Ультразвуковая обработка твердых и хрупких материалов двумя абразивными суспензиями (крупнозернистой - черновая обработка и мелкозернистой-чистовая обработка) производится на существующих для этой цели станках последовательно в два этапа и в двух ваннах с перестановкой детали или полной заменой суспензии, что вызывает снижение точности обработки, увеличение подготовительно-заключительного времени на обработку и излишнее расходование абразивного материала. Конструкция описываемого станка позволяет производить черновую п чистовую ультразвуковую обработку твердых и хрупких материалов с одного установа в одной ванне, с последующим использованием двух абразивных суспензий, имеющих различные размеры абразивных зерен, и с промежуточным смывом абразивных частиц с рабочего стола отстоявшейся жидкостью в рабочий бак с соответствующей абразивной суспензией, что увеличивает производительность станка, повышает точность изготовления изделия и создает экономию абразивного материала.
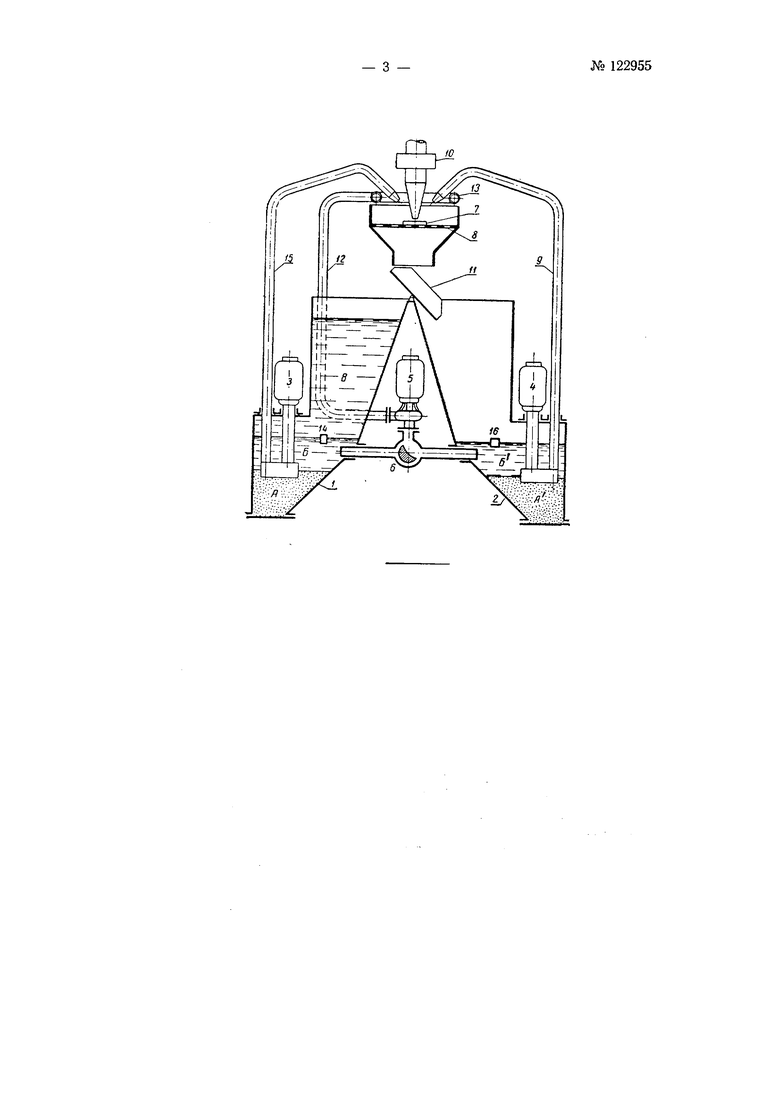
На чертеже изображена схема двойной системы подачи абразивной суспензии описываемого станка.
В станине станка устанавливаются два бака: бак /, в который заливается мелкозернистая абразивная суспензия, и бак 2, в который заливается крупнозернистая абразивная суспензия в определенном количестве и определенной концентрации. При отстое залитые суспензии образуют абразивные фазы Л и Л и жидкостные фазы Б и Б . Кроме этого, в бак / заливается излишний объем жидкости В, необходимый для смыва со стола 5 станка осевших частиц абразива. Для подачи абразивной суспензии к инструменту в баке / установлен насос 5, а в баке 2 насос 4. Для подачи к столу жидкости, используемой для смыва осевших на нем частиц абразива, установлен насос 5, забирающий жидкость через двухходовой кран 6№ 122955
Обрабатываемая, деталь 7 устанавливается на столе 8 станка, после чего вдл1С)ЧД€тся чнасос 4, которым по трубопроводу 9 из бака 2 подается крупнозернистая абразивная суспензия под инструмент 10, производящий черновую обработку детали. В это время двухходовой кран 6 устанавливается уа соединение бака 2 с насосом 5, а лоток // поворачивается так;Чтобыподаваемая крупнозернистая суспензия, пройдя через отверстия в столе 8, направлялась обратно в бак 2. По окончании черновой обработки насос 4 выключается, кран 6 устанавливается на соединение бака / с насосом 5.
При включении насоса 5 жидкость по трубопроводу 12 подается к спрееру 13, установленному на столе 8, смывает осевшие на столе 5 частицы абразива и через отверстия в столе 8 и лоток // стекает в бак 2, Когда жидкость в баке / достигает уровня, необходимого для создания абразивной суспензии определенной концентрации, датчик 14 выключает насос 5. После выключения насоса 5 лоток 11 устанавливается на слив жидкости в бак 1 и включается насос 3, подающий по трубопроводу 15 к инструменту 10 мелкоабразивную суспензию для выполнения чистовой обработки детали. В баке 2 в это время происходит отстой абразива. По окончании чистовой обработки детали насос 3 выключается. Кран 6 устанавливается на соединение бака 2 с насосом 5, и насос 5 включается. Жидкость для смыва оставшихся на столе 8 частиц абразива из бака 2 подается насосом 5 через трубопровод 12 и спреер 13 на стол 8 и стекает через отверстия в столе 8 и лоток 11 в бак 1. Когда жидкость в баке 2 достигнет уровня, необходимого для создания абразивной суспензии опредаченной концентрации, датчик 16 выключает насос 5, обрабатываемая деталь снимается со станка, и станок готов к новому циклу обработки.
Предмет изобретения
1.Станок для ультразвуковой обработки, отличающийся тем, что, с целью обеспечения чистовой и черновой обработки без смены ванн с суспензией, в нем применены два бака для черновой и чистовой суспензий, имеющие свои питающие системы с разделением суспензий при поочередной работе систем установленным на общей сливной магистрали двухходовым краном.
2.Станок по п. 1, отличающийся тем, что, с целью уменьшения расхода абразива, смыв его при переходе с одного вида обработки на другой производится резервным объемом жидкости, отстоявшейся в неработающем баке и сливаемой при смыве в работающий бачок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки жидкостей | 1981 |
|
SU969323A1 |
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Многошпиндельный шлифовальный станок | 1975 |
|
SU568536A1 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Вибрационный станок | 1986 |
|
SU1404294A2 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| РЕВЕРСИВНОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2443535C2 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |