11227321
Изобретение относится к металлургии, а конкретно - к непрерывной разливке металлов.
Цель изобретения - повышение КПД регулятора путем увеличения точности 5 поддержания заданного расхода.
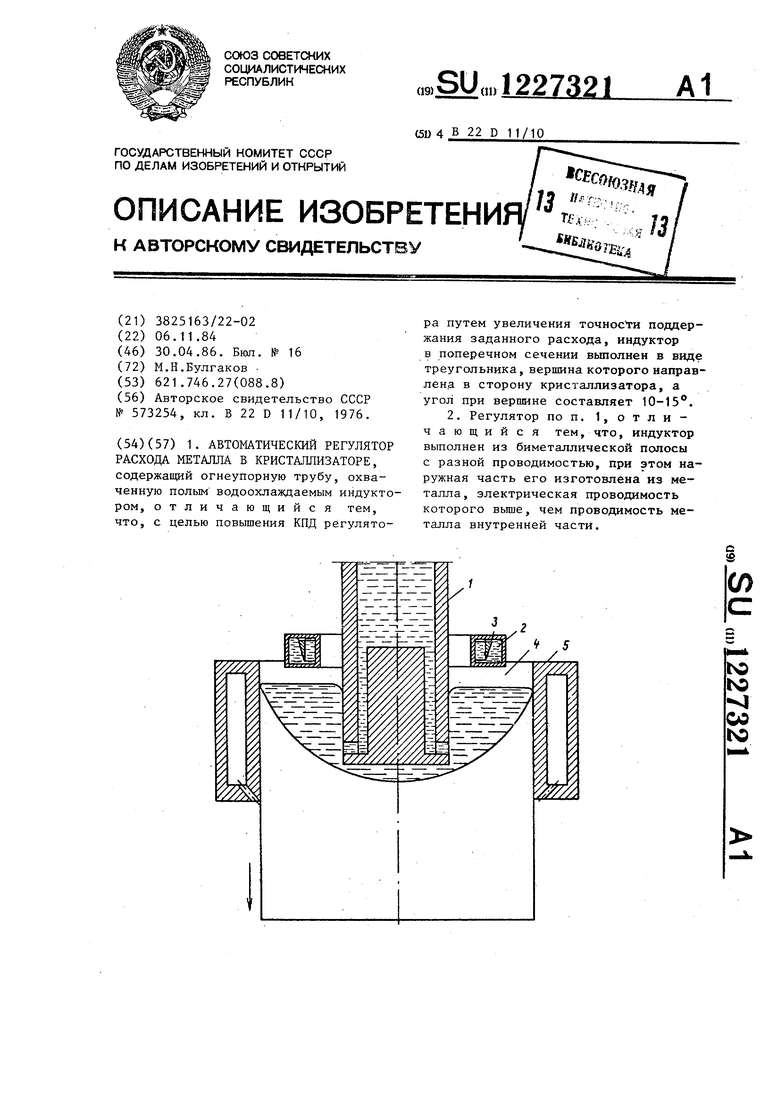
На чертеже изображен предлагаемьш регулятор, общий вид.
Регулятор содержит огнеупорную трубу 1, охваченную полым водоохлаж,цае- О мым индуктором 2, поперечное сечение которого имеет вид треугольника, вершина которого направлена .в сторону кристаллизатора, а угол при вершине составляет 10-13.
Индуктор заключен в диэлектрическую оболочку 3 с циркулирующей в ней охлаждающей жидкостью.
Индуктор 2 регулятора выполнен из биметаллической полосы с разной проводимостью, при этом наружняя часть вьшолнена из металла, электрическая проводимость которого выше, чем про- водимость металла внутренней части. - ри уменьшении уровня поверхности
Регулятор работает следуюп м обра- 25 металла 4 в кристаллизаторе 5 увели- зом,чивается полный импеданс системы индуктор-дозатора - металл кристаллизатора и уменьшается ток индуктора.
