Изобретение относится к обработке металлов резанием и может быть использовано для определения оптимальной скорости резания, обеспечивающей минимальную интенсивность износа инструмента из твердого сплава и максимальную его стойкость при опт1-гмаль- ной температуре резания.
Цель изобретения повышение точности и снижение трудоемкости при определении оптимальной скорости резания.
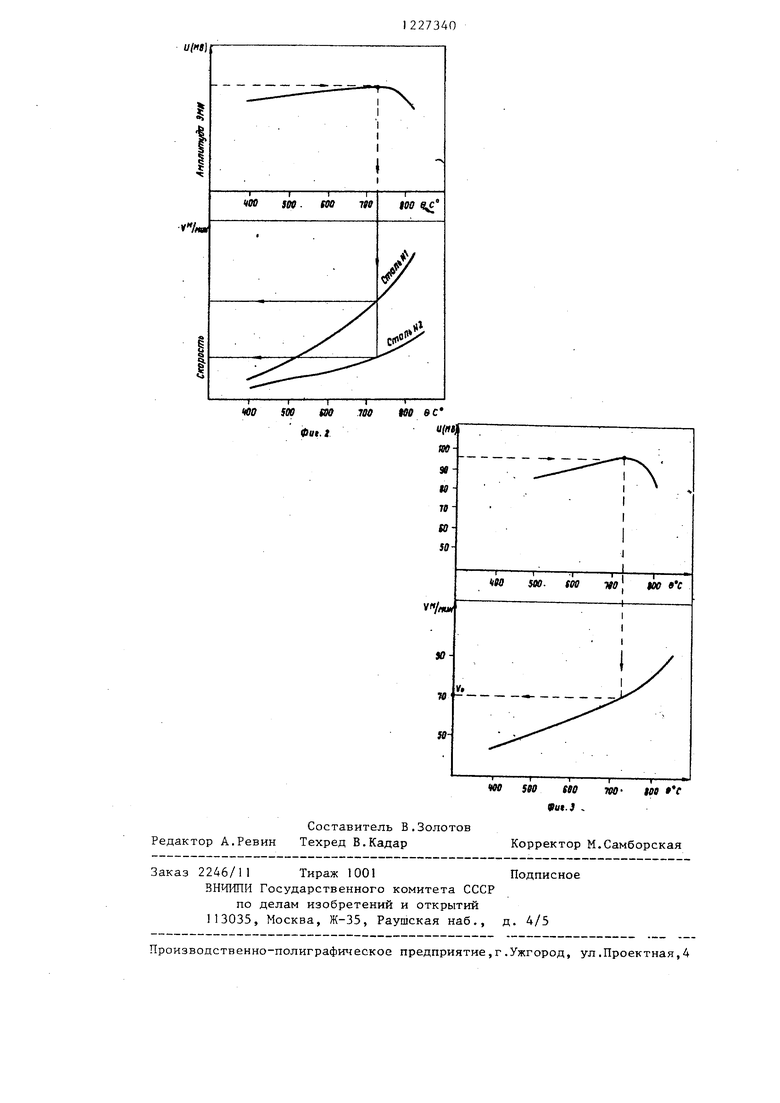
На фиг.1 изображен график А fCP зависимости величины импульса амплитуды ЭМИ от температуры облучаемой твердосплавной пластины; на - график б - f (V) зависимости температуры от скорости резания; на фиг.З - грабики А f (9) и 9 f (V) конкретного примера исследования стойкости твердосплавной пластины.
Способ осуществляют следующим образом ,
Твердосплавную пластину режущего инструмента нагревают до определенного значения температуры и облучают лазером, работающим в режиме коротких импульсов. Длительность ямпул са берется в диапазоне 10 - . По результатам экспериментов строится график А f(0) зависимости величины импульса амплитуды ЭМИ от температурного состояния твердосплавной пластинки, которую подвергают лазерному облучению (фиг.1), Из этой зависимости находят температуру, при которой происходит максимальное генерирование импульса амплитуды ЭМИ. Затем производят при резании на токарном станке этой твердосплавной пластинкой исследование температуры от скорости резания- и строят график зависимости 0 f(V) (фиг.2). На основании равенства оптимальной температуры резания, при которой происходит минимальная интенсивность износа, и температуры, при которой наблюдается максимальное генерирование им пульса амплитуды ЭМИ, на ® f(V) определяют оптимальную скорость резания.
Пример . Твердосплавные пластины БК6 устанавливают в специальное приспособление, позволяющее создават температуру до 800°С и подвергают лазерному облучению. В качестве источника внешнего воздействия исполь
s 0
5
5
0
0
5
0
5
которая 720°С.
зуют рубиновый лазер с длиной волны излучения Я 693,3 мм, работающий в импульсном режиме, с длительностью 1-гмпульса 5-10 с. Лазерное излучение гЬиксируют на поверхности твердосплавных инструментальных пластинок с помощью линзы с (Ьокусным расстоянием 0,1 м, что позволяет регулировать плотность мощности излучения. Излучение регистрируют емкостным датчиком - антенной, подключен- .ной при помощи коаксиального кабеля на вход усилителя, с выхода которого сигнал подают на осциллограф, работающий в запоминающем режиме с временной разверткой 2, с на 8 мм. Чувствительность регистрирующего канала устанавливают не менее 10 мкв. На заключительном этапе строят график А -|(6) (фиг.З) и находят температуру, при которой наблюдается максимальная амплитуда сигнала, генерируемого от микроразрущений, в данном цлучае равна
После этого твердосплавную пластину используют на токарном металлорежущем станке для получения зависимости 0 f (V) температуры от ско- рост и резания в процессе обработки стали аустенитного класса марки Х17Н13М2Т. Четырехгранная неперетачиваемая твердосплавная пластина из ВК6 имеет передний угол у 10 , задний угол 0.: 5 , угол в плане tp 45 ., вспомогательный угол в плане tp 45 . Подачу во всех опытах устанавливают постоянной и равной S 0,3 мм/об. Глубина резания равна t 2 мм. Испытания производят без охлаждения. Скорость резания изменялась от 20 до 100 м/мин. Термопара ВК6 - Х17Н13М2Т была предварительно протарирована. На основании измерения термо-ЭДС и данных по тарированию строится зависимость температуры от скорости резания (рис.3).
Подставляя в полученную зависимость 6 f (V) значение 9 , при котором наблюдается максимальное значение амплитуды А сигнала, генерируемого ЭМИ при импульсного воздействии лазера на твердосплавную пластину, граф1-гческим способом определяют скорость, соответствующую оптимальной скорости резания и равную в данном случае 70 м/мин, что хорошо согласуется с классическими стойкостными испытаниями.
400 т. too т
т °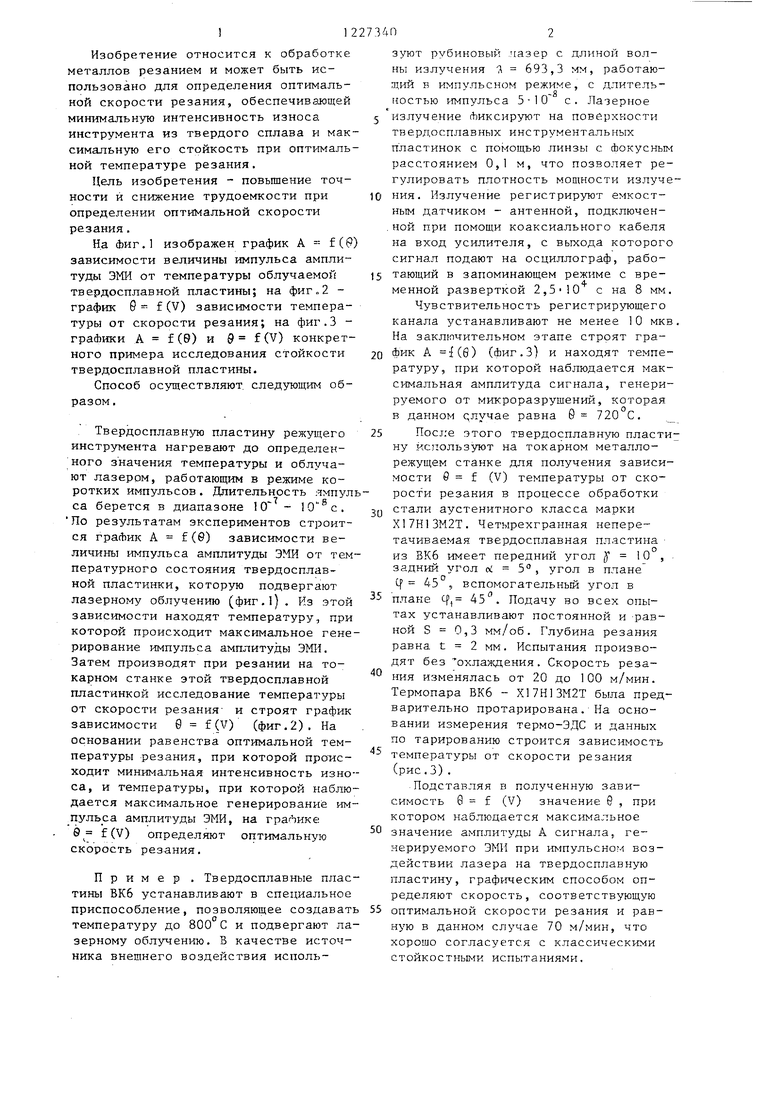
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения прочности образцов | 1984 |
|
SU1226156A1 |
| Способ определения оптимальной скорости резания | 1984 |
|
SU1227339A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2260786C1 |
| СПОСОБ ГЕНЕРАЦИИ ШИРОКОПОЛОСНОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ СВЧ ДИАПАЗОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2488909C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2272275C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2013 |
|
RU2535839C2 |
| СПОСОБ КОНТРОЛЯ РЕЖУЩИХ СВОЙСТВ ПАРТИИ ТВЕРДОСПЛАВНЫХ ИНСТРУМЕНТОВ | 2006 |
|
RU2303253C1 |
| СПОСОБ ПОВЫШЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ МЕТОДОМ ОБЪЕМНОГО ИМПУЛЬСНОГО ЛАЗЕРНОГО УПРОЧНЕНИЯ | 2019 |
|
RU2726233C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2017 |
|
RU2658559C1 |

ао SOO (00 700 Фо. t
т ее и(н,
т и
19 П К 50
Ш 509.
юо в с
V/ffM
tola Редактор А.Ревин
Составитель В.Золотов Техред В.Кадар
Заказ 2246/11 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфи11еское предприятие,г.Ужгород, ул.Проектная,4
490 ш tto ТОО- КО f e
9IH.3 .
Корректор М.Самборская
| Способ определения оптимальной скорости резания | 1979 |
|
SU770661A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
