Изобретение относится к технологии отжига стеклоизделий, изготовленных методом горячего прессования, в частности из стекла, обладающего низкой термостойкостью, или являющегося неоднородным по составу.
Цель изобретения - увеличение выхода годных, повышение термопрочности стеклоиэделий,
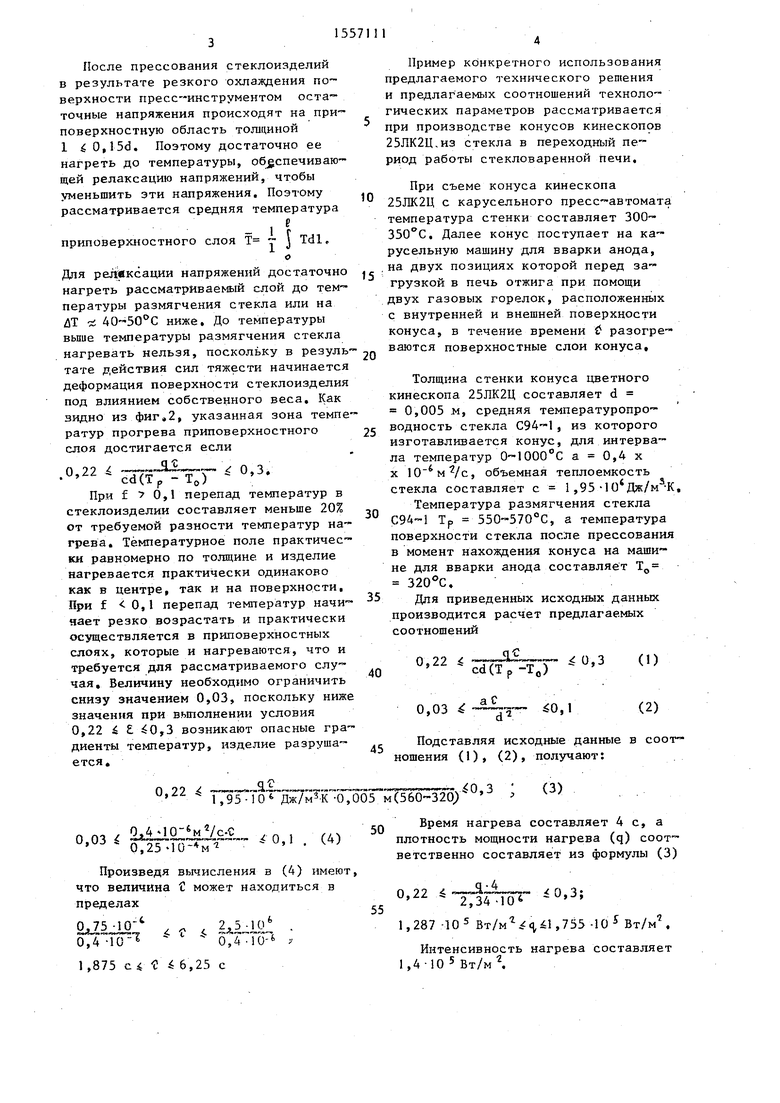
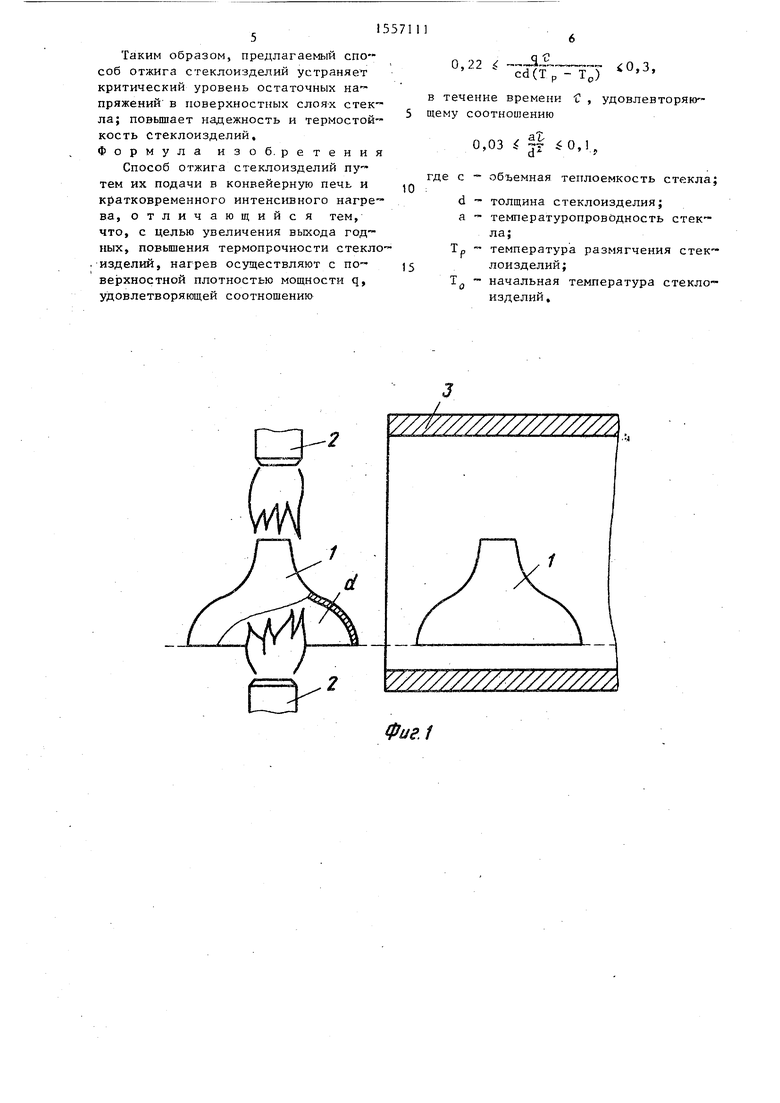
На фиг.1 приведено схематическое изображение устройства, реализующего способ отжига стеклоизделий; на фиг,2 - зависимость средней безразмерной температуры прогреваемой приповерхностной области стеклоизделия
Ј (Тр-Т7)с7 фиг.З зависимость максимального пе-
от соотношения
на
репада температур в стекле от соот, а ношения f -j .
Устройство для отжига стеклоиз- делия 1 с толщиной стенки d состоит из двух газовых горелок 2 и печи 3 отжига. На первом этапе происходит разогрев внутренней и внешней поверхности стенки стеклоизделия (конуса) 1 газовыми горелками 2, На втором этапе производится загрузка стеклоиэделия в печь отжига.
qC
Соотношение -гтг- описывает cd(Tp-T0)
процесс разогрева стенки стеклоиз- делия толщиной d после нагревания газовыми горелками интенсивностью q за время С,
01
ел
