Изобретение относится к стекольному машиностроению и может быть использовано при из1 отовлении изделий из стекла, например экранов- кинескопов, прессованием на карусельных автоматических прессах.
Цель изобретения - повьппение качества изделий и увеличение их выхода.
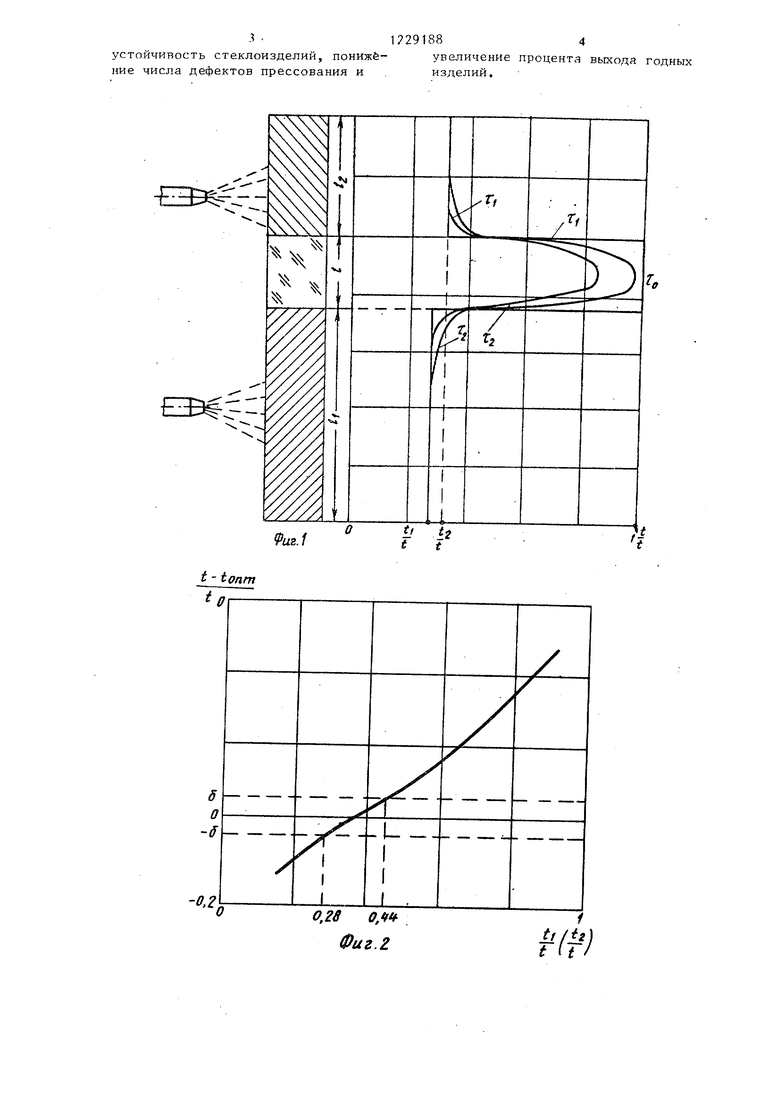
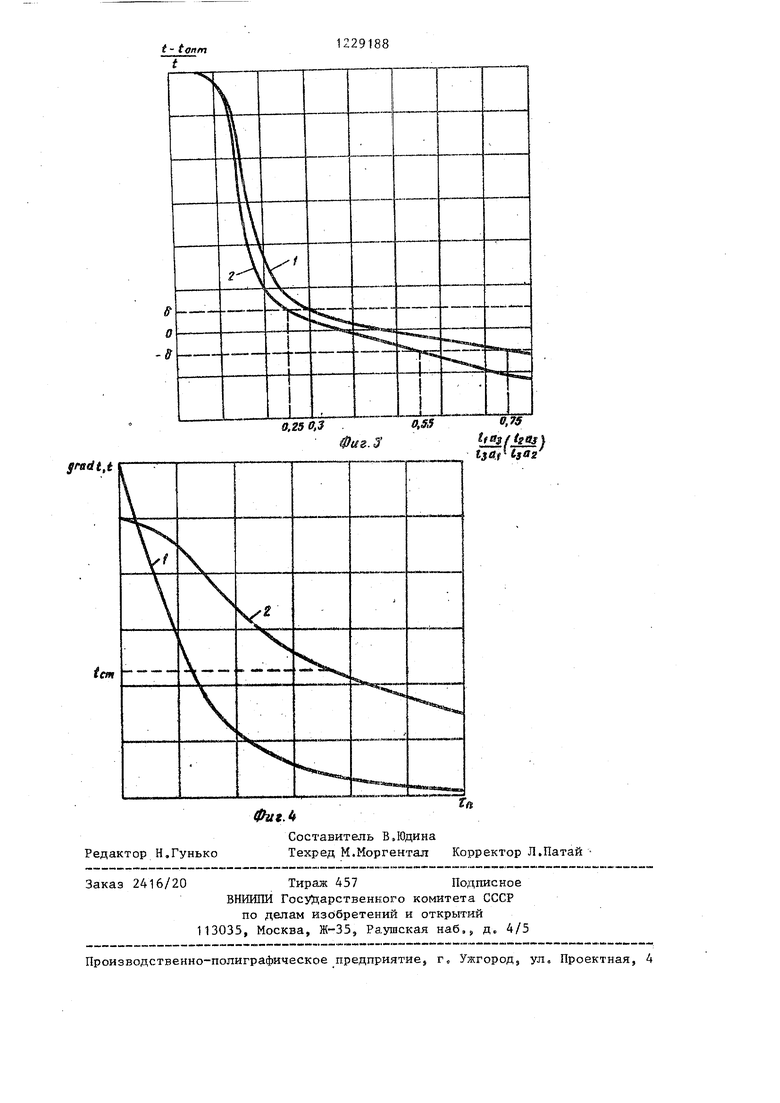
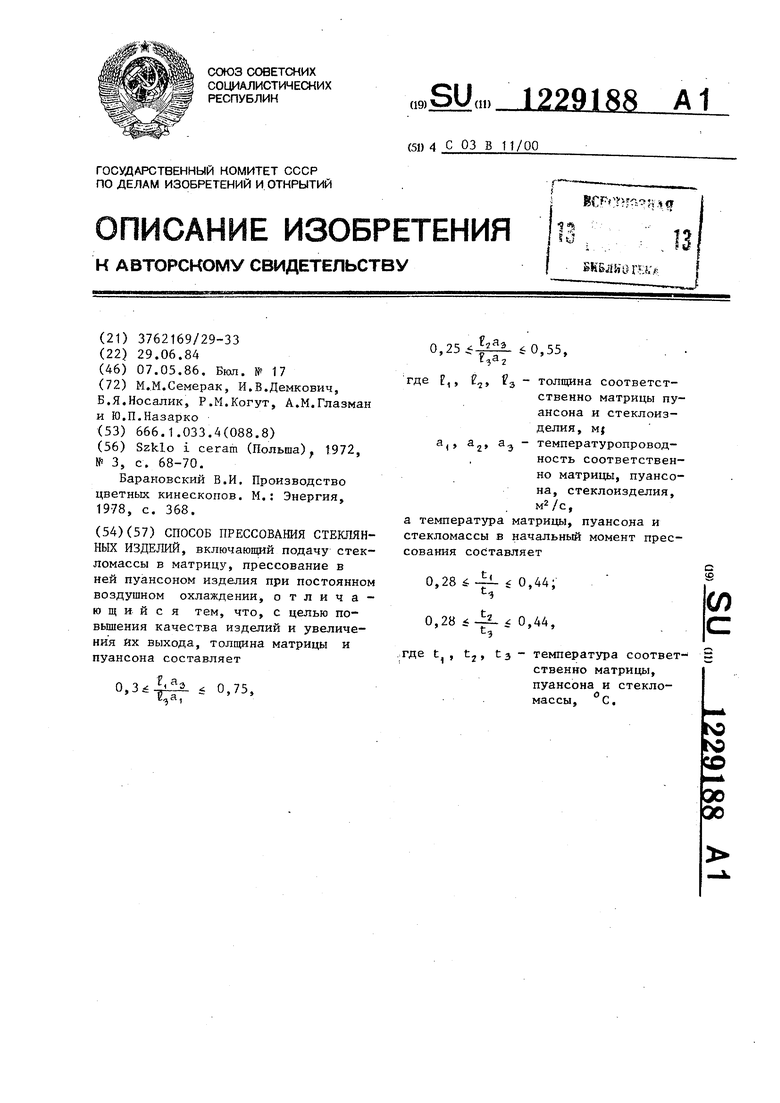
На фиг„ 1-4 приведены графики зависимости, поясняющие сущность предлагаемого способа.
Проводят теоретические и экспериментальные исследования влияния начальных температур, режимов охлаждения, толщин и температуропровод- ностей пресс-инструмента на уровень температурных градиентов и соответственно остаточных напряжений, которые вызьшают возникновение дефектов
При прессовании стеклоизделий из расплавленной стекломассы необходим интенсивный отбор тепла от расллаэ ленного стекла для обеспечения €;го охлаждения Кроме того, для обеспечения качественных изделий, с точки зрения возникновения поверхностных дефектов, температуры стеклофорнирую 1ЦИХ поверхностей должны находиться в пределах 350-450 С.
Пример. Рассчитывают толщину пресс-инструмента для прессования экрана цветного кинескопа 25ЛК2Ц, толщина которого ,007 м средняя температуропроводность стекла С-93-2, из которого изготавливают экран для интервала температур 0-1000 0, а 0,9-10 м2/с. Для изготовления пресс-инструмента применяют молибденовый чугун с температуропроводностью а 3-у - 11-10 Температура стекломассы в момент начала операции прессования экрана
1020°С (tg).
Для приведеннбгх исходных данных проводят расчет толщин матрицы и пуансона по формулам:
fc 0,55
(1) (2)
Подставляя исходные данные в соотношении (1) и (2), получим
„ е,- 0,9-10 мг/с и, J - ТГ пгТ 7
0,007 м-11-10- 0,75 (3)
CiO,9-
О S 1ЦMVCг, ГГ /,Ч
--Т)7ШТ,
Решая неравенства (3) и (4),имеем
t.liOjLOOU.LJ. .
0,
0,9 10-
0, 250,007. 10 J
0,940- - г
- - llOjLOOLJJjJjOl 0,9.10-
(5)
(6)
Производя вычисления в выражениях (,5), (6), получим границы измеиепия , и t :
0,023 м г 0,064 м;(7)
0,021 м ь Р.. t 0,047 м.(8)
Проводят расчет температур матрицы и пуансона по формулам
0,28
t,
& 0,44;
t.
0,28 - 0,44
при температуре стекломассы t.
(9)
1020 с
30
0,28 -1
и,44
285,6° С t, i448,8°C,, аналогично для 285,6°С s tj, 448,8°С.
При прессовании кинескопов 25ЛК2Ц используют матрицу толщиной Р,
:0,039 м и пуансон толщиной 7 0,028 м, а температуры матрицы и пуансона в начальный момент прессования t, 295 С, t 344 С.
Для экрана кинескопа 16ЛК1Б толщиной f. 0,0045 м из стекла С-93-2 и при выполнении пресс-инструмента из молибденового чугуна толщина матрицы должна находиться в пределах 0,0165 .6 f, 0,041 м, а пуансона
0,0123 fc Y 0,03 м. При прессовании экранов кинескопа 16ЛК1Б используют матрицу толщиной f, 0,024 м и пуансон толщиной f 0,016 м. Предлагаемое техническое решение
обеспечивает возможность выбора оп- тима1 ьных начальных температур и толщин пресс-инструмента в зависимости от начальной температуры стекломассы, толщины стеклоизделия и температуропроводностей материалов, минимальный уровень температурных градиентов и остаточных напряжений, высокую механическую и температурную
3 .17291884
устойчивость стеклоизделий, пониже- увеличение процента выхода годных ние числа дефектов прессования и . изделий.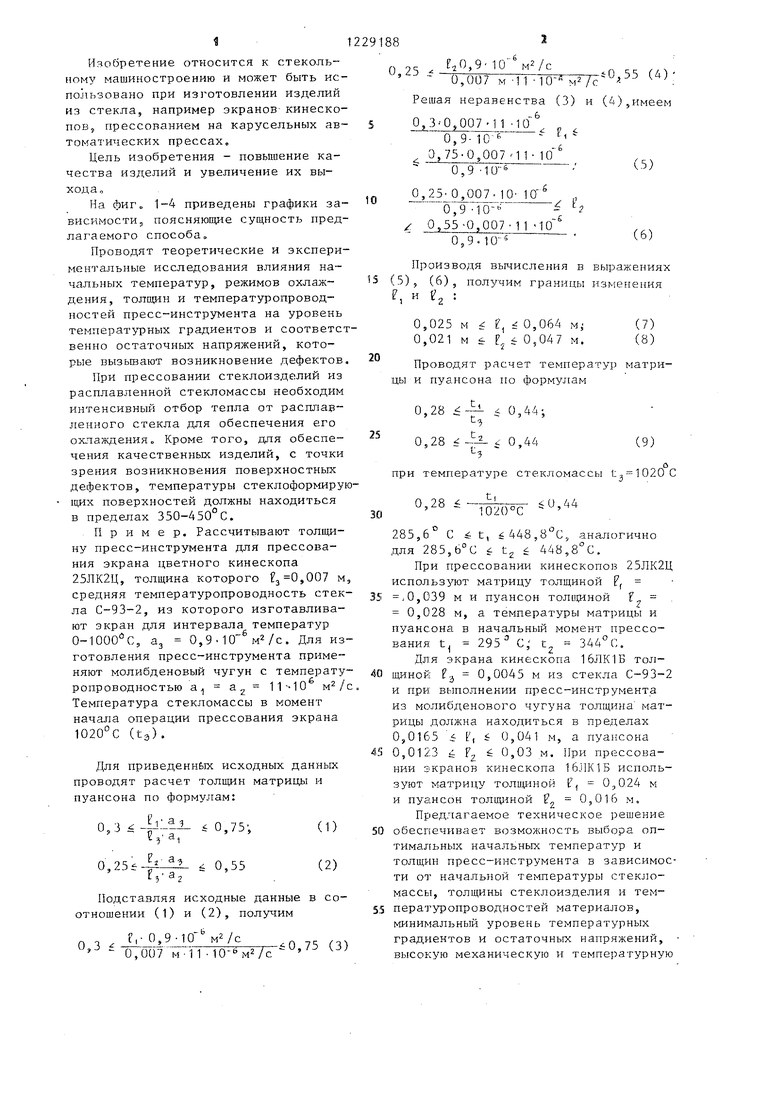
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжига стеклоизделий | 1987 |
|
SU1557111A1 |
| Способ прессования полых стеклоизделий и устройство для его осуществления | 1985 |
|
SU1321700A1 |
| Заготовка экрана цветного кинескопа | 1988 |
|
SU1567529A1 |
| Экран цветного кинескопа | 1982 |
|
SU1095268A1 |
| Каплеформирующий узел | 1985 |
|
SU1346596A1 |
| Стеклянный баллон электронно-лучевого прибора | 1984 |
|
SU1217793A1 |
| Стеклоформующий инструмент | 1985 |
|
SU1318555A1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛИРОВАННОГО СТЕКЛА НА НЕСВОБОДНОЙ ЖИДКОПЛЕНОЧНОЙ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1993 |
|
RU2123981C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 2010 |
|
RU2447029C1 |
| Устройство для изготовления стеклоизделий | 1983 |
|
SU1121245A1 |
fPuz.l
t - tonm
O.Z50,30,55
Фиг. У
gredi i
Редактор Н.Гунько
0игЛ
Составитель В.Юдина
Техред М.Моргентал Корректор Л.Патай
0,75
hSlfJ }
2416/20
Тираж 457Подписное
ВНШШИ Госу55;арственного комитета СССР
по делам изобретений и открытий 113035, Москва, 1-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие5 г, Ужгород, ул. Проектная, 4
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Барановский В.И | |||
| Производство цветных кинескопов | |||
| М.: Энергия, 1978, с | |||
| Полу генеративная топка для сжигания влажного торфа | 1921 |
|
SU368A1 |
