Изобретение относится к сварочной технике, в частности к способу сборки полупроводниковых приборов (п/п).
Целью изобретения является повышение качества сварных соединений и расширение технологических возможностей за обеспечения приварки пере1« гчек к заглубленным контактным площадкам.
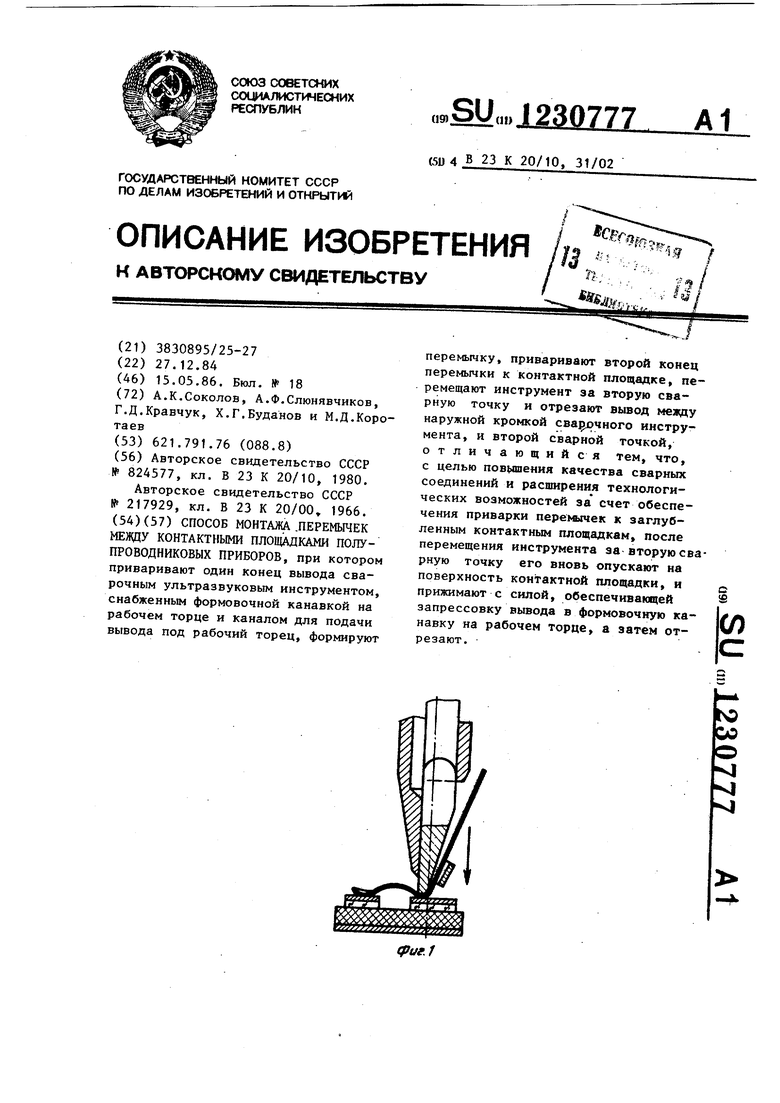
На.фиг.1-4 показана последовательность технологических операций при сварке перемычек предлагаемым способом .
Способ осуществляют следующим образом.
Алюминиевую ленту 1 заправляют под рабочую площадку сварочного инструмента 2, который подводят к месту сварки, к контактной площадке прибора, и опускают на нее с усилием.
В результате воздействия усилия происходит запрессовка в формовочную рсанавку 3 инструмента 2. Затем на Инструмент 2 подают импульс ультра- звукового колебания, в результате которого происходит создание 1-й сварной точки перемычки. После этого сварочное давление снимают. При движении сварочного инструмента 2 в сторону второй контактной площадки п/п прибора вывод вытягивают через наклонный паз 4 инструмента. Далее инструмент 2 опускают на 2-ю контактную площадку и создается сваэтом монтаж Перемычки заканчиНавают.
Пример . Алюминиевую ленту вывода марки А-995Д, сечением 250х Х18 мкм заправляют под рабочую площадку инструмента и запрессовывают, в формовочную канавку под действием усилия N 0,65 Н.
10
15
Затем инструмент опускают на контактную площадку, подают ультразвуковые колебания 2 мкм в течение времени Т 0,52 с и создают первую сварную точку.
Затем инструмент перемещают на вторую контактную площадку, подают ультразвуковой импульс, аналогичный по величине и продолжительности импульсу 1-й сварной точки. После об20 разования 2-й сварной точки инструмент перемещается за сварную точку, затем вновь опускают на контакную площадку с усилием, обеспечивающим запрессовку вывода в формовочную ка25 навку, а затем вывод отрезают.
Прочность сварных соединений при
этом способе Q
ОТР
15
10 Н.
30
Преимуществом предлагаемого способа является то, что в нем операция подачи вывода под рабочую площадку заменена на операцию укладки вывода. Это стало возможным благодаря изменению места операции отделения вывода
рочное давление. Затем подают ультра- 35 ° перемьшки. Предлагаемый способ звуковой импульс на инструмент ана- . обеспечивает точную укладку и фиксацию вывода
логичный по величине и продолжительности импульсу при создании 1-й сварной точки.
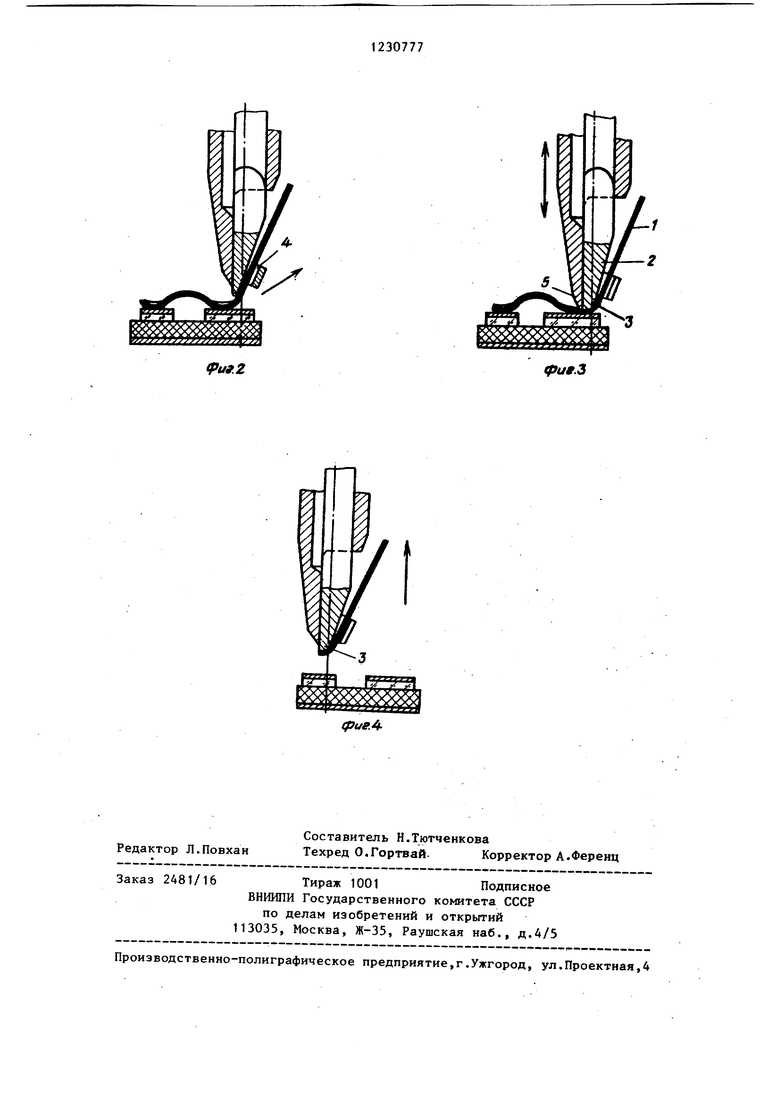
После образования 2-й сварной точки снимают сварочное давление и инструмент переводят за 2-ю сварну1о точку таким образом, чтобы режущая кромка ножа 5 инструмента 2 проходила по границе сварной точки. Затем инструмент опускают, создавая давление на вывод, под действием которого он запрессовывается в формовочную канавку 3.
После этого приводят в действие механизм ножа 5, который при помощи своей режущей кромки производит отделение вывода от перемычки. После этой операщш сварочный инструмент поднимают с запрессованным в формовочную канавку выводом.
в формовочной канавке после создания перемычки, что позволяет производить сварку перемычек вы4Q сокого качества. Кроме того, отпадает необходимость в механизме подачи вывода под рабочую площадку инструмента, наличие которого не позволяет производить сборку полупроводниковых
д5 приборов в корпусах с высокими траверсами и глубокими колодцами. Этот способ также может быть использован для создания перемычек из выводов различного профиля (ленточка, про
,„ волока) при сборке п/п приборов в корпусах с глубокими колодцами и высокими траверсами.
Предлагаемый способ позволяет значительно упростить электромеханическую часть сварочной установки и по55
высить ее работоспособность.
этом монтаж Перемычки заканчиНавают.
Пример . Алюминиевую ленту вывода марки А-995Д, сечением 250х Х18 мкм заправляют под рабочую площадку инструмента и запрессовывают, в формовочную канавку под действием усилия N 0,65 Н.
Затем инструмент опускают на контактную площадку, подают ультразвуковые колебания 2 мкм в течение времени Т 0,52 с и создают первую сварную точку.
Затем инструмент перемещают на вторую контактную площадку, подают ультразвуковой импульс, аналогичный по величине и продолжительности импульсу 1-й сварной точки. После образования 2-й сварной точки инструмент перемещается за сварную точку, затем вновь опускают на контакную площадку с усилием, обеспечивающим запрессовку вывода в формовочную канавку, а затем вывод отрезают.
Прочность сварных соединений при
этом способе Q
ОТР
15
10 Н.
Преимуществом предлагаемого способа является то, что в нем операция подачи вывода под рабочую площадку заменена на операцию укладки вывода. Это стало возможным благодаря изменению места операции отделения вывода
перемьшки. Предлагаемый способ обеспечивает точную укладку и фиксацию вывода
в формовочной канавке после создания перемычки, что позволяет производить сварку перемычек высокого качества. Кроме того, отпадает необходимость в механизме подачи вывода под рабочую площадку инструмента, наличие которого не позволяет производить сборку полупроводниковых
приборов в корпусах с высокими траверсами и глубокими колодцами. Этот способ также может быть использован ля создания перемычек из выводов различного профиля (ленточка, про
волока) при сборке п/п приборов в корпусах с глубокими колодцами и высокими траверсами.
Предлагаемый способ позволяет знаительно упростить электромеханическую часть сварочной установки и по
высить ее работоспособность.
«fuf.Z
фив.З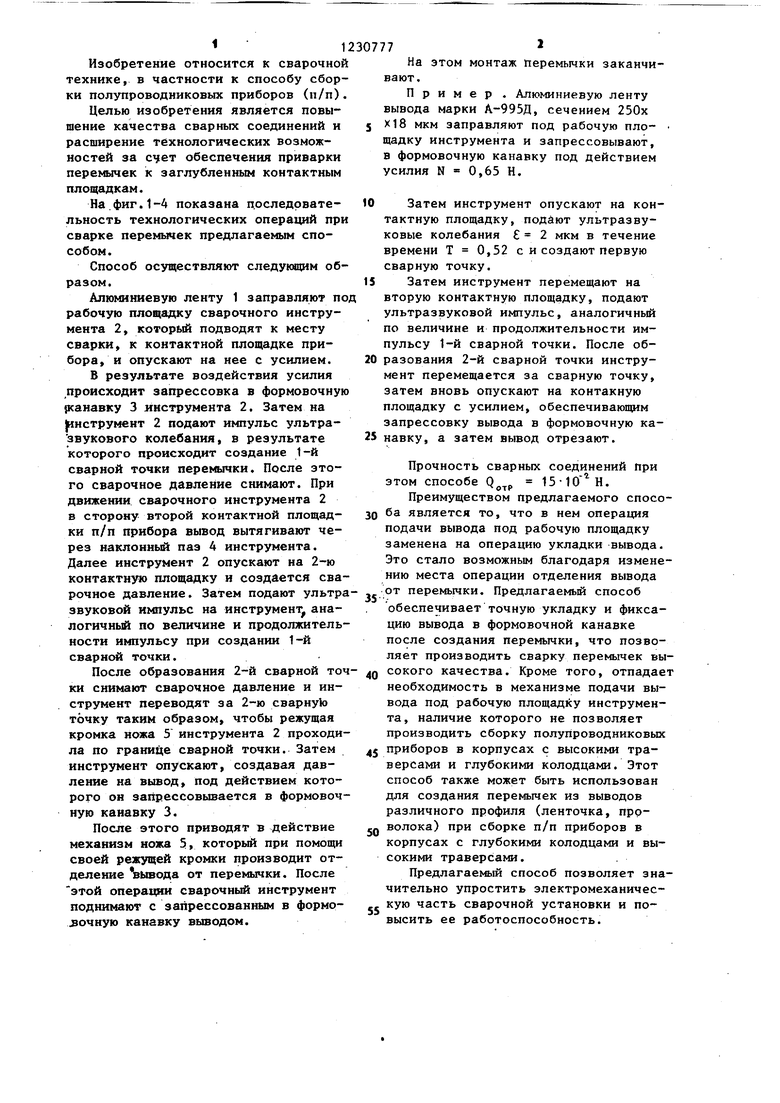
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ВЫВОДОВ К КОНТАКТНЫМ ПЛОЩАДКАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035281C1 |
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Способ проволочного монтажа полупроводниковых приборов | 1990 |
|
SU1764908A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Устройство для микросварки | 1978 |
|
SU667360A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Способ монтажа полупроводниковых приборов | 1983 |
|
SU1102154A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Способ монтажа полупроводниковых приборов | 1982 |
|
SU1042936A1 |
Редактор Л.Повхан
Составитель Н.Тютченкова
Техред О.Гортвай. Корректор А.Ференц
2481/16
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород, ул.Проектная,4
(pue.
| Авторское свидетельство СССР № 824577, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU217929A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
