Изобретение относится к металлургии, а именно к методам обработки чугунов, и предназначено для получения заготовок чугунных деталей.
Цель изобретения - повышение механических и эксплуатационных свойст чугуна.
Сущность изобретения заключается в том, что чугунные заготовки подвергают многократным нагревам со скоростью 150-200 С/мин до температуры на 50-200 С вьше точки Ас, с последующим охлаждением на воздухе. Причем либо перед первым нагревом, либо в процессе каждого охлаждения производят динамическую обработку с степенью .деформации
ехр(-КЕ),
где Б
общая степень деформации; средняя скорость деформации за один цикл; К - коэффициент сопротивления
деформации материала, равный для чугуна 0,04-0,05. Кроме того, при использовании изобретения может быть получено прочное соединение чугун-сталь.
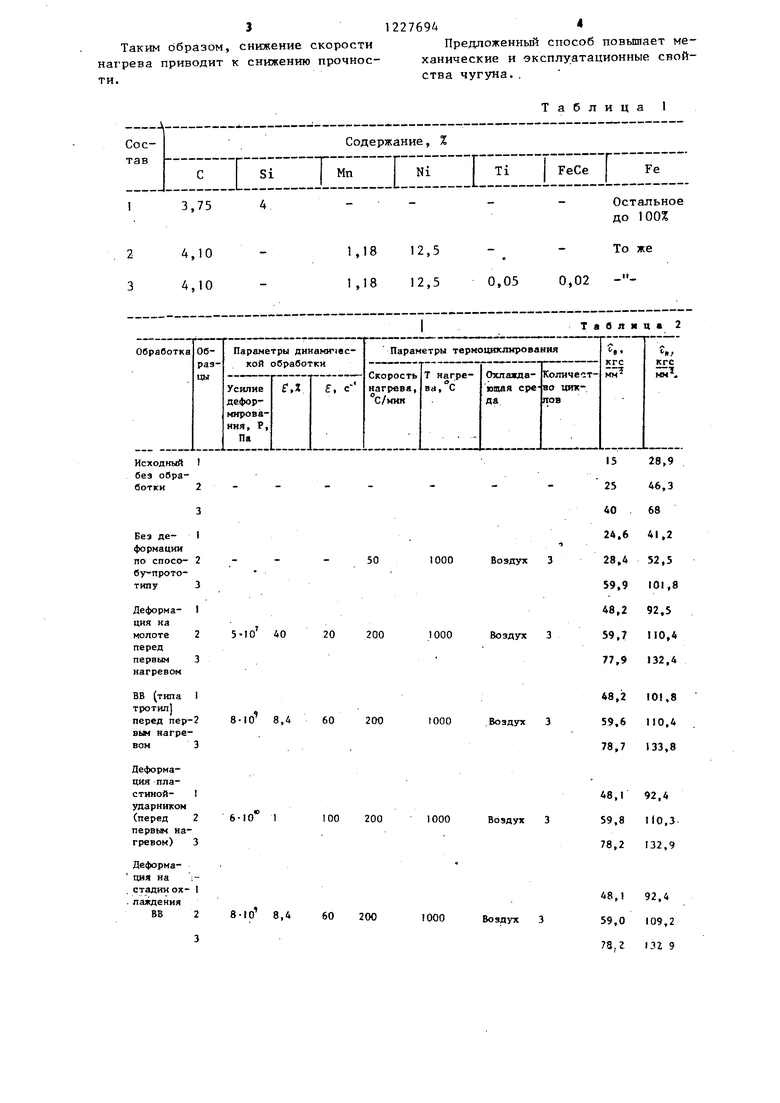
Для исследований влияния динамических обработок при термоциклирова- нии были взяты чугуны с химическим составом, который приведен в табл.
Для получения чугунов применялось кокильное литье. Структура исследуемых чугунов представляла собой: 1 образец - серый чугун с фер- ритной матрицей и пластинчатым графитом, 2 образец - серый чугун с аустенитной матрицей и пластинчатым графитом, 3 образец - высокопрочный чугун с шаровидным графитом имеет половинчатую структуру: аустенит- Ную матрицу с включениями цементита. Исходные образцы представляли собой отливки диаметром 100 мм и высотой 70 мм,
С целью исследования влияния динамической обработки на механические свойства чугунов образцы указанных размеров помещали в обойму (стал марки 40), размеры обоймы: 130 мм и высота 90 мм.
Деформация образцов проводилась на ковочном Молоте и с использованием энергии взрывчатых веществ (ВВ), находящихся либо в контакте с образцом, либо приводящих в движение пластину-ударник , которая нагружает об
5
0
5
0
5
0
5
0
5
разцы. В процессе осадки под молотом изменение параметров деформации (5 иЁ ) происходит за счет изменени ; скорости деформирования. В случае непосредственного контакта ВВ (типа тротил) с образцом параметры деформации менялись в зависимости от изменения плотности ВВ. Кроме того, для получения различных степеней деформации толщина ВВ выбиралась 40, 50, 60 мм, что приводило к получению степеней деформации 0 5, 25% соответственно.
