Изобретение относится к гальванотехнике, а именно к области нанесения износостойких и антифрикционных комбинированных гальванических покрытий методом электролитического натирания, и может быть использовано для покрытия металлами с заданными физико-механическими свойствами всех существующих видов винтовых нарезок ходовых винтов передачи винт-гайка различного диаметра одинаковой толщины покрываемого слоя по всей длине нарезки или части ее.
Известна анодная головка для нанесения гальванических покрытий, содержащая корпус с крышками, внутри которой расположены анодная пластина, ввод для электролита и тампон [а.с. СССР №378535, кл. С23B 1/00, 1973].
Недостатком такой установки является то, что она применяется для нанесения гальванических покрытий на цилиндрические детали и не обеспечивает нанесения износостойкого и антифрикционного покрытия на винтовую нарезку ходовых винтов.
Наиболее близкой по технической сущности и достигаемому эффекту является установка для нанесения гальванических покрытий электролитическим натиранием, содержащая анод с тампоном, установленный с возможностью вращения, катод, кассету для крепления детали и бак для сбора и хранения электролита [а.с. СССР №945257, кл. С25D 19/00, C25D 5/06].
Недостатком такой установки является невозможность нанесения композиционных и антифрикционных покрытий, например, с твердой смазкой на винтовую нарезку.
Целью изобретения является нанесение комбинированных износостойких и антифрикционных гальванических покрытий методом электролитического натирания на все существующие виды винтовых нарезок ходовых винтов передачи винт-гайка различного диаметра одинаковой толщины покрываемого слоя по всей длине нарезки или части ее.
Цель достигается тем, что установка для нанесения комбинированных гальванических покрытий электролитическим натиранием, содержащая анодную головку с тампоном, катод, бачки для подачи и сбора электролита, заливной и сливной патрубки, дополнительно содержит упорную гайку, состоящую из верхней и нижней половины, прикрепленных к обеим половинам анодной головки, анодная головка, выполненная из фторопласта, состоит из двух половин, имеющих форму полуколец, шарнирно соединенных между собой и скрепляемых посредством запорного устройства, причем верхняя половина головки, имеющая заливной патрубок, выполнена полой, служит резервуаром для электролита, дном которого является анод из материала наносимого покрытия в виде винтовой нарезки в один шаг, аналогичной винтовой нарезке обрабатываемого винта, на который закреплен тампон, который смачивается электролитом через отверстия, расположенные по всей длине нарезки в самом аноде, в нижней части анодной головки крепится обрабатываемый винт, служащий катодом, она также содержит сливной патрубок для отвода отработанного электролита.
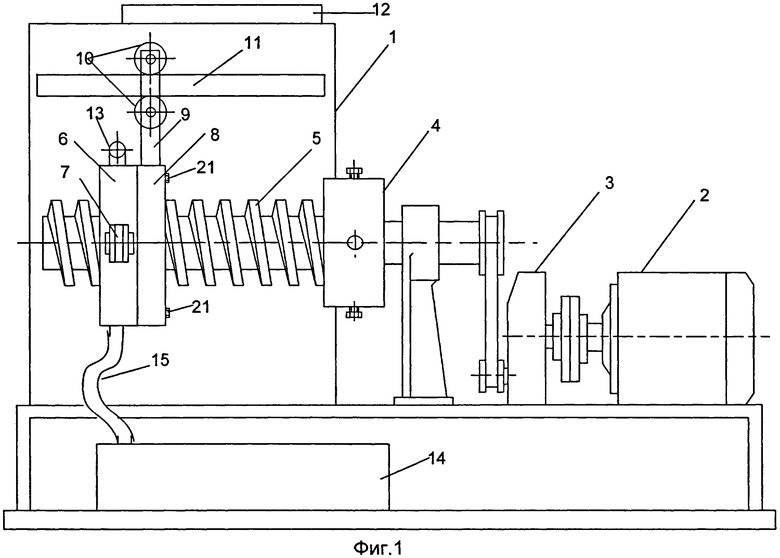
