Изобретение относится к пайке, в частности к способам пайки с контролем процесса нагрева, и может быть использовано в различных отраслях машиностроения при изготовлении паяных металлических изделий.
Целью изобретения является повьше ние качества паяных соединений за счет контроля состояния паяемых поверхностей.
На чертеже изображена принципиальная схема устройства, реализующего данный способ при контейнерной пайке в среде проточного аргона, активированного продуктами разложения КВГ.
Исследуемый образец 1 с навеской припоя размещают в металлическом контейнере 2. Образец 1, в свою очередь устанавливают на спеченной таблетке 3 из смеси порошков электроизоляционных материалов.
Токосъемник 4 подсоединяют непосредственно к образцу 1 и соединяют с положительной клеммой входа самопишущего измерителя тока 5, отрицательная клемма которого заземлена. Токосъемник 4 изолирован от корпуса заземленного контейнера с помощью заглушки 6. Температуру нагрева регистрируют с помощью термопары 7 и потенциометра 8. В чашку 9 засьшают порошок - активатор аргона. По центру чашки 9 устанавливают стакан 10 для очистки аргона посредством его пропускания через металлическую стружку Начало вьщержки образца 1 при температуре пайки отсчитывают от момента регистрации заданной величины тока утечки в измерительной цепи, полученной из предварительных опытов.
Физическая сущность способа состоит в том, что при нагреве металлического тела его поверхность под влиянием внешних воздействий (нагревания, потока фотонов, электронов и ионов) заряжается, что может быть зарегистрировано по величине тока утечки, проходящего через измеритель тока, положительная клемма входа которого соединена с объектом пайки, а отрицательиая - заземлена. Величина и знак регистрируемого тока зависят от интенсивности и направления теплового потока, вида и интенсивности об- лзгчения, а также от наличия на исследуемой поверхности посторонних при- месей, изменяющих ее энергетические свойства, т.е. от степени внешнего
воздействия и активации поверхности, которые определяют стабильность качества формирования паяных соединений. Слежение за указанной величиной
тока, особенно после нагрева объекта . пайки вьшге температуры плавления припоя, позволяет повысить точность ведения процесса пайки посредством отсчета вьодержки от момента регистрации заданной величины тока и, следовательно, заданной степени внешнего воздействия и активации паяемой поверхности. Применение заземлен ного экрана, охватывающего объект пайки,
обусловлено необходимостью защиты измерительной цепи от посторонних помех (например, от нагревателей электротермического оборудования) и стабилизации внешнего воздействия на
объект пайки.
t
Пример. Образец 1 из сплава
ЭП718 с размерами 40x40x2 мм и предварительно уложенной на нем навеской
припоя ВПр7 объемом 64 мм был размещен в металлическом контейнере 2, имеющем дополнительный защитный экран, на спеченной таблетке 3, изготовленной из смеси по,рошков нитрида бора и борной кислоты (4 : 1) и химически стойкой в атмосфере, содержащей продукты разложения КВГ . Образец соединяли токосъемником 4 (проволока диаметром 0,5 мм, материал - хромель Т) с положительной клеммой
входа самопишущего измерителя тока 5- (КСП-4 с входным сопротивлением 100 Ом), отрицательную клемму которого заземляли. В зоне нагрева, где . возможен контакт электроизоляционного материала с активизированной средой, токосъемник изолировали от корпуса заземленного контейнера с помощью заглушки 6, также спеченной из смеси порошков нитрида бора и борной кислоты, а вне указанной зоны - с помощью соломки для термопар из технической окиси алюминия. Температуру нагрева регистрировали с помощью термопары 7 и потенциометра 8. При подготовке
контейнера к пайке засыпали порошок активатора аргона (2 г) в свободный объем чашки 9, по центру которой установлен стакан 10 для очистки аргона посредством его пропускания через
металлическую стружку. Нагрев производили в электропечи сопротивления. Начало выдержки в течение 20 мин при температуре пайки отсчитьшали от момента регистрации заданной величины тока в измерительной цепи, которую определяли в предварительных опытах. При величине тока, равной 88 мкА,. фиксировали площадь растекания при- поя (177 мм) .
Предлагаемый способ гарантирует высокую точность ведения процесса пайки и стабильность качества паяных соединений, поскольку позволяет конт ролировать интенсивность внешнего воздействия и активацию поверхности объекта пайки как до момента расплавления припоя, так и после его достижения. Способ не требует йизуализа- ции процесса растекания припоя и моРедактор Л.Горват Заказ 2480/15
Составитель Ф.КоНопелько
Техред М.Ходанич Корректор Е.Рошко
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
жет быть испольэован для контроля процесса пайки материалов с металлическим типом электропроводности. Применение данного способа возможно с любым нагревательным оборудованием, в котором объект пайки может быть расположен внутри заземленной оболочки, охватывающей его, и которое дополнено несложшлми приспособлениями и доступными приборами для съема и регистрации электрического сигнала с объекта пайки. Поскольку информация о процессе пдйки поступает в вцде электрического сигнала, появляется возможность автоматизации процесса с помощью типовой автоматики.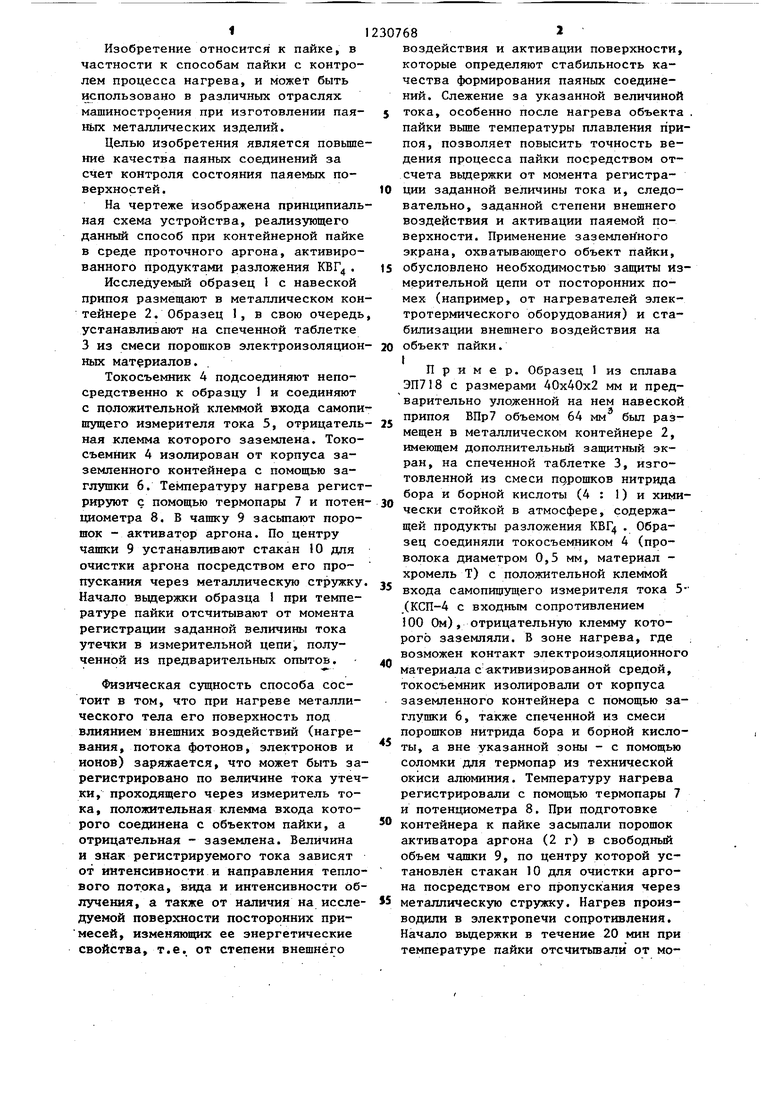
| название | год | авторы | номер документа |
|---|---|---|---|
| Газообразный флюс | 1983 |
|
SU1079389A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ | 2011 |
|
RU2468900C1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Флюс для пайки легированных сталей и сплавов | 1980 |
|
SU937119A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Способ пайки алюминия и его сплавов | 1987 |
|
SU1511033A1 |
| Композиционный припой | 1990 |
|
SU1745475A1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| Электрод для пайки | 1989 |
|
SU1754360A1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |