Изобретение относится к сварке при изготовлении полупроводниковых приборов.
Известен способ монтажа полупроводниковых приборов, заключающийся в том, что совмещают и прнсоединя ьт сварочньгм инструментом конец проволоки к контактной площадке прибора,после осуществления сварки инструмент с проволокой поднимают вертикально на заданную высоту, меньшую половины вьг: соты перемычки, затем инструмент поднимают и одновременно горизонтально перемещают прибор к инструменту; достигнув рабочей высоты, превышающей высоту перемычки, инструмент останавливают, а прибор продолжают перемещать горизонтально до совмещения центра второй контактной площадки -с вертикальной осью инструмента, при этом проволоку все это время протягивают через инструмент, под второй контактV.
с
ной,площадкой ее зажимают губками, а затем вместе с- инструментом вертикально опускают и соединяют с второй контактной площадкой. При опускании проволоки, зажатой в губках, на вторую контактную площадку восходящий
to вертикальный участок перемычки наклоняется, а ее горизонтальный участок опускается. Перемычка имеет выпук01лую абстрактную форму.
Недостаток известного способа заключается в низком качестве монтажа, , так как возникают частые отрывы пе- . .ремычки в месте первой сварки. Это вызвано значительным утоньшением материала и подрезом проволоки в момент сварки.
Кроме того, в месте перехода проволоки к сварному соединению возникают микротрещины из-за многократных перегибов .привариваемой проволоки в || момент подъема инструмента от первойр
опускания к второй контактной плоадквс При подъеме проволоку отгиают вверх, а при опускании инструента ее отгибают под острым углом к контактной площадке.
Другой недостаток заключается в излишней затрате времени на предварительиьй подъем, опускание и перемещение инструмента по траектории, превьппающей по длине периметр перемычки. Необходимо также время на изменение направления перемещения iiHCTpyмента. Это приводит к потере производительности
Наиболее близким техническим решением к предлагаемому является способ монтажа полупроводниковых приборов, при котором поочередно присоединяют проволоку к контактным площадкам корпуса, при этом осуществляют формообразование перемычки, перемещая инструмент с протягиваемой проволокой с позиции первой сварки по траектории перемычки до верхней точки пе;ремычки, а затем опуская протягиваемую проволоку иа позицию второй сваркцсНедостаток известного способа заключается в низком качестве монтажа полупроводникового прибора, так как не обеспечивается стабильность получения формы удлиненных или укорог ченных перемычек (соответственно более 3 и менее 1,5 мм) Невозможность получения перемычек строгой, геометрической формы, а также его низкая производительность вызваны тем, что для формирования перемычек сварочный инструмент обегает по траектории, значительно превьшающей по св.оей длине периметр оболочки
Цель изобретения - повьшение качества монтажа полупроводниковых приборов
Цель достигается тем, что в способе монтажа полупроводниковых приборов, при котором поочередно присоединяют проволоку к контактным площадкам корпуса, при этом осуществляют формообразование перемычки, перемещая протягиваемую через инструмент проволоку с позиции первой сварки по траектории перемычки до верхней точки ; перемычки, а затем опуЬкая.ее на позицию второй сварки, в верхней точ1 ке перемычки протягиваемую проволоку фиксируют, а затем опускают на пози%; цию второй сварки по траектории пёремычки, вытягивая из инструмента с усилием, обеспечивающим пластическое деформирование.