После прессования стеклоизделий в результате резкого охлаждения по верхности пресс-инструментом оста™ точные напряжения происходят на приповерхностную область толщиной 1 Ј 0,13d. Поэтому достаточно ее нагреть до температуры, обе.спечиваю- щей релаксацию напряжений, чтобы уменьшить эти напряжения. Поэтому рассматривается средняя температура
- 1 Г приповерхностного слоя Т Tdl,
Для релвксации напряжений достаточно нагреть рассматриваемый слой до температуры размягчения стекла или на ДТ х 40-50°С ниже. До температуры выше температуры размягчения стекла нагревать нельзя, поскольку в резуль- тате действия сил тяжести начинается деформация поверхности стеклоизделия под влиянием собственного веса. Как видно из , указанная зона темпе
0,22 &
Ј 0,3.
ратур прогрева приповерхностного слоя достигается если
с7(Тр
При f 7 0,1 перепад температур в стеклоизделий составляет меньше 20% от требуемой разности температур нагрева. Температурное поле практически равномерно по толщине и изделие нагревается практически одинаково как в центре, так и на поверхности, При f О,1 перепад температур начинает резко возрастать и практически осуществляется в приповерхностных слоях, которые и нагреваются, что и требуется для рассматриваемого случая. Величину необходимо ограничить снизу значением 0,03, поскольку ниже значения при выполнении условия 0,22 i Ј 0,3 возникают опасные градиенты температур, изделие разрушается.
