Известны шлифовальные станки для обработки наружных поверхностей колец метолом тангенциальной подачи.
Описываемый станок отличается применением передвижного ползуна, взаимодействующего с упорами бабки н несущего подвижные толкатель для подачи и захват для съема колец. Этим достигается полная автоматизация всего цикла обработки.
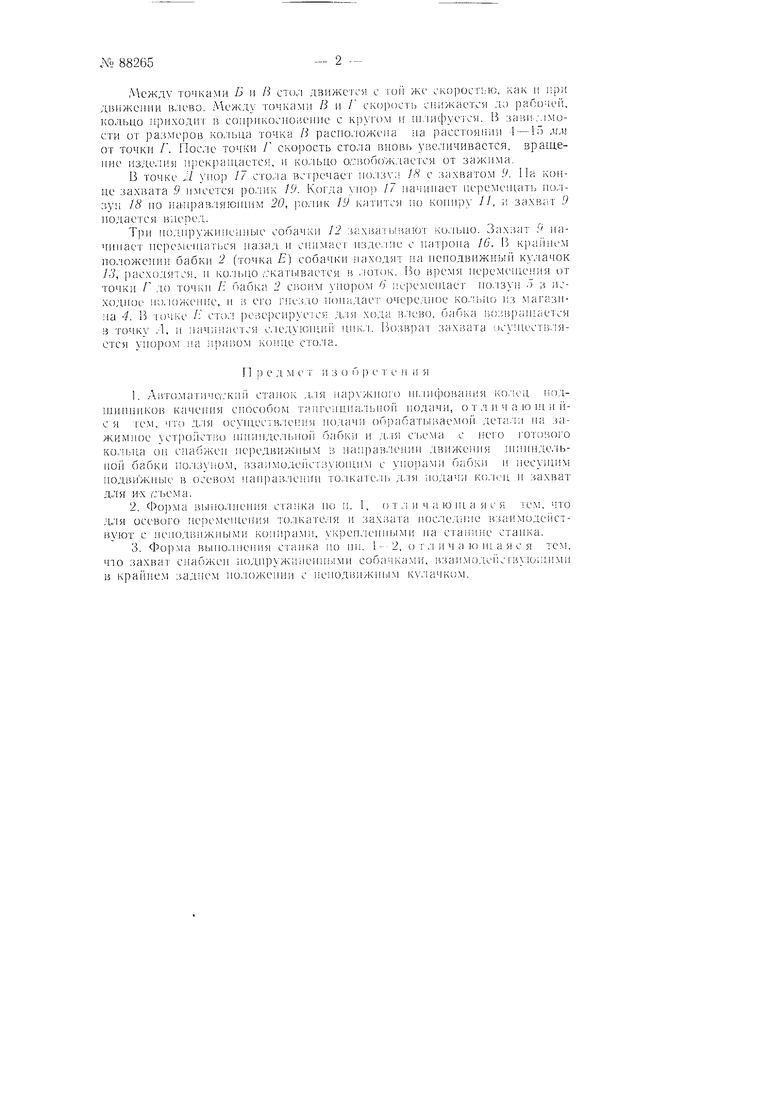
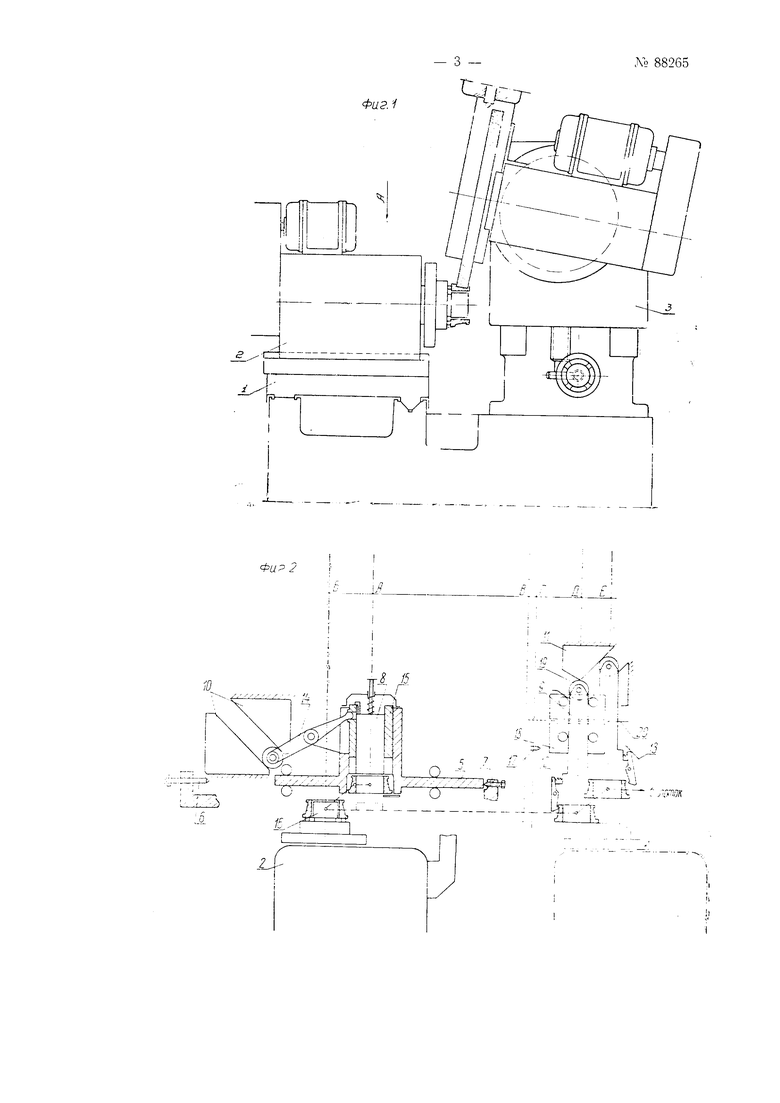
На фиг. 1 схематически изображен станок, общий вид; на фиг. 2- станок, вид :Ио стрелке /1 на фиг. 1 с частичным разрезом; на фиг. 3 - схема перемещения колец.