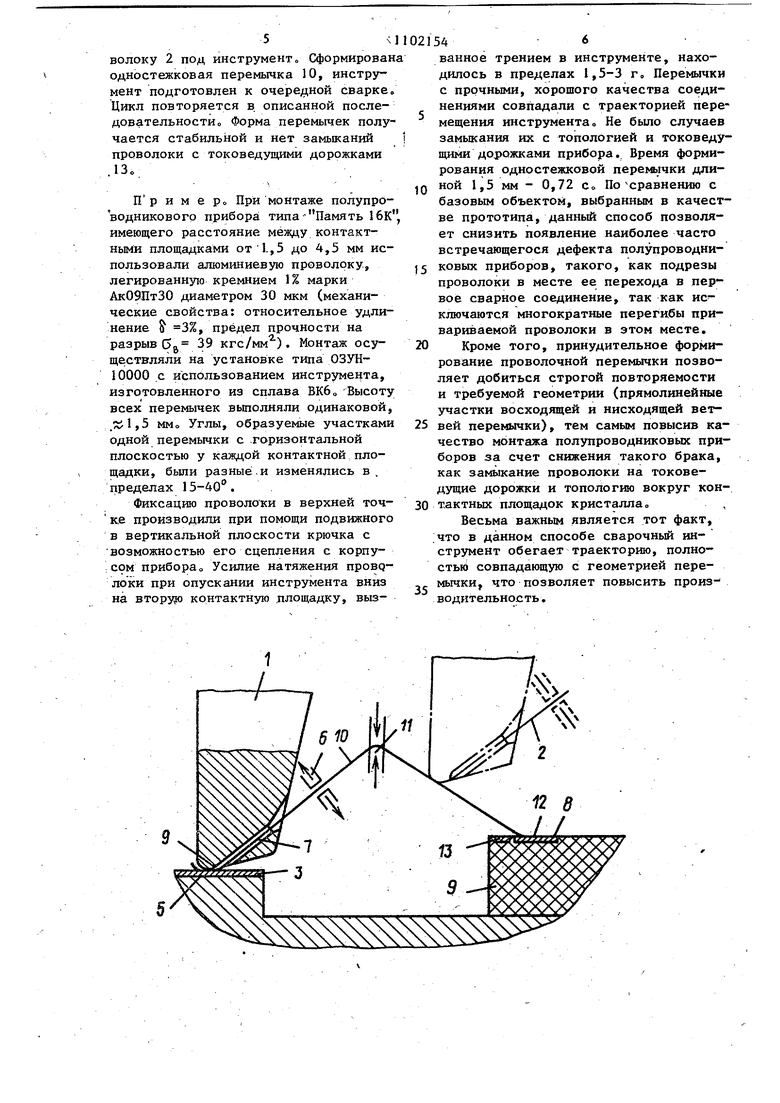
Изобретение иллюстрируется чертежом
Способ осуществляют следующим образом
Сварочный инструмент 1 вместе с проволокой 2 подводят и совмещают с контактной площадкой 3, например на корпусе прибора, и производят сварку первой сварочной точки 5 После этого губки 6 для подачи и обрыва привариваемой проволоки 2 разжимают, а инструмент поднимают вверх, протяггивая проволоку через .канал 7 инструмента Одновременно с подъемом, инструмента начинают перемещать горизонтально прибор в направлении к ин стрзменту При этом прибор с контактной площадкой 8 на кристалле 9 перемещают с такой скоростью, чтобы проволока 2 через инструмент протягивалась прямолинейно в направлении оси канала 7 инструмента После того как вытянули проволоку на необходимую высоту перемычки Ш, ее фиксирзтот, например дополнительными зажимными губками 11, которые неподвилдаы относительно корпуса 4 прибора, и начинают опускать инструмент 1 к второй контактной площадке на кристалле 8 с постоянньм протягиванием проволоки 2. При этом осуществляют натяжение проволоки, которое позволяет перегнуть ее в месте фиксации Усилие натяжения проволоки в зависимости от диаметра привариваемой проволоки создают или с помощью специального демпфера или оно может быть обусловлено трением проволоки в канале инструмента и о его рабочую площадку Это усилие должно обеспечивать пластическое деформирование проволоки При этом прибор горизонтально перемещают в направлении инструмента и образуют второй прямолинейный участок проволочной перемычки К моменту опускания инструмента контактная площадка 8 подойдет под него Затем производят вторую сварку 12 После этого расфиксируют перемычку slO (разжимают и отводят дополнительные губки 11), а проволоку 2 зажимают губками 6 для подачи и обрьша проволоки, отводят их от инструмента и обрывают проволоку Инструмент 1 отводят в исходное положение, а губки 6 подают про
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Способ монтажа полупроводниковых приборов | 1982 |
|
SU1042936A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Способ проволочного монтажа полупроводниковых приборов | 1990 |
|
SU1764908A1 |
| Устройство для микросварки | 1978 |
|
SU667360A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
СПОСОБ МОНТАЖА ПОЛУПРОВОД(НИКОВЫХ ПРИБОРОВ, при котором поочередно присоединяют проволоку к контактным площадкам корпуса, при этом осуществляют формообразование перемычки, перемещая протягиваемую через, инструмент проволоку с позиции первой сварки по траектории перемычки до верхней точки перемычки, а затем опуская ее на позицию второй сварки, отличающийся тем, что, с целью .повышения качества монтажа, в верхней точке протягиваемую проволоку фиксируют, а затем опускают на позицию второй сварки по траектории перемычки, вытягивая из инструмента с усилием, обеспечивающим ее пластическое деформирование.
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| i | |||