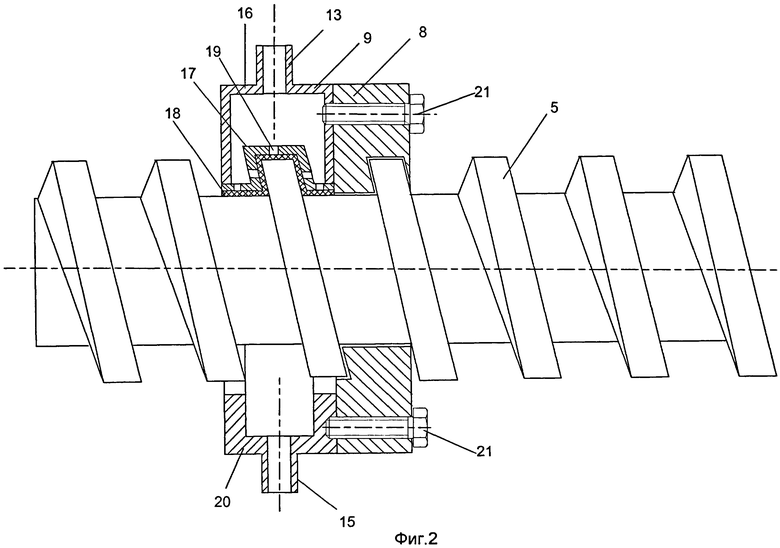
На фиг.1 изображена конструкция предлагаемой установки; на фиг.2 - конструкция анодной головки.
Установка содержит станину 1, электродвигатель 2, редуктор 3, цанговый патрон 4, в который устанавливается обрабатываемый винт 5, анодную головку 6 с прикрепленным к ней запорным устройством 7 и упорной гайкой 8, к которой в свою очередь приварена стойка 9, к которой закреплены опорные валики 10, направляющую рейку 11, бачок 12 с патрубком подачи электролита 13 и бачок 14 с патрубком 15 для сбора отработанного электролита.
На фиг.2 изображена анодная головка 6, выполненная из фторопласта, состоящая из двух половин, имеющих форму полуколец, шарнирно соединенных между собой и закрепляемых посредством запорного устройства 7, причем верхняя половина головки 16, имеющая заливной патрубок 13, выполнена полой, служит резервуаром для электролита, дном которого является анод 17 из материала наносимого покрытия в виде винтовой нарезки в один шаг, аналогичной винтовой нарезке обрабатываемого винта, на который закреплен с помощью влагопроницаемого клея тампон 18, который смачивается электролитом через отверстия 19, расположенные по всей длине нарезки в самом аноде. Нижняя часть анодной головки 20, имеющая сливной патрубок 15 для отвода отработанного электролита, служит для фиксации обрабатываемого винта 5, который является катодом.
Кроме этого, в конструкцию анодной головки входит упорная гайка 8, имеющая винтовую нарезку, аналогичную винтовой нарезке обрабатываемого винта, состоящая из верхней и нижней половины, которые соответственно прикреплены с помощью болтов 21 к обеим половинам анодной головки.
Установка работает следующим образом.
При включении электродвигателя 2, к которому присоединен реверсивный редуктор 3, через ременную передачу происходит вращение винта 5 на низких оборотах, закрепленного в патроне 4. Одновременно с началом вращения подается постоянный ток, и в анодную головку 6 поступает электролит через заливной патрубок 13, расположенный на верхней части анодной головки 16. Электролит, попав во внутреннее пространство верхней части анодной головки, пропитывает тампон 18 через отверстия 19, расположенные по всей длине нарезки в самом аноде 17. К аноду подается положительный потенциал тока, а к детали - отрицательный.
При вращении обрабатываемой детали 5 электролит заполняет пространство между анодом и профилем нарезки винта, создавая тем самым микрованну.
При вращении винта происходит поступательное движение анодной головки вдоль направляющей вследствие конструктивных особенностей рабочей части анода, выполненной в виде винтовой нарезки, аналогичной профилю нарезки обрабатываемого винта.
Далее отработанный электролит попадает в нижнюю часть 20 анодной головки и выводится через патрубок 15 в сливной бачок 14.
Анодная головка, выполненная с размером в один шаг, способствует повышению качества наносимого покрытия. Упорная гайка, прикрепленная к анодной головке, несет всю фрикционную нагрузку, возникающую при перемещении анодной головки относительно обрабатываемого винта, вследствие чего не происходит большого трения между рабочей частью тампона 18 анода и профилем нарезки, в результате повышается износоустойчивость тампона, а также повышается надежность системы от короткого замыкания между анодом и обрабатываемой деталью - катодом, что в свою очередь обеспечивает равномерное нанесение антифрикционного состава на всю длину винтовой нарезки винта или части ее.
Присадки, содержащиеся в электролите, например дисульфид молибдена, обеспечивают покрытию низкий коэффициент трения и высокую износостойкость. По сравнению с известными установками для нанесения гальванических покрытий посредством электролитического натирания предлагаемая конструкция обеспечивает повышение плотности тока, а следовательно, производительности покрытия в 3-5 раз при улучшении качества композиционных покрытий. Прочность сцепления составляет 27,1-27,6 кгс, пористость покрытия 0,3-0,7%, толщина осадка 0,005-0,01 мм при равномерности распределения частиц второй фазы в покрытии 16-20% объема. Износостойкость покрытия составляет 1,0-1,5 года при 4-часовой работе в сутки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |
| Устройство для вневанного электролитического осаждения металлов с использованием роликовых анодов | 2021 |
|
RU2769383C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2533476C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2020 |
|
RU2739927C1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2006 |
|
RU2355825C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| Устройство для электролитического нанесения покрытий | 1984 |
|
SU1346700A1 |
Изобретение относится к гальванотехнике, а именно к области нанесения износостойких композиционных гальванических покрытий. Установка для нанесения композиционных гальванических покрытий на винтовые поверхности электролитическим натиранием содержит анодную головку с тампоном, катод, бачки для подачи и сбора электролита, заливной и сливной патрубки, при этом она дополнительно содержит упорную гайку, состоящую из верхней и нижней половины, прикрепленных к обеим половинам анодной головки, анодная головка, выполненная из фторопласта, состоит из двух половин, имеющих форму полуколец, шарнирно соединенных между собой и скрепляемых посредством запорного устройства, причем верхняя половина головки, имеющая заливной патрубок, выполнена полой, служит резервуаром для электролита, дном которого является анод из материала наносимого покрытия в виде винтовой нарезки в один шаг, аналогичной винтовой нарезке обрабатываемого винта, на который закреплен тампон, который смачивается электролитом через отверстия, расположенные по всей длине нарезки в самом аноде, в нижней части анодной головки крепится обрабатываемый винт, служащий катодом, она также содержит сливной патрубок для отвода отработанного электролита. Технический результат - получение на винтовых поверхностях износостойкого и равномерного покрытия. 1 з.п. ф-лы, 2 ил.
1. Установка для нанесения композиционных гальванических покрытий на винтовые поверхности электролитическим натиранием, содержащая анодную головку с тампоном, катод, бачки для подачи и сбора электролита, заливной и сливной патрубки, отличающаяся тем, что она дополнительно содержит упорную гайку, состоящую из верхней и нижней половины, прикрепленных к обеим половинам анодной головки, анодная головка, выполненная из фторопласта, состоит из двух половин, имеющих форму полуколец, шарнирно соединенных между собой и скрепляемых посредством запорного устройства, причем верхняя половина головки, имеющая заливной патрубок, выполнена полой, служит резервуаром для электролита, дном которой является анод из материала наносимого покрытия в виде винтовой нарезки в один шаг аналогичной винтовой нарезке обрабатываемого винта, на который закреплен тампон, который смачивается электролитом через отверстия, расположенные по всей длине нарезки в самом аноде, в нижней части анодной головки крепится обрабатываемый винт, служащий катодом, она также содержит сливной патрубок для отвода отработанного электролита.
2. Установка по п.1, отличающаяся тем, что упорная гайка реверсивно перемещает анодную головку и уменьшает трение между тампоном и поверхностью винтовой нарезки.
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1976 |
|
SU670430A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| CN 2879921 Y, 21.03.2007. | |||

