БесцентрОВО-шЛифовальные йтанки для обработки всех четырех шеек крестовины с использованием загрузочного механизма известны.
Отличительной особенностью предлагаемого приепО|Собления того же назначения является применение установленной на станине станка вертикальной колонны с шахтой для гидравлического подъемника, предназначенного первоначально для доставки из загрузочного механизма ПО одной Крестовине на етйнка для обработки одной пары ее шеек и посл6дуюш;его перемещения крестовины к гидравлическому цилиндру с двумя штоками, из котбрых один служит для поворота крестовины на 90 для шлифования второй парЫ ее шеек, а другой шток предназначен выводить крестовину из ШахтЫ по окончании обработки всех ее четырех шеек.
Такое конструктивное выполнение приспособления обеспечивает последовательную обработку двумя шлифовальными кругами обеих пар шеек крестовины, не выгружая ее со станка, что приводит к увеличению точно,сти обработки по сравнёнию с одновременно работающими четырьмя кругами в известных специальных станках, не позволяющих точно держать размер вследствие нерав-номерного износа.
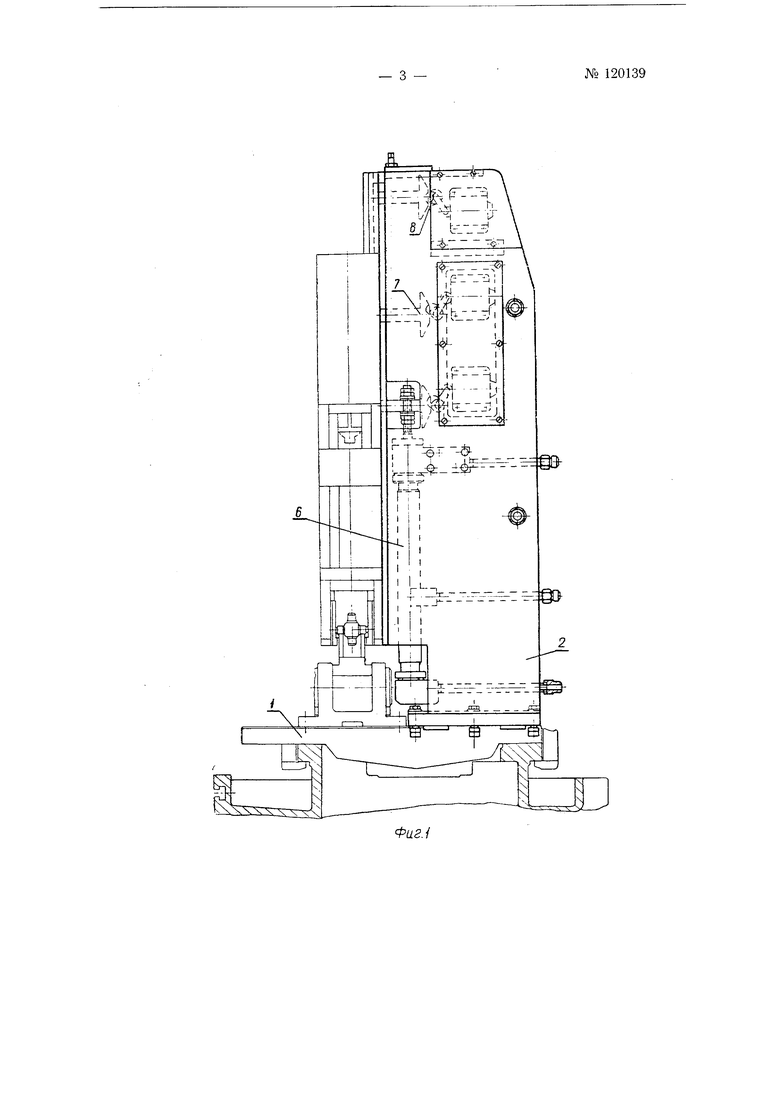
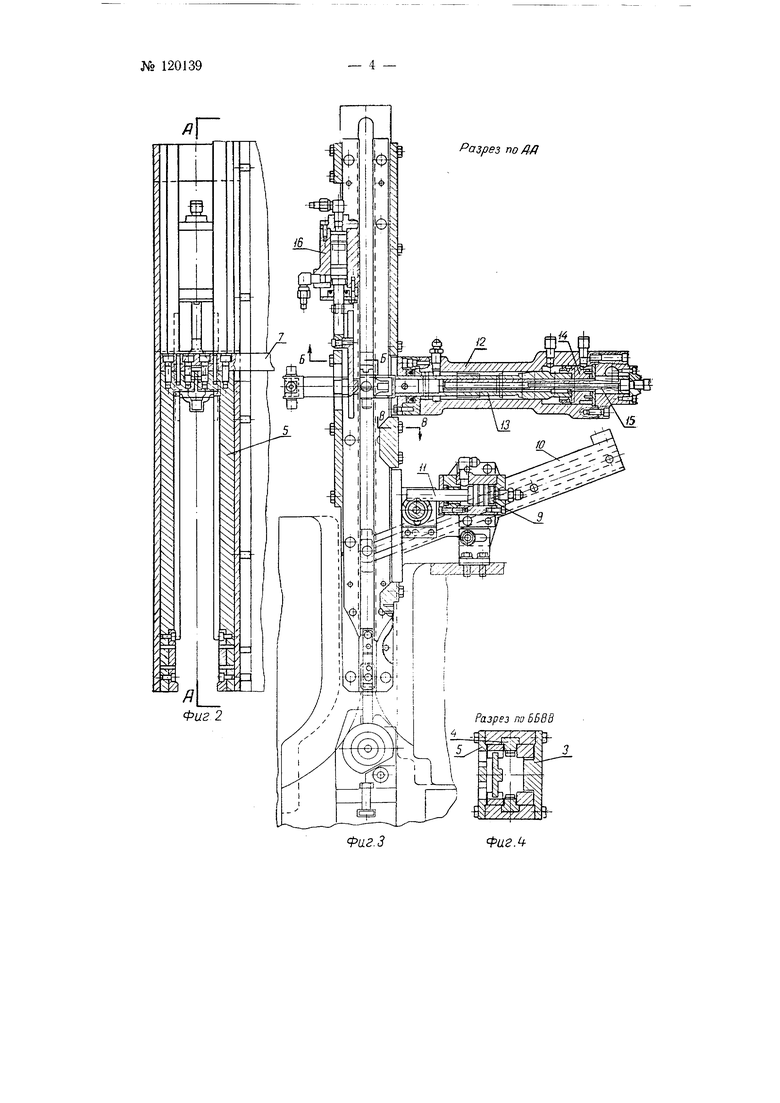
На фиг. 1 представлен вид сбоку предлагаемого приспособления; на фиг. 2 - вид спереди; на фиг. 3 - разрез по АА на фиг. 2; на фиг. 4 - разрез по ББ ВВ на фиг. 3; на фиг. 5 - схема работы предлагаемого приспособления.
К станине бесцентрово-шлифовального станка прикреплена вертикальная колонна 2. К передней части колонны 2 крепится шахта 3, имеющая направляющие 4 для гидравлического подъемника 5. Перемещение подъемника 5 вверх и вниз по шахте колонны осуществляется при помо№ 120139- 2 -
щи гидравлического привода 6, монтированного внутри колонны 2. На подъемнике 5 укреплен кулак 7, воздействующий на конечные выключатели 8. Механизм 9 загрузки имеет две стойки 10 с пазами для направления обрабатываемой детали. Отсекатель П подает на нож станка по одной подлежащей обработке крестовине.
Механизм поворота крестовины и. вывода ее из станка состоит из гидравлического цилиндра 12, в котором вмонтированы два штока 13 и 14; шток 13 через зубчато-реечную передачу 15 осуществляет поворот крестовины на 90°, а шток 14 выводит крестовину из :станка по окончании ее обработки.
Цилиндр 16 предназначен для открытия окна выноса обработанной крестовины.
