Изобретение относится к строительству, а именно к способам изготовления строительных панелей из полимерных композиционных материалов.
Целью изобретения является уменьшение трудоемкости изготовления.
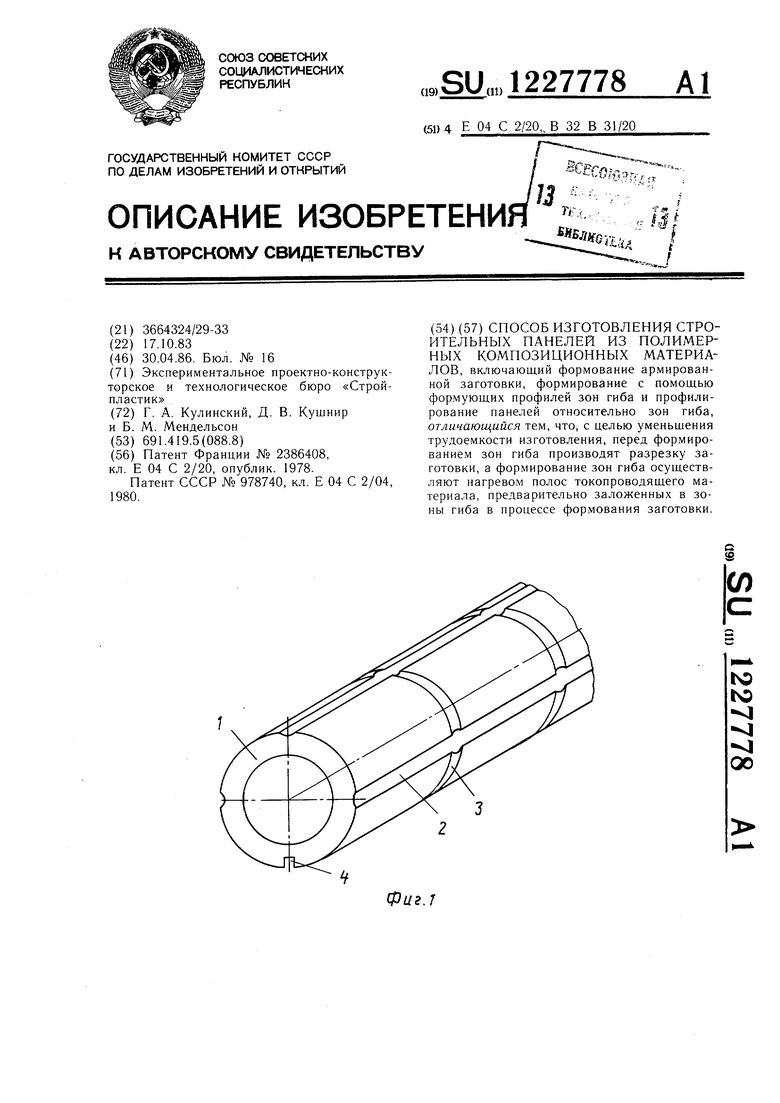
На фиг. изображена оправка; на фиг. 2 - оправка с выголненной заготовкой; на фиг. 3 - строительная панель в развернутом виде.
Способ изготовления строительных панелей из полимерных композиционных материалов осуществляют следующим образом.
Оправку 1, выполненную в виде полого цилиндра с продольными канавками 2, в которых формуются линии гиба, кольцевыми канавками 3 для формования ребер жестко сти и пазом 4 для выхода пилы 5 при разрезании изделия из композиционного материала вдоль образующей, устанавливают на намоточном станке токарного типа и на его поверхность укладывают разделительный слой 6 из целлофана, полипропилена или фторопласта толщиной 20-50 мкм. Намотку производят предварительно пропитанным материалом (препрегом), например, на основе органоткани СВМ толщиной 0,2 м.м и лентой из волокон СВМ шириной 30 мм и толщиной 0,15 мм и эпоксифенольного связующего Э-341 А. Пропитку ткани осуществляют на вертикальной пропиточной установке УПСТ-1000, ленты - на установке УПС-1. Полученный препрег содержит, вес.%: связующее 32-39; летучие ве- п ества 2-4; растворимая смола 96.
На поверхность оправки с разделительным слоем укладывают первый слой 7 органоткани методом намотки с небольщим нахлестом. После этого в продольные канавки 2 укладывают ленту 8 из токопроводящего материала (углеленту) и производят спиральную намотку органоленты (слой 9), заполняя при этом волокна.ми СВМ заподлицо с образующей также и поперечные канавки 3
5
оправки. В зависимости от требований к прочности строительного модуля процессы намотки слоев ткани и ленты могут повторяться. После намотки последнего примоточного слоя ленты 9 в местах продольных канавок 2 укладывают формующие профили 10, сечение которых повторяет профиль этих канавок (с отрицательны.м допуском на размеры); укладывают по намотанному изделию листы цулаги с разделите.чьным слое.м (не
показаны), после чего изделие обматывают викелевочной лентой (лавсановой термо- усаживающейся лентой) и производят поли- меризацию вращающегося изделия 1,5 ч при 150° С. Источником нагрева может быть установленный вдоль оправки блок инфракрасных ламп; токи высокой частоты, подвешенные к материалу оправку или др. С от- вержденного изделия снимают викелевоч- ную ленту и цулаги, а затем производят продольную разрезку изделия дисковой пиQ лой 5 вдоль паза 4. Одновременно с этим к токопроводящим слоям 8 подключают питание и размягчают материал изделия в местах гиба, подогревая его до 120-130°С, после чего нагрев отключают, изделие снимают с оправки 1 и, уложив на ложемент 11,
5 придают ему форму повторяющегося U-об- разного профиля и фиксируют эту форму, выдерживая изделие на ложементе до тех пор, пока места гиба не остынут до комнатной температуры.
Строительная панель из композицион0 ного материала полученная предлагаемым способом имеет следующие физико-механические показатели: предел прочности при растяжении а 50-70 КГС/ММ-; модуль упругости при растяжении Ер 3000- 4000 кгс/мм ; отноительное удлинение при
растяжении 2,2%; предел прочности при изгибе кг/мм ; модуль упругости при изгибе Еиз 18000 кгс/мм-; плотность 1,25 Г/СМ ; ударная вязкость 250-300 кгс/ /СМ/СМ ; наполнение 55-60 об.%.
Pi/г. J
Редактор Л. Повхан Заказ 1997/33
Составитель М. Виноградова Техред И. ВересКорректор С. Черни
Тираж 728Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего | 2021 |
|
RU2778930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДКРЕПЛЕННОЙ ОБОЛОЧКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| Углепластик на основе полифениленсульфидного связующего и способ его получения (варианты) | 2023 |
|
RU2816084C1 |
| Способ изготовления слоистых изделий из полимерных композиционных материалов | 1989 |
|
SU1643162A1 |
| Гибридный композиционный материал для оболочечных конструкций высокого давления | 2018 |
|
RU2707781C1 |
| СПОСОБ ЛЕЧЕНИЯ АНЕВРИЗМАЛЬНЫХ КИСТ ДЛИННЫХ ТРУБЧАТЫХ КОСТЕЙ | 2008 |
|
RU2386408C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Строительный элемент из гипса и способ его изготовления | 1980 |
|
SU978740A3 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
