Изобретение относится к производтву изделий слйжного профиля из комозиционных материалов, например болочек, отводов и переходов трубороводов емкостей, и может быть спользовано в строительстве, химиеской промышленности и других отаслях народного хозяйства,
Цель изобретения - повышение прозводительности.
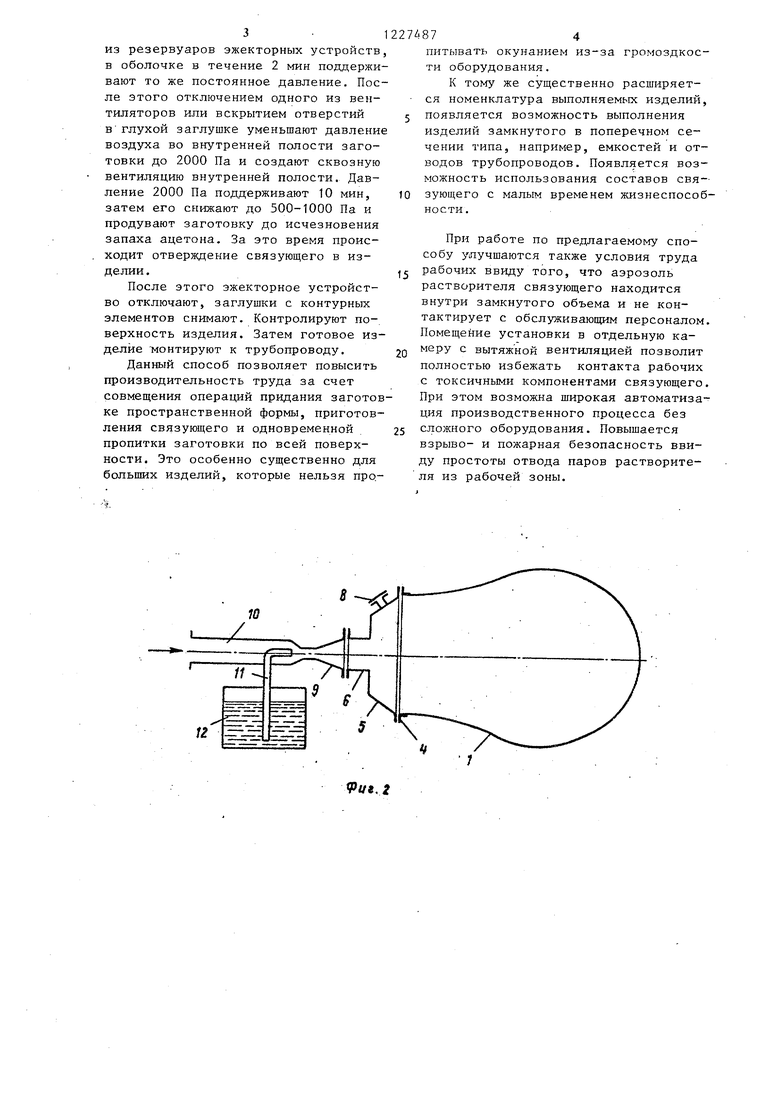
На фиг 1 показан пакет слоев заготовки, сечение, на фиг. 2 - изго- Т звление емкости, на фиг. 3 - изготовление отвода трубы.
Изготовление изделий сложного профиля осуществляется следующим образом.
Вначале по развертке поверхности изделия выполняют .заготовку 1 из слоев тканого наполнителя 2 и слоев твердого компонента связующего 3 в виде пленки, волокон или ткани. Края заготовки скрепляют между собой или с контурным элементом 4, К контурному элементу 4 крепят заглушку 5 с патрубками 6 или глухую заглушку 7 ((1)иг. 2 и 3), где могут быть вскрываемые отверстия.8.
К патрубку 6 присоединяют диффузор 9 эжекторного устройства, по одному из подводящих каналов 10 которого подают воздух под давлением, а по другом каналу 1 1 - растворитель твердого компонента связующего 3 из резервуара 12. При подаче воздуха и растворителя в диффузоре 9 эжекторного устройства образуется.аэрозоль растворителя,, который по патрубку 6 подают во внутреннюю замкнутую полость и раздувают им заготовку 1 изделия. Воздух фильтруется через заготовку 1, а растворитель осаждается как на наполнителе 2, так и на твердом компоненте связующего 3.