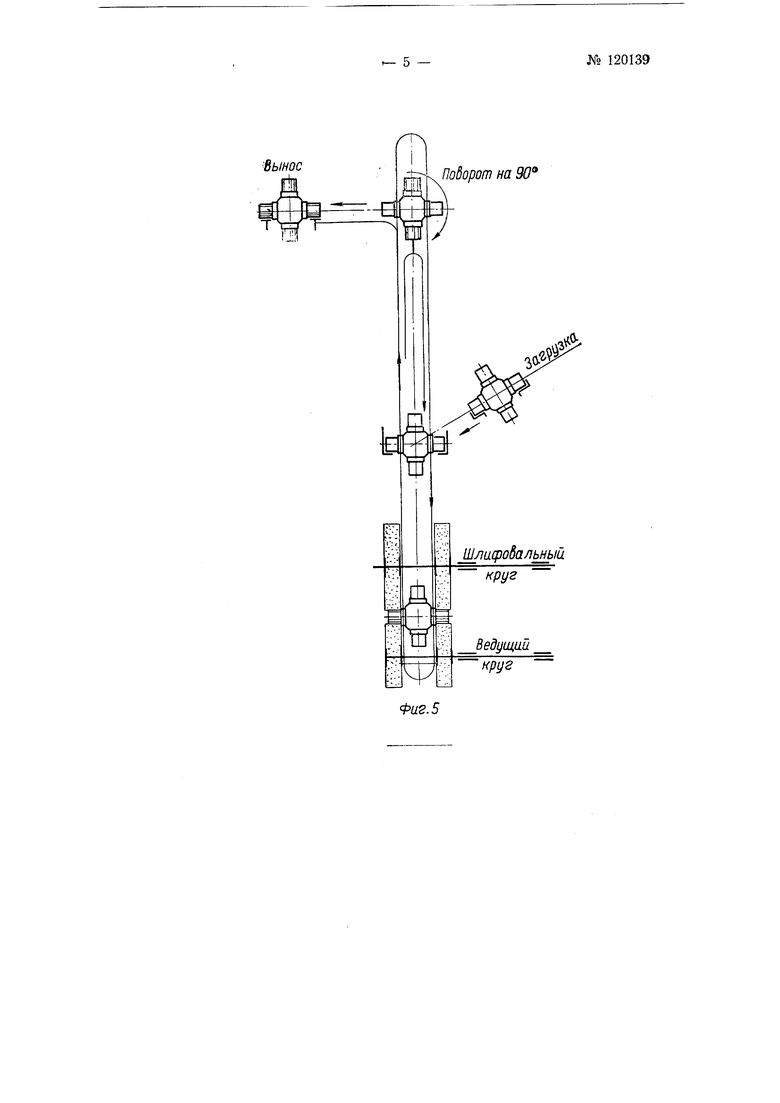
Приспособл.ение работает по следующему автоматическому циклу (фиг. 5.). Подъемник 5 находится в положении «загрузка. При включении кнопки в положение «работа подъемник начинает опускаться. В крайнем нижнем положении подъемника крестовина ложится на нож станка. В это же время конечный выключатель включает быстрый подвод шлифовальной бабки, а затем рабочую подачу.
После окончания перемещения и обработки одной пары шеек начинается быстрый отвод бабки, одновременно подъемник поднимается вверх.
Подъемник, дойдя до крайнего верхнего положения, нажимает на конечный выключатель, который обеспечивает ход крестовины вниз и ее Поворот на 90°. Дойдя до крайнего положения вниз, крестовина ложится на нож и происходит шлифование второй пары цапф.
После окончания шлифования дается команда на подъем вверх до позиции «вынос.
В это время цилиндр 16 перемещает задвижку, открывая окно для выноса обработанной крестовины. Шток 13 выносит ее из станка.
После возврата штока 13 подъемник опускается до позиции «загрузка, где механизм отсекателя подает одну крестовину на подъемник, и цикл повторяется.
Предмет изобретения
Приспособление к бесцентрово-шлифовальному станку для обработки щеек крестовины, например, кардана автомобиля с использованием загрузочного механизма, отличающееся тем, что, с целью осуществления последовательной обработки двумя шлифовальными кругами обеих пар шеек крестовины без выгрузки последней из станка и обеспечения этим увеличения точности обработки, применена устанавливаемая на станине станка вертикальная колонна с шахтой для гидравлического подъемника, предназначенного для первоначальной доставки из загрузочного устройства по одной крестовине на нож станка с обработкой одной пары ее шеек и последующего перемещения крестовины к гидравлическому цилиндру с двумя штоками, из которых один служит для поворота ее на 90° с обработкой второй пары ее шеек, а другой ялужит для вывода крестовины из шахты ло окончании зсей обработки.
IILJ
-Мц -ч
I----/J
.---4 лГ
Фаг.З
Фиг. Разрез по4Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство бесцентровошлифовального станка | 1971 |
|
SU485857A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Устройство для бесцентрового шлифования | 1980 |
|
SU1036496A1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ НЕСИММЕТРИЧНЫХ БОЧКООБРАЗНЫХ РОЛИКОВ | 1968 |
|
SU210694A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |