках покрытия. В про- цессе нанесения покрытие деталь приводится во вращение с заданной угловой скоростью Wn от шпинделя 3. Электролит движется в межэлектродном пространстве по круговой траектории от подводящих каналов П к отводным О . Основной ролик 22 получает вращение от электродвигателя 30 через пару
tO конических шестерен 31 и 32. При этом f5
20
25
зо
, :4Q 45 50
55 частота вращения ролика 22 Wp не зависит от величины угловой скорости детали 9 COj, . Во время нанесения покрытия ролик 22 смещается в радиальном направлении. Коническая .щестер- ня 31 также перемещается в этом направлении. Так как шестерня 32 установлена на валу электродвигателя 30 с возможностью осевого перемещения, то она под действием пружины 33 также перемещается к зацепляемой щес- терне 31. В результате этого боковые зазоры между зубьями щестерен 3i и 32 сохраняются постоянными, что улучшает работоспособность привода ролика. Такая конструкция привода ролика обеспечивает его перемещение в радиальном направлении без нарушения условий работы шестерен. 1
Принудительное вращение основного ролика дает возможность производить интенсивное в тираже непроводящих частиц дисульфида молибдена независимо от частоты вращения покрьгоаемой детали 9 без приложения значительных усилий прижима ролика 22 к покрываемой поверхности, которые требуются при малых угловьрс скоростях вращения детали.
Посредством изменения усилия прижима и скорости вращения ролика 22 можно регулировать процентное содержание непроводящих частиц дисульфида молибдена в покрытии, а также толщину покрытия.
Повьшзение скорости и качества нанесения электролитических композиционных покрытий достигается за счет интенсивного втирания частиц дисульфида молибдена в покрьшаемую поверхность детали и повьшения скорости заращивания этих частиц в среде чистого электролита, который незначительно изменяет физико-химические свойства при движении в межэлектродном пространстве. Наличие уплот- нительных роликов 24 значительно снижает з течку суспензии в электролит и за счет этого расход дисульфида молибдена на нанесение покрытия,
По сравнению с известными в предлагаемом устройстве для нанесения композиционных покрытий отсутствуют значительные усилия прижима ролика и покрьюаемой поверхности детали, а также высокие перепады давления на входе и выходе электролита в межэлектродном пространстве, обеспечивается нанесение покрытий при малых угловых
скоростях вращения детали, сокращается расход суспензии непроводящих частиц ввиду отсутствия гидравлических сил, необхс)димьтх для прижима ролика. Таким образом, по сравнению с известным предлагаемое устройство обеспечивает повьшение скорости нанесения покрытия (производительности) на 35%g снижение себестоимости нанесения, покрытия на 30% и расхода элект эоэнергии на 31%,
2
2J
ю
222222
us.L
Составитель И. Саакова Редактор В. Петраш Техред И.Попович Корректор Л, Патай
Заказ 2106/20 Тираж 615 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-355 Раушская „,, д. 4/5
Производственно-полиграфическое предтфиятие, г.Ужгород, ул.Проектная, А

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения композиционных покрытий | 1987 |
|
SU1650789A1 |
| Электролитический способ нанесения композиционных покрытий | 1988 |
|
SU1723206A1 |
| Способ нанесения композиционных покрытий | 1988 |
|
SU1663057A1 |
| Способ получения композиционных покрытий | 1981 |
|
SU960319A1 |
| Способ получения композиционного самосмазывающегося керамического покрытия на деталях из вентильных металлов и их сплавов | 2023 |
|
RU2807788C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| Электролит для нанесения самосмазывающихся покрытий на основе никеля и кобальта | 1980 |
|
SU1024532A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭВОЛЬВЕНТНОГО ПРОФИЛЯ НА ЗУБЬЯХ-РОЛИКАХ ЧЕРВЯЧНО-РОЛИКОВОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ ЕГО ФОРМИРОВАНИЯ | 2002 |
|
RU2214894C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |

| Устройство для нанесения электролитических покрытий | 1981 |
|
SU949023A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