Q
5
5
0
5
Пример конкретного использования предлагаемого технического решения и предлагаемых соотношений технологических параметров рассматривается при производстве конусов кинескопов 25ЛК2Ц.из стекла в переходный период работы стекловаренной печи.
При съеме конуса кинескопа 25ЛК2Ц с карусельного пресс-автомата температура стенки составляет 300- 350°С. Далее конус поступает на карусельную машину для вварки анода, на двух позициях которой перед загрузкой в печь отжига при помощи двух газовых горелок, расположенных с внутренней и внешней поверхности конуса, в течение времени Ј разогреваются поверхностные слои конуса.
Толщина стенки конуса цветного кинескопа 25ЛК2Ц составляет d 0,005 м, средняя температуропроводность стекла С94-1, из которого изготавливается конус, для интервала температур 0-1000°С а 0,4 х х , объемная теплоемкость стекла составляет с 1,95-10 Дж/м-К,
Температура размягчения стекла С94-1 Тр 550-570°С, а температура поверхности стекла после прессования в момент нахождения конуса на машине для вварки анода составляет Т0 320°С.
Для приведенных исходных данных производится расчет предлагаемых соотношений
0,22
LL
cd(Tp-T0)
0,3
(О
я С
От Ј .« п 1 (jj 4 iU, I
(2)
45
Подставляя исходные данные в соотношения (1), (2), получают: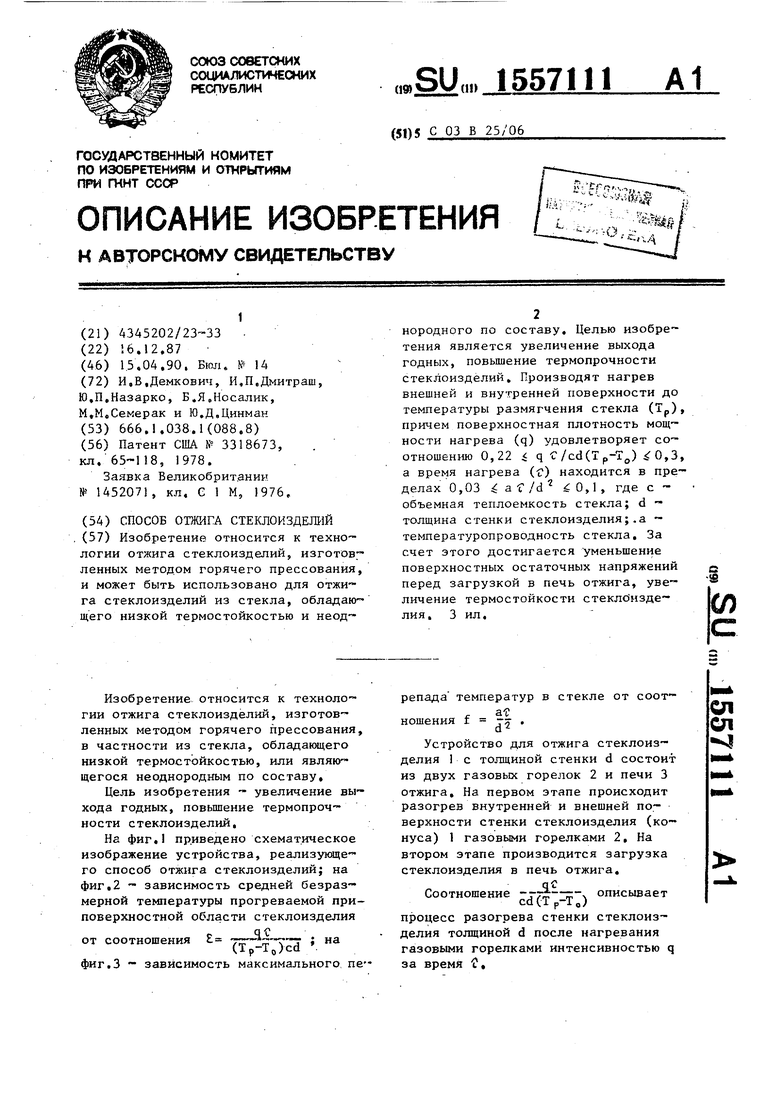
| название | год | авторы | номер документа |
|---|---|---|---|
| Экран цветного кинескопа | 1982 |
|
SU1095268A1 |
| Способ прессования стеклянных изделий | 1984 |
|
SU1229188A1 |
| Способ заварки ножек электровакуумных приборов | 1990 |
|
SU1715719A1 |
| Заготовка экрана цветного кинескопа | 1988 |
|
SU1567529A1 |
| Каплеформирующий узел | 1985 |
|
SU1346596A1 |
| Способ прессования полых стеклоизделий и устройство для его осуществления | 1985 |
|
SU1321700A1 |
| Способ полировки изделий из стекла,частично прозрачного для инфракрасного излучения | 1987 |
|
SU1433917A1 |
| Форма для изготовления стеклоизделий | 1988 |
|
SU1551663A1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| Способ соединения стеклоизделий, преимущественно колбы с ножкой | 1991 |
|
SU1827365A1 |
Изобретение относится к технологии отжига стеклоизделий, изготовленных методом горячего прессования, и может быть использовано для отжига стеклоизделий из стекла, обладающего низкой термостойкостью и неоднородного по составу. Целью изобретения является увеличение выхода годных, повышение термопрочности стеклоизделий. Производят нагрев внешней и внутренней поверхности до температуры размягчения стекла (TP), причем поверхностная плотность мощности нагрева (Q) удовлетворяет соотношению
0,22≤QΤ/CD (TP-TO) ≤0,3, а время нагрева (Τ) находится в пределах 0,03≤AΤ/D2≤0,1, где C - объемная теплоемкость стекла
D - толщина стенки стеклоизделия
A - температуропроводность стекла. За счет этого достигается уменьшение поверхностных остаточных напряжений перед загрузкой в печь отжига, увеличение термостойкости стеклоизделия. 3 ил.
0,22 4
1,95-10ь Дж/м3К-0,005 м(560-320)
О 4 10 4м /с-С50 Время нагрева составляет 4 с, а
0,03 i 0,1 . (4)плотность мощности нагрева (q) COOT
ветственно составляет из формулы (3 0,22 Ј
Произведя вычисления в (4) имеют, что величина € может находиться в пределах
0,75 -10- 2,5-10ь .
3ю.«..« Viж ™-.- ™.
0,4 ,4 -10- У
1,875 с f 6,25 с
о,з ; (3)
плотность мощности нагрева (q) COOT
ветственно составляет из формулы (3) 0,22 Ј
2,34-Ю6 ° 3;
1,287 -10s Вт/м ,755 -105 Вт/м7 .
Интенсивность нагрева составляет 1,4-10 5 Вт/м2.
Таким образом, предлагаемый способ отжига стеклоизделий устраняет критический уровень остаточных напряжений в поверхностных слоях стекла; повышает надежность и термостойкость Стеклоизделий, Формула изобретения
Способ отжига стеклоизделий путем их подачи в конвейерную печь и кратковременного интенсивного нагрева, отличающийся тем, что, с целью увеличения выхода годных, повышения термопрочности стекло- изделий, нагрев осуществляют с поверхностной плотностью мощности q, удовлетворяющей соотношению
0,22 г 0,3,
в течение времени С , удовлевторяю- щему соотношению
0,03 4$ Ј0,1,
где с - объемная теплоемкость стекла;
d - толщина стеклоизделия; а - температуропроводность стекла;
Тр - температура размягчения стеклоизделий;
1Q - начальная температура стекло- изделий.
/
W/////////7// 77.
Y///////////////////A
Фиг.1
а-Т
сс1(7р-Г9)
| Патент США № 3318673, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Заявка Великобритании № 1452071, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