которого направлена в сторону кристаллизатора, а угол при вершине сос- тавля€;т 10-15 , обеспечивает то, что объем деформируемого металла под индуктором незначителен и на точность регулятора практически не сказывается
Если угол при вершине меньше Ю, то перегревается токопроводящая часть индуктора из-за недопустимой плотности тока в материале индуктора.
Если угол при вершине более 15°, то увеличивается объем деформируемого под индуктором металла из-за увеличения доли радиальной составляющей магнитного поля, а точность поддержания расхода металла снижается.
Индуктор вьшолнен из биметаллической полосы с разной проводимостью для еще большего уменьшения объема 20 деформируемого под индуктором расплава и повьшения точности регулятора.
15
С помощью регулируемого источника питания задают такую величину тока индуктора, которая обеспечивает расПондеромоторная сила, действующая
ход металла несколько больший требуе- зо металла и являющаяся функ- мого. По мере заполнения металлом 4 Цией тока индуктора, уменьшается и
расход металла через дозатор увеличивается, приводя в соответствие расходы проходящего через дозатор металла и вытягиваемого его из кристаллизатора литейной машиной.
Так как индуктор регулятора выполнен в форме треугольного профиля с углом при вершине, равным 10-15 , и из биметаллической полосы разной проводимости (наружняя часть индуктора из металла большей проводимос40
кристаллизатора 5 уменьшается импеданс системы индуктор дозатора - металл кристаллизатора. Так как напряжение на индукторе дозатора поддержи- вается постоянным, то указанное уменьшение импеданса системы индуктор - металл приводит к увеличению тока индуктора.
Увеличение тока индуктора вызывает увеличение радиальной составляющей пондеромоторной силы, приводящей к уменьшению расхода металла. Это уменьшение подачи металла происходит до момента установления соответствия расходов металла, подаваемого дозатором в кристаллизатор и вытягиваемого из кристаллизатора литейной машиной.
Индуктор, имеющий поперечное сечение в виде треугольника, вершина
ти, внутренняя - из металла меньшей проводимости)J то точность поддержания расхода металла увеличивается на 20-30% за счет незначительного (по сравнению с известным) изменения формы профиля индуктора и объема деформируемого под индуктором расплавленного металла.
Редактор А.Ревин
Составитель В.Балашов
Техред В.Кадар Корректор И.Эрдейи
Заказ 2244/10 Тираж 757 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ри уменьшении уровня поверхности
которого направлена в сторону кристаллизатора, а угол при вершине сос- тавля€;т 10-15 , обеспечивает то, что объем деформируемого металла под индуктором незначителен и на точность регулятора практически не сказывается.
Если угол при вершине меньше Ю, то перегревается токопроводящая часть индуктора из-за недопустимой плотности тока в материале индуктора.
Если угол при вершине более 15°, то увеличивается объем деформируемого под индуктором металла из-за увеличения доли радиальной составляющей магнитного поля, а точность поддержания расхода металла снижается.
Индуктор вьшолнен из биметаллической полосы с разной проводимостью для еще большего уменьшения объема деформируемого под индуктором расплава и повьшения точности регулятора.
Пондеромоторная сила, действующая
ти, внутренняя - из металла меньшей проводимости)J то точность поддержания расхода металла увеличивается на 20-30% за счет незначительного (по сравнению с известным) изменения формы профиля индуктора и объема деформируемого под индуктором расплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический регулятор расхода металла | 1976 |
|
SU573254A1 |
| Автоматический регулятор расхода металла | 1983 |
|
SU1109248A1 |
| Комплекс для получения биметаллических материалов | 1987 |
|
SU1669673A1 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |
| Способ управления непрерывной и полунепрерывной разливкой металлов | 1972 |
|
SU537750A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТИЛЛИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1987 |
|
RU1524298C |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2295422C2 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Автоматический регулятор расхода металла | 1976 |
|
SU573254A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