В результате твердьй компонент связующего растворяется и полученным раствором связующего пропитываются слои наполнителя. Благодаря тому, что нити наполнителя покрыты слоем растворителя имеет место хорошая адгезия связующего и наполнителя. Давление воздуха позволяет одновременно и полностью пропитать всю заготовку 1 связующего.
После подачи заданного количества растворителя канал 11 перекрываютj после чего производят вентиляцию внут0
5
0
5
0
5
0
5
0
5
ренней полости заготовки путем вскрытия отверстий 8 в заглушках 5 или отключением от одного из двух патрубков диффузора при подаче воздуха с двух концов полого изделия типа трубы.
В результате интенсивной вентиляции пары растворителя удаляются и происходит отверждение изделия.
После окончательного отверждения заготовки 1 подачу воздуха в патрубок 6 прекращают, заглушку 5 отделяют от контурного элемента 4.
В результате получают готовое изделие заданного сложного профиля с контурными элементами 4, которые при необходимости можно отделить.
П.р и м е р. Изготавливают отвод из стеклопластика диаметром 600 мм, с углом загиба 90 и радиусом закругления оси отвода 1500 мм. Из прочностного расчета толщина стенки должна быть 1,5 мм.
Полосы из стеклоткани марки Т---14-78 и хлориновой ткани ГОСТ 20714-75 раскраивают по развертке тора, укладывают в пакет следующим образом: снаружи 2 слоя стеклоткани, затем слой хлориновой ткани и слой стеклоткани. Затем забранный пакет прошивают поперек полотнишд с шагом 500 мм х/б нитками № 10. Подготовленные таким образом пакеты сшивают между собой по кромкам, с нахлестом 15мм. Свободные кромки закрепляют на двух контурных элементах, представляющих собой стальные фланцы труб с внутренним диаметром 60.0 мм. Подготовленную заготовку транспортируют на строительную плол1адку, где ее расправляют и крепят с помощью контурных элементов к заглушке с патрубком или, если позволяет диаметр диффузора, - непосредственно к диффузору эжекторного устройства. Если имеются два эжек- торных устройства, то их подключают к противоположным концам отвода, если эжекторное устройство одно, то свободньш контур закрывают глухой заглушкой, где желательно иметь вскрьтаемые отверстия.
После заполнения резервуаров 2 кг технического ацетона подают в эжекторное устройство вентилятором № 3 воздух под давлением 6000 Па для соз- Дания аэрозоли ацетона и раздува тканой заготовки. Давление поддерживают за счет сброса излишек воздуха в атмосферу. После расхода ацетона
3
из резервуаров эжекторных устройств в оболочке в течение 2 мин поддерживают то же постоянное давление. После этого отключением одного из вентиляторов или вскрытием отверстий в глухой заглушке уменьшают давление воздуха во внутренней полости заготовки до 2000 Па и создают сквозную вентиляцию внутренней полости. Давление 2000 Па поддерживают 10 мин, затем его снижают до 500-1000 Па и продувают заготовку до исчезновения запаха ацетона. За это время происходит отверждение связующего в изделии .
После этого эжекторное устройство отключают, заглушки с контурных элементов снимают. Контролируют поверхность изделия. Затем готовое изделие понтируют к трубопроводу.
Данный способ позволяет повысить производительность труда за счет совмещения операций придания заготовке пространственной формы, приготовления связующего и одновременной пропитки заготовки по всей поверхности. Это особенно существенно для больших изделий, которые нельзя про.27А874
питывать окунанием из-за громоздкости оборудования.
К тому же существенно расширяет- ся номенклатура выполняемых изделий, 5 появляется возможность выполнения изделий замкнутого в поперечном сечении типа, например, емкостей и отводов трубопроводов. Появляется возможность использования составов свя-- 10 зующего с малым временем жизнеспособности.
При работе по предлагаемому способу улучшаются также условия труда
, рабочих ввиду того, что аэрозоль растворителя связующего находится внутри замкнутого объема и не контактирует с обслуживающим персоналом. Помещение установки в отдельную ка2Q меру с вытяжной вентиляцией позволит полностью избежать контакта рабочих с токсичными компонентами связующего. При этом возможна широкая автоматизация производственного процесса без
5 сложного оборудования. Повышается взрыво- и пожарная безопасность ввиду простоты отвода паров растворителя из рабочей зоны.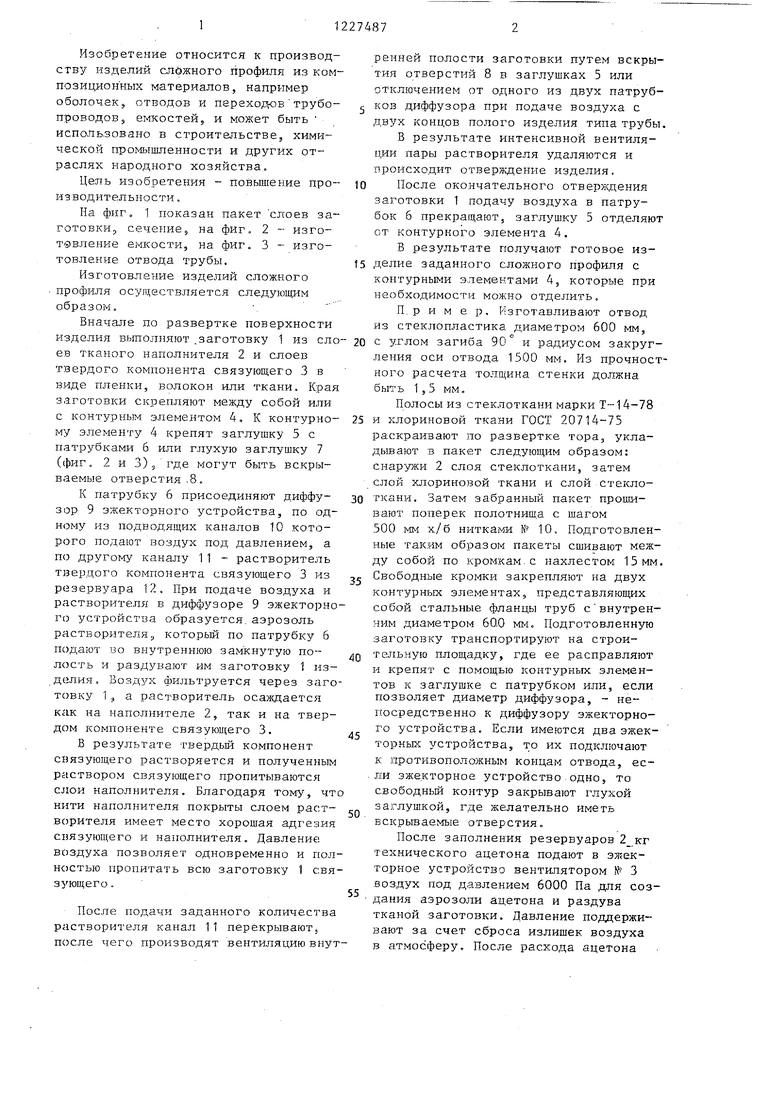
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2011 |
|
RU2460900C1 |
| ФЕНОЛОФОРМАЛЬДЕГИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2007 |
|
RU2333922C1 |
| СОСТАВ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА, ПОЛУЧАЕМОГО НА ОСНОВЕ ЭТОЙ КОМПОЗИЦИИ | 2022 |
|
RU2804783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ КРУПНОГАБАРИТНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2015015C1 |
| Установка для исследования кинетики пропитки образцов тканей жидкими полимерными связующими | 2017 |
|
RU2649122C1 |
| ДЕКОРАТИВНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2039661C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |

У
10
Vut,i
fpui. 3
Редактор Л.Авраменко
Составитель М.Осипова Техред И,Попович
Заказ 2252/19
Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Демчик
| Способ изготовления многослойных оболочек | 1980 |
|
SU996667A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
