Изобретение относится к сварке, а именно к устройствам для дуговой стыковой сварки изделий (полотнищ из листов, балок с продольными стыковыми швами и т.д.), и может быть испол зовано в любой отрасли промышленности о
Целью изобретения является повышение точности копирования свариваемого стыка.
Поставленная цель достигается использованием в установке копира, выставляемого параллельно стыку изделий за счет подвижных планок со стойками передвигаемых фиксаторами,и ложемента для изделия, состоящего из неподвижной и подвижной секций.
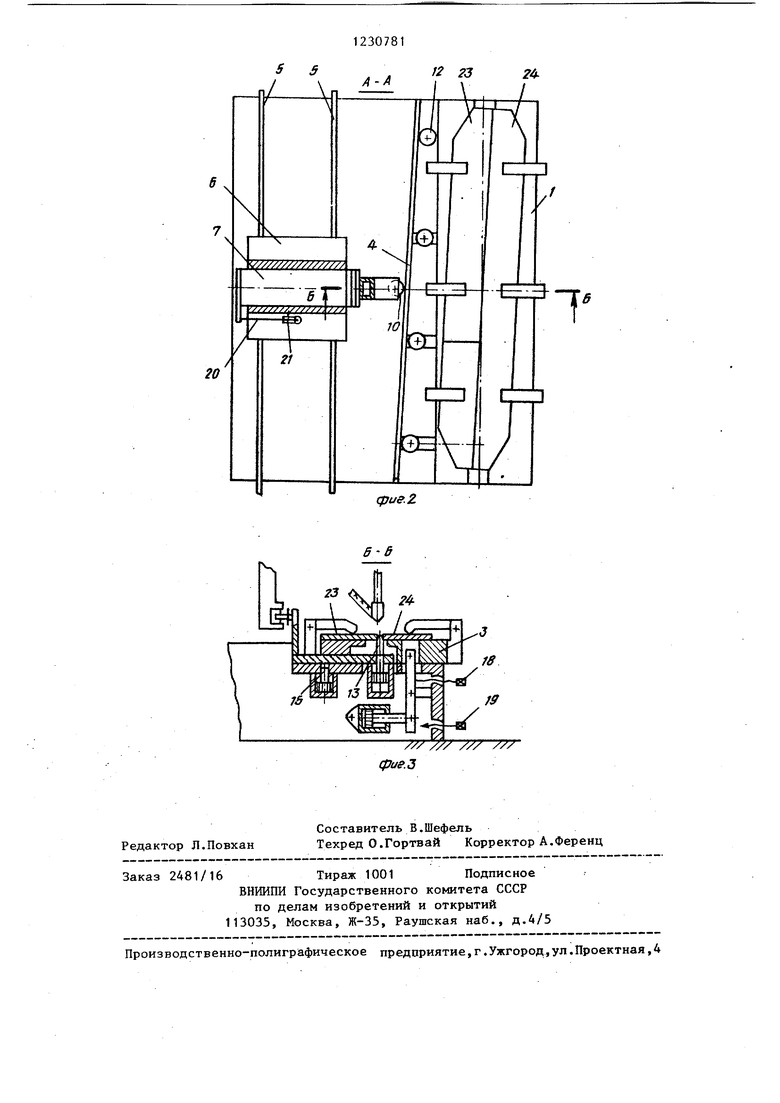
На фиг.1 представлена установка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.
Установка содержит основание 1 с неподвижной 2 и подвижной 3 секциями ложемента, копир 4 и смонтированную на направляющих 5 основания 1 передвижную тележку 6 с вьщвижной штангой 7, связанной с кронштейном 8, на котором закреплена сварочная головка 9 и копирный ролик 10.
На основании 1 установлены механизмы выставки копира 4 по свариваемому стыку, каждый иэ которых выполнен в виде подвижной планки 11 со стойкой 12, фиксатора 13 с приводом 14 и стопора 15 планки 11. Фиксатор 13с приводом 14 расположен на подвижной планке 11, а стопор 15 на основании 1.
Копир 4 юарнирно смонтирован на стойках i 2 и выполнен, например, в виде пластинчатойпрзтжины.На основании 1 установлен привод перемещения секции 3 ложемента, состоящий из пне вмоцилиндра 16 и рычага 17, шарнирно связанного с пневмоцилиндром 16 и (секцией 3) ложемента, а также ограничители 18 и 19 хода ложемента. Штанга 7 посредством троса 20, перекинутого через блок 21, связана с грузом 22 для обеспечения контакта между копиром 4 и копирным роликом 10.
Установка работает следующим образом.
Перед началом работы подвижная секция 3 ложемента находится в край
нем левом положении (исходное положение) . Свариваемые листы 23 и 24 укладывают соответственно на неподвижную 2 и подвижную 3 секции ложемента без зазора по стыку и зажимают. Включением пневмоцилиндра 16 через рычаг 17 перемещают секцию 3 ложемента до ограничителя хода 18.
При этом между кромками свариваемых листов 23 и 23 образуется зазор, величину которого задают ограничителем 18 хода.
Включают привод 14 и вводит фиксатор 13 в зазор между листами 23 и 24. При этом происходит с.мещение планок 11 со стойками 12, шарнирно связанными с копиром 4. Таким образом осуществляют выставку копира 4 относительно линии стыка свариваемых листов 23 и 24.
Включают стопор 15 и фиксируют планку 11 относительно основания 1.
Затем фиксатор 13 выводят из зазора между листами, а подвижную секцию 3 ложемента возвращают в исходное положение, определяемое ограничителем 19, при этом выбирается зазор между стыкуемыми листами.
Тележку 6 перемещают по направля- ющим 5 со сварочной скоростью и прог изводят сварку.
Слежение сварочной головки 9 за линией свариваемого стыка по всей его длине осуществляют за счет посто.- янного контакта копирного ролика 10 с копиром 4, который обеспечивается грузом 22, воздействующим на штангу 7 посредством троса 20, перекинутого через блок 21, перемещающим ее в на- правлении, перпендикулярном направлению сварки.
По окончании сварки тележку возвращают в первоначальное положение. На установке можно также выполнять стыковую сварку изделий с зазором. Отличие этой сварки от сварки
без зазора заключае.тся в том, что свариваемые листы 23 и 24 выставляют с зазором, величину которого за50 дают ограничителем 19 хода подвижной секции 3 ложемента.
Высокая точность копирования сварного шва повышает качество сварки и исключает ручные работы по устране55 нию дефектов.
cpue.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки криволинейных поверхностей | 1986 |
|
SU1411111A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2067518C1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| Устройство для сварки | 1989 |
|
SU1787727A1 |

Редактор Л.Повхан
Составитель В.Шефель
Техред О.Гортвай Корректор А.Ференц
Заказ 2481/16Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предариятие,г.Ужгород,ул.Проектная,4
/7//7/ /y/ /// Cpuf.3
| Чвертко А.И., Патон В.Е., Тимченко В.А | |||
| Оборудование для механи- зированной дуговой сварки и наплавки | |||
| М.: Машиностроение, 1981, с.157, рис | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