На станине станка установлен подвижный стол 1 со щпиндельно бабкой 2 и неподвижная щлифовальная головка 3. Нодача обрабатываемых деталей из магазииа 4 на зажимное устройство бабки 2 осуществ.ляется при помощи ползуна 5, подвижного в направлении движения бабки. Ползун, взаимодействующий с упорами 6 и 7 бабки, несет па себе подвижные в осевом направлении толкатель 8 для подачи колец и захват 9 для их ::ъема- Для осевого перемещения толкатель и захват взаимодействуют с неподвижными копирами 10 и }1. Захват снабжен подпружиненными собачками 12, взаимодействуюп;им1 в крайнем заднем по/южении с неподвижным кулачком 13. Размер шлифуемого изделия устапавливаетея вертикальным перемещением бабки 2. Прп быстром движении стола / влево (фиг. 2) бабка 3 в точке А своим упором 7 находит на ползун 5. Упор 7 устанавливается таким образом, чтобы н этот момепт щпиндель изделия и оеь толкателя 8 совпадали. Перемещаясь дальше вместе с бабкой 2, ползун 5 своим рычагом 14 находит па копир 10. Под воздействием копира рычаг поворачивается п перемещает втулку 15 и толкатель 8, который входит в поетуиивщее из магазина 4 кольцо и центрирует его. На раестоянии 6-8 мм от патр01 а 16 то.ткатель останавливается и дальше двигается только втулка 15, надеваюи1,ая кольцо на патрон. Затем происходит зажатие кольца, вращение изделия и реверс стола.
N2 88265
Между точками Б и В стол движется с loii же скоростью, как и при движении влево. Между точками /3 и / скорость снижается да рабочей, кольцо приходит в соирикосио1 еиие с кругом и и лифуется. К ai-ii.j.iMoсти от размеров кольца точка /i раеположеиа iia расстоянии -1 - 5 лглг от точки Г. После точки / ско1)остъ стола виов увеличивается, вращение изде. llpeкp aи aeтc, и ко,тьцо о-.свобождается от зажима.
В точке Л упор 17 сто,ла вст)ечает ио.тзхл 18 с за.хватом 9. Па конце захвата .9 имеется ро.шк 19. Когда уиоп 17 иачииает неремеии1ть иолзун 18 но наНрав.тяюшим 20, ролик /У 1 атится ио коци)у //, и захвггг 9 лодаетея вперед.
Три иоднружииеииые собачки 12 за.хваппшпо ко.дыю. Захват Р иачииает перемешаться иазад и снимает нзде.-|ие с нат|)она 16. К KpainieM ио.чожеии11 бабки 2 (точка Е) собачки находят на неиодвижпьп кулачок ), рас.ходятся, и ко,1ыю ;:кап,1вается к лоток. Во В1)емя иеремеше |я от точки Г до точки /; бабка. 2 ciioiiM упором 6 iicpe.Memaer ио.1зун .) ;i исходное ио,, н к eio гнез.ю иона.тает очере.чное ко. из ма1азииа 4. В точке /; сто. ре: ерси1Пс;Ся д.ли хода в.тево, воз.врашг тся в точку /1, и ;1ач иается c,u 4yioHuiii iuiK.i. озвра i)cymecTi.uiстся упором на ;ipaiU)M конце стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Приспособление к станкам глубокого сверления для автомагического управления работой сверла | 1958 |
|
SU117279A1 |
| Станок для сборки щитов деревянной тары | 1982 |
|
SU1117215A1 |
| Станок для последовательной насадки проволочных разрезных колец на шпули автоматических ткацких станков | 1952 |
|
SU99572A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок для обработки деталей | 1977 |
|
SU682355A1 |
| Полуавтомат для сборки сердечников электрических машин | 1986 |
|
SU1415337A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
Фаз.
л
Фаг 3
