Изобретение относится к изготовлению зубчатых колес, в частности к станкам для обработки цилиндрических колес долблением.
Цель изобретения - расширение технологических возможностей за счет широкого диапазона изменения соотношения скоростей рабочех о и холостого хода.
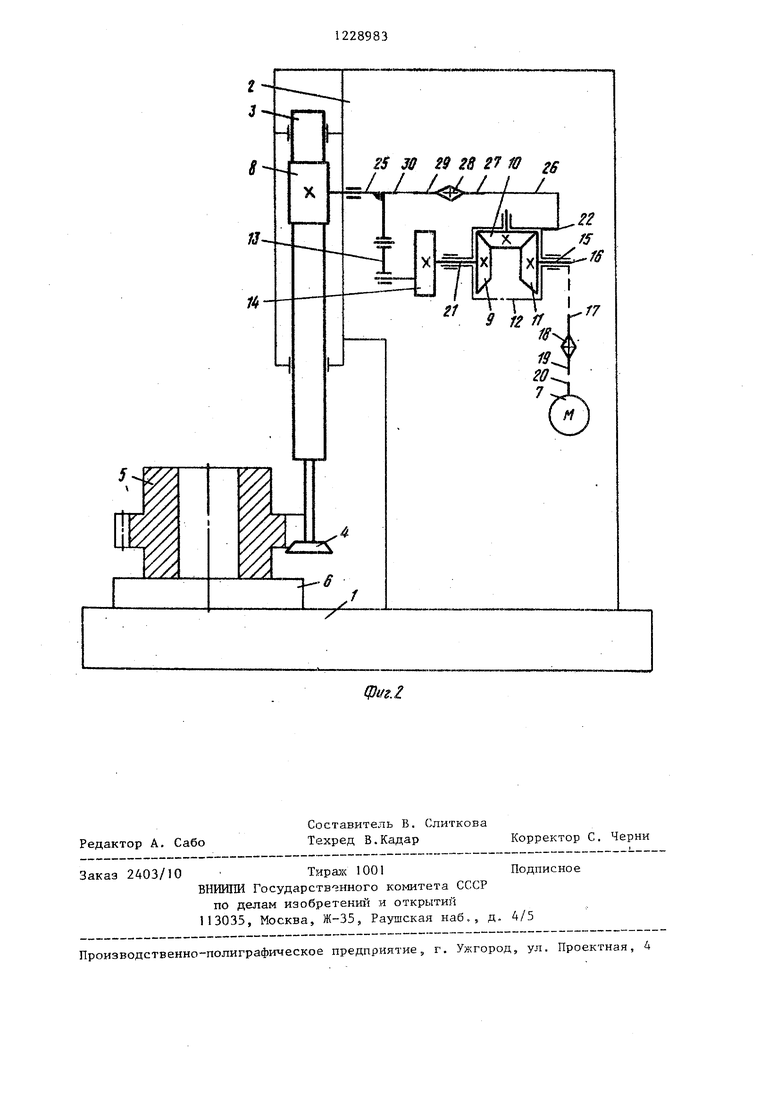
На фиг, I представлена схема зубо долбежного станка с дополнительным приводом; на фиг. 2 - то же с дополнительно введенной кинематической цепью.
На станине 1 в стойке 2 смонтирован шпиндель 3, имеювщй возможност возвратно-поступательного перемещения долбяка 4 относительно обрабатываемого изделия 5., установленного на столе 6 станка. Шпиндель 3 соединен с двигателем 7 привода станка кинематической цепью, содержа1цей реечную пару 8, механизм управления перемещением шпинделя 3, вьтолненньй в виде дифференциала, состоящего из колес 9-11, корпус 12 которого установлен с возможностью вращения от дополнительного привода, шатун 13 и кривошип 14. В зависимости от функционального назначения возможны варианты установки и исполнениямеханима управления перемещением: шпинделя 3. Для обеспечения установки долбяка 4 в зону резания и вывода его в крайнее верхнее положение, например, при обработке колес с внутренним зацеплением (фиг. 1), дифференциал механизма управления входным валом 15 соединен через шатун 13, кривошип 14, кинематические пары 16 и 17, звено 18 настройки, например гитару сменных зубчатых колес, пары 19 и 20 с двигателем 7, а выходным валом 21 - с реечной парой 8. Привод корпуса 12 дифференциала выполнен в виде кинематических пар 22 и 23 и дополнительного двигателя 24.
Для изменения соотношения скоростей холостого и рабочего ходов шпинделя 3 (фиг.- 2) дифференциал механизма управления входным валом 15 соединен через элементы 16-20 с двигателем 7, а выходным валом 21 через кривошип 14, шатун 13, вал 25 - с реечной парой 8, Привод корпуса 12 дифференциала выполнен в виде дополнительной кинематической цепи, включающей пары 22, 26 и 27, звено 28
2289832
настройки, например гитару сменных зубчатых колес, Цары 29 и 30, вал 25. Устройство работает следуюш 1м образом.
5 Первьй вариант исполнения (фиг.1) по;зволяе т увеличить производительность за счет снижения .перебегов инстр у 1ешта в случае обработки колес с внутренним зацеплением. Вращение от
10 двигателя 7 через элементы 20, 19, 18, 17 и 16 поступает на кривошип 14 и шатун 13, где преобразуется в поворотно-качательное движение входного вала 15 дифференциала, и далее
15 через колеса 11, 10 и 9, выходной
вал 21 дифференциала передается реечной паре 8, перемеш,ающей возвратно- поступательно шпиндель 3 с долбяком 4 относительно изделия 5. По окон20 чании обработки изделия 5 двигатель 7 отключается и включается дополни- тельньш двигатель 24. Через пары
23и 22 вращение от двигателя 24 передается корпусу 12 дифференциала.
25 При повороте корпуса 12 колесо 10, обкатываясь по колесу 11, поворачивает колесо 9 дифференциала до тех nops пока реечная пара 8 не вьшедет шпиндель 3 с долбяком в крайнее верх30 нее положение за пределы обработанного изделия 5, после чего двигатель
24отключается. Заменив изделие 5 новой заготовкой, включением двига- TBJ tH 24 устанавливают новую зону резания долбяка 4, после чего двигатель 24 отключают и цикл обработки повторяется.
35
0
0
Второй вариант исполнения (фиг.2) позволяет расширить технологические возможности станка за счет оптимальной установки соотношения скоростей рабочего и холостого ходов инструментального шпинделя при обработке колес с зацеплением. Вращение от двигателя 7 передается через элементы 20, 19, 18, 17, 6, 15, П, 10, 9 и 21 кривошипу 14, шатуну 13, где преобразуется в качательное движение вала 25, которое через пару 8 передается шпинделю 3. Одновременно движение вала 25 поступает через элементы 30, 29, 28, 27, 26 и 22 на корпус 12 дифференциала. Знак и передаточное отношение кинематичесю-гх пар 30, 29, 27, 26 и 22, а также звена 28 настройки подбирают так, что при рабочем ходе шпинделя 3 с долбяком 4 из вращательного движения колеса 11 дифференциала вычитается качательное движение колеса 10, в результате чего вращение кривошипа 14 замедляется. При холостом ходе шпинделя 3 происходит прибавление качательного движения колеса 10 к вращательному движению колеса 11, что приводит к ускорению вращения кривошипа 14.
12289834
При помощи звена 28 настройки в сочетании с Дифференциалом получают максимальное сокращение времени холостого хода шпинделя 3. Звено 18 5 настройки позволяет изменять ско- эость резания, выбирая ее оптимальные величины в зависимости от размера и материала обрабатываемого из- челия.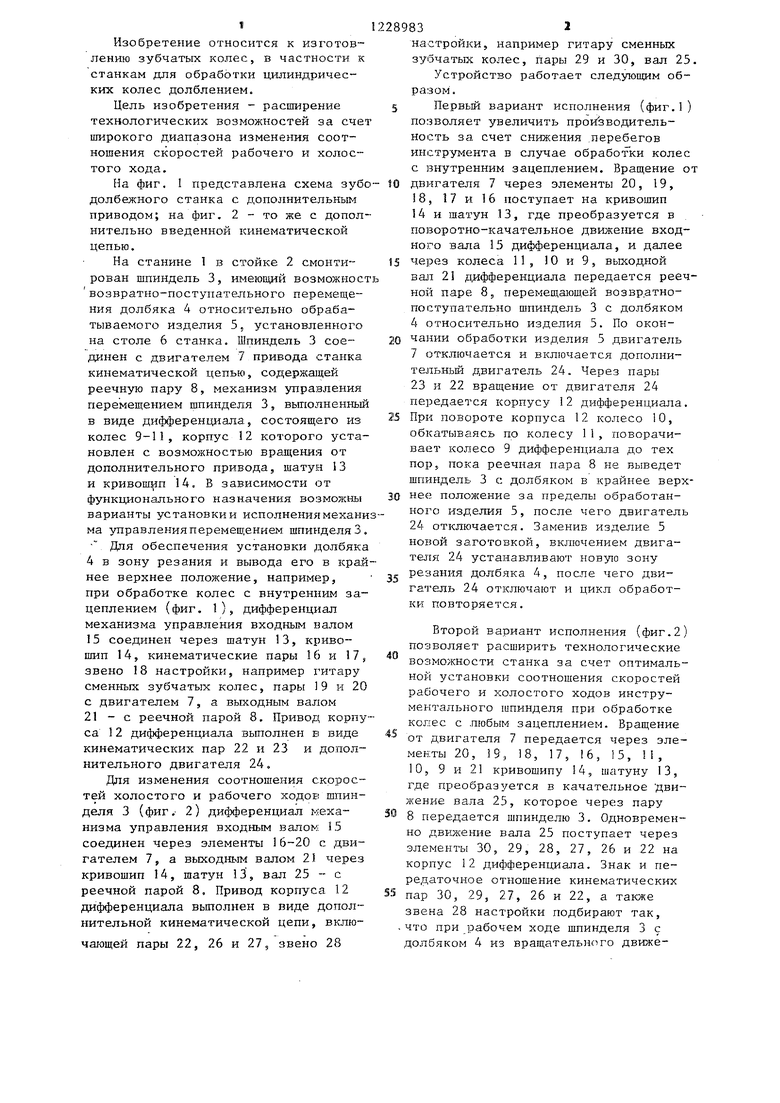

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и станок для чернового и чистового нарезания зубчатых колес | 1939 |
|
SU61335A1 |
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ | 1999 |
|
RU2190508C2 |
| Зубодолбежный станок | 1985 |
|
SU1263454A2 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Приспособление к зубодолбежному станку для нарезания методом обкатки некруглых зубчатых колес | 1958 |
|
SU118256A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Зуборезный станок | 1981 |
|
SU986657A1 |
| Зубодолбежный станок | 1978 |
|
SU688302A1 |
$ JO 9 S 21 fS 26 ///.L/l/
91
, ,. ;r
17
Редактор A. Сабо
Составитель В. Слиткова Техред В.Кадар
Заказ 2403/10 Тираж 1001Подписное
ВНИИПИ Государств гнного комитета СССР
по делам изобретенш и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С. Черни
| Патент США № 3382767, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