Ангшогично параметры деформации менялись и при соударении ударника с образцом. Размеры пластины-ударника (200 мм и толщина 3 мм), изготовленной из стали 20, оставались постоянными, как и зазор между ударником и образцом - 40 мм.
Наиболее эффективными и производительными динамическими обработками в современном машиностроении являются осадка под ковочными молотами, прокатка и деформация с использованием ВВ. В связи с тем, что чугун является хрупким материалом, динамическая обработка его может быть проведена лищь в условиях всестороннего сжатия. Вид динамргческой обработки предопределяет параметры деформации и наличие обоймы вокруг чугунной заготовки (так, в случае прокатки обойма .может отсутствовать).
Параметры обработки образцов и полученные механические свойства приведены в табл. 2.
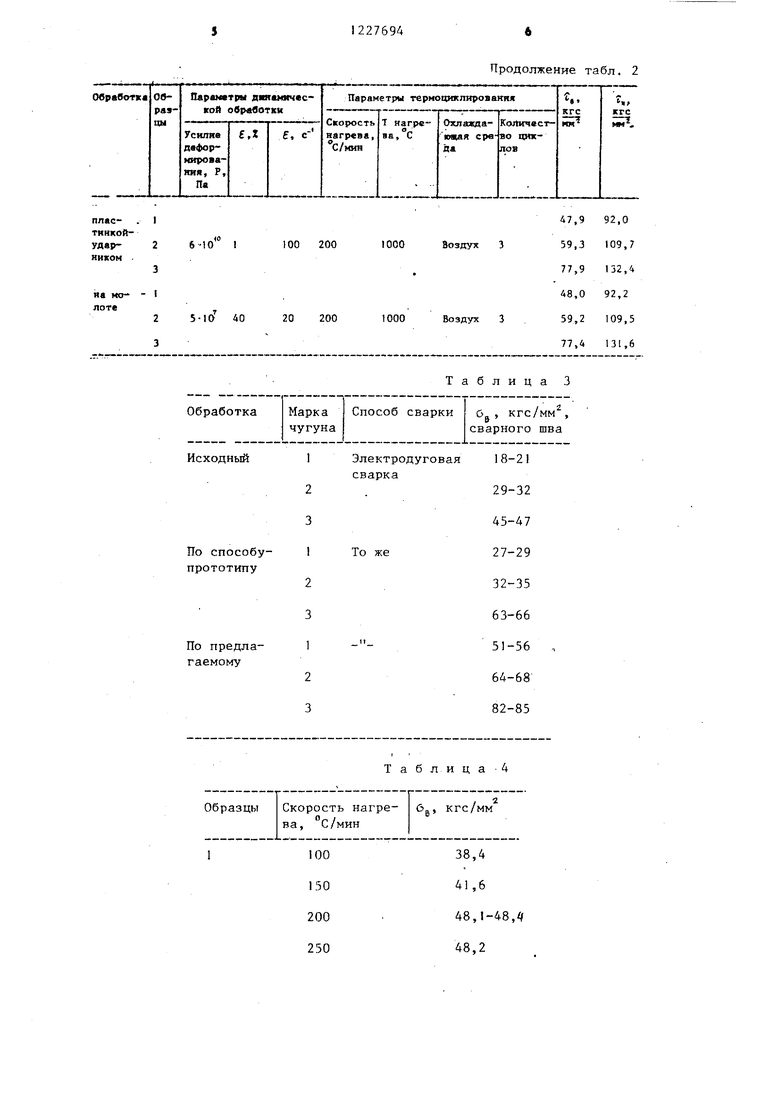
Повьщ1ение эксплуатационных (или технологических)свойств проявляется в улучшении свариваемости динамически обработанных чугунов. Малая пластичность и большая хрупкость как исходных, так и чугунов, обработанных по способу-прототипу, создают дополнительные трудности при выборе процесса сварки.
Сравнение прочности сварного шва, полученного при соединении стали чО с чугунами данной марки, обработанными определенным образом, приводит- ся в табл. 3,
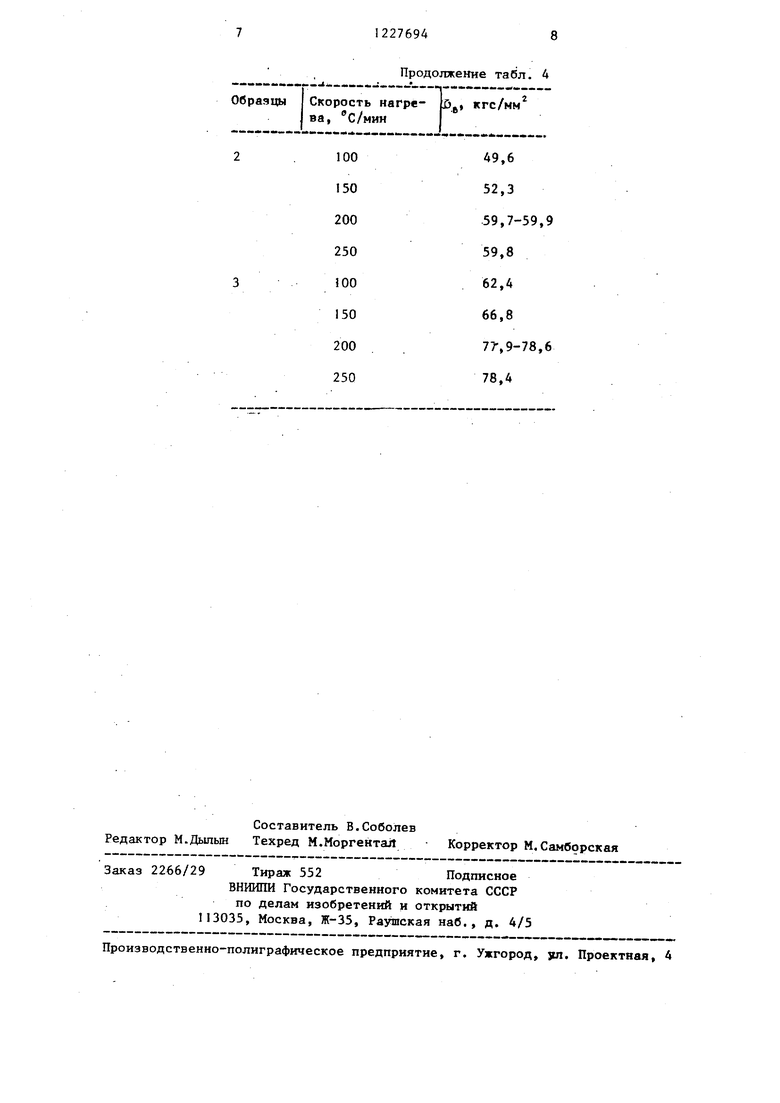
Влияние изменения скорости нагрева при условиях,соответствующихприведенным в табл. 2, показано в табл.4.
В связи с тем, что при различных динамических обработк ах влияние скорости нагрева аналогично, параметры, приведенные в табл. 4, соответствуют всем режимам.
31227694
Таким образом, снижение скорости Предложенный способ повышает ме- нагрева приводит к снижению прочное- ханические и эксплуатационные свой- ти.ства чугуна.,
Таблица 1
4,10 4,10
Исходный 1 без обработки 2
I 2 3
I 2
3
1 2 3
12 3
-I 2
5-10 40
8-10 8,4
6-10 1
8-10 8,4
20
60
too
60
12,5 12,5
То же
0,05
0,02
I
Таблица 2
кгс
Pt
кгс
ММ
50
200
200
200
0
1000
Воздух
1000
Воздух
юоо
.Воздух
1000
Воздух
1000
Воздух
15 25 40 24,6 28.4 59,9 48,2 59.7 77.9
48,iz 59,6 78.7
48,1 59,8 78.2
48.1 59,0
73, г
28.9
46.3
68
41.2
52,5
101,8
92,5
110,4
132,4
101.8 110.4 133,8
92.4 110,3
Г32,9
92.4 109.2
1зг 9
Продолжение табл. 2
Таблица 3
Т а блица -4
100 150 200 250 500 150 200 250
Составитель В.Соболев Редактор М.Дьтьш Техред М.МоргентаЛ
Заказ 2266/29 Тираж 552Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, jui. Проектнвя, 4
Продолжение табл. 4
49,6
52,3
59,7-59,9
59,8
62,4
66,8
,9-78,6
78,4
Корректор М.Самборская
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННЫХ АЛМАЗОВ | 1997 |
|
RU2122050C1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ПРОФИЛЕЙ СКОРОСТИ СВОБОДНОЙ ПОВЕРХНОСТИ ОБРАЗЦОВ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ | 2012 |
|
RU2497096C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ | 1993 |
|
RU2051185C1 |
| Способ термической обработки калиброванных валков из чугунов с шаровидным графитом | 1989 |
|
SU1786144A1 |
| Способ изготовления изделий из высокопрочного чугуна | 1990 |
|
SU1731836A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Способ получения изделий из чугуна | 1981 |
|
SU988398A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2008 |
|
RU2375465C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОВ | 1997 |
|
RU2124590C1 |
| Способ термической обработки отливок из серого чугуна | 1982 |
|
SU1122714A1 |
| Способ обработки металлических изделий | 1973 |
|
SU464630A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
