Известны трехнозкционные станки для обработки тормозных накладок, на станине которых смонтированы поворотное устройство, переносяш,ее обрабатываемые детали с одной позиции на другую, шлифовальная головка, -имеющая нодъемный механиз.м, :механизм вращения деталей на нозиции щлифозания, разгрузочное устройство и распределительный кулачковый механизм.
Предложенный станок для автоматизации обработки снабжен вибрационным лотком с отсекателем, служащим для перемещения обрабатываемых деталей в приспособления-спутники, переставляемые поворотным устройством. Для выполнения отверстий в деталях на станке могут быть установлены сверлильные голо.вки с блокирующей системой, предотвращающей повороты приспособлений-спутников при невыводе сверла из детали.
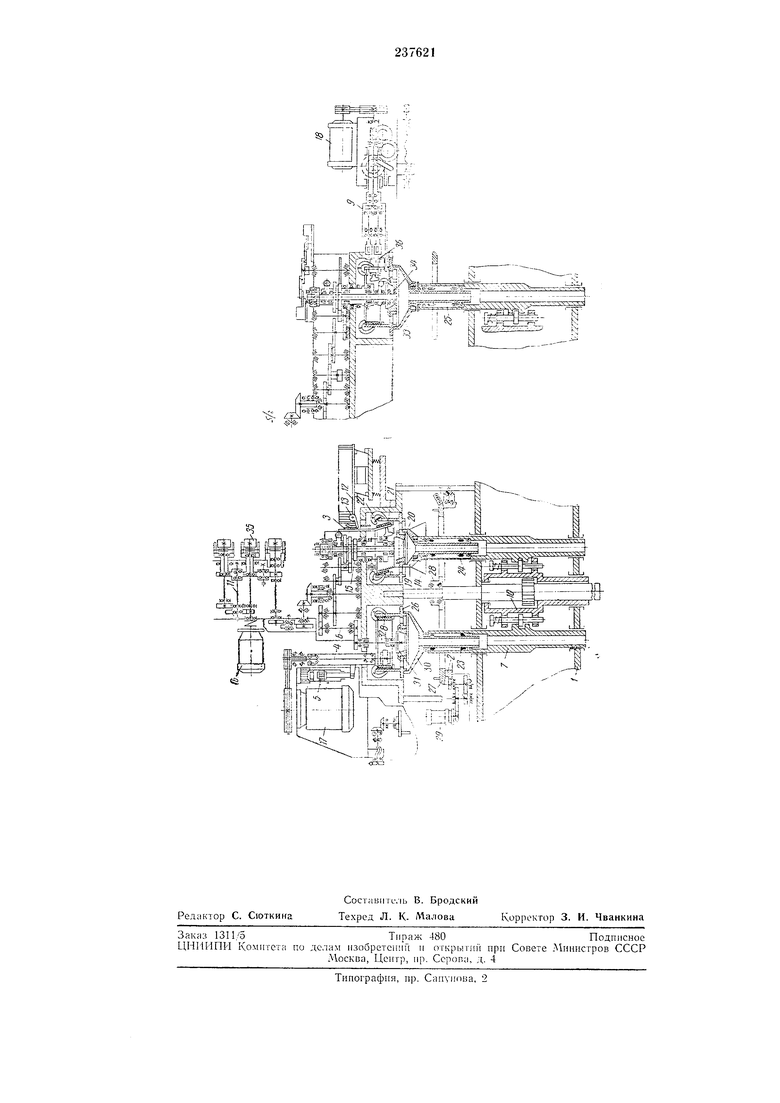
На чертеже схематически предста-влен описываемый станок.
Трехпозиционный станок для обработки тормоЗных накладок содерлчит станину /, поворотное устройство 2 для переноса обрабатываемых деталей 5, шлифовальную головку 4 с подъемным механизмОЛ 5, механизм 6 вращен.ия деталей на позиции щлифования, механизм 7 подъема и перестановки приспособлений-спутников 5, сверлильные головки 9, приводной гидроцилиндр 10 мехагнизма 7, короб«и
// перемены передач, вибрационный лоток 12 с отс&кателем 3, разгрузочное устройство 14 распределлиельного кула- кового механизма /5 л приводные электродвигатели 16, 17 и 18. Обрабатываемая деталь 3 из вибрационного лотка 12 отсекателем /5 подается в ириспособленпе-сцутник 8, который ирижат чащей 19 к конусу 20, и заталкивается рычагом 21 в пружинный зажим 22, иосле чего приспособление
8 цоворачивается на определенный угол ,и операция загрузки повторяется. Одновременно Производится разгрузка готовых деталей 5 из приспособления 8.
По окончашп загр}-зки гидроцилиндр 10
опускает шпиндели 23, 24 и 25 механизма 7. Присиосоиление 8 с деталями 6 устана;вливается закраинами 26 на поворотное кольцо 27 и центральны рол1;к 28. Включается гидромотор 29, и поворотное устройство 2 подает приспособление 8 на позицию щл.ифования. По окончании переноса гидроцилиндр 10 вновь поднимает шпиндели 25, 24 25, приспособление 8 прижимается чашей 30 к конусу 31 ведущего шпинделя 32 механизма 5 и приводится вовращенне. Механизм 5 подвод1 т головку 4, детали 3 шлифуются, а затем приспособление 8 снова опускается на устройство 2.
деталях сверлятся отверстия. Блог;н:рую дая система 35 предотвращает поломку сверл 36, останавливая коробку // перемены передач при невыводе хотя бы одной пары сверл 36 из детали 3. Затем приопоообление 8 передается на начальную позицию, происходит выгрузка готовых и загрузка деталей, подлежащих обработке.
Предложенный станок позволяет упростить технологи1еский процесс изготовления тормозных накладок, повысить производительность и улучшить их качество.
Предмет изобретен и я
I. Трехиозиционный станок для обработки тормозных накладок, на Сталине которого смонтированы поворотное устройство, переносящее обрабатывае мые детали с одной позиции ка другую, шлифовальная головка с подъемным механизмом, механизм вращеиия деталей на позиции шлифования, разгрузочное устройство и распределительный кулачковый механизм, отличающийся тем, что, с целью автоматизации обработки, ои снабжен вибрациониым лотком с отсекателем, служащим для перемещеиия обрабатываемых деталей в приспособления-спутники, переставляемые поворотным устройством.
2. Станок ио п. 1, отличающийся тем, что, с целью выполнения отверстий в деталях, на нем установлены свер гильные лоловки с блокирующей системой, предотвращающей поворот приспособле-ний-спут№1;ко.:в при невыводе сверла из детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Станок для обработки изделий криволинейной формы | 1974 |
|
SU679376A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
«Й
EEbifr
