. Л л 5571/ 23
ФиФ.Г
23
Изобретение относится к сварочному оборудованию, а именно к устройствам для сварки криволинейных поверхностей, и может быть использовано для сварки трубчатых конструкций типа велосипедных и мотоциклетных рам, а также для изготовления различных сварных конструкций химической, машиностроительной и других отраслей промышленности.
Цель изобретения - расширение технологических возможностей устройства и повышение качества сварки.
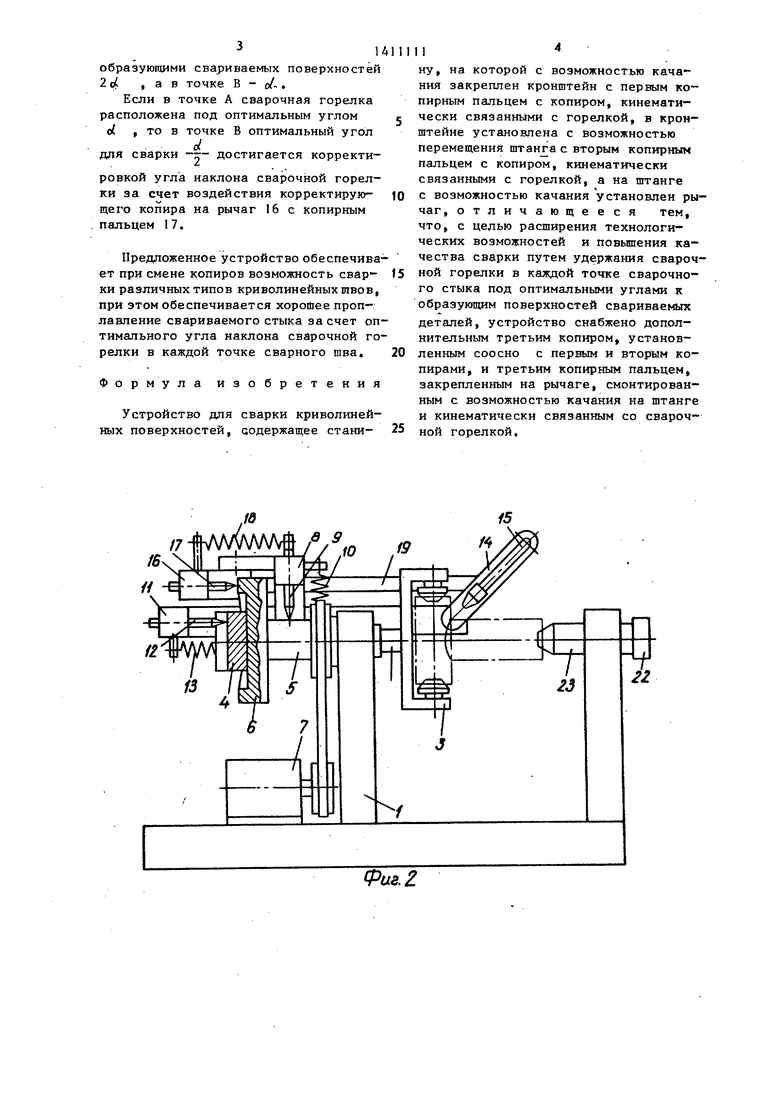
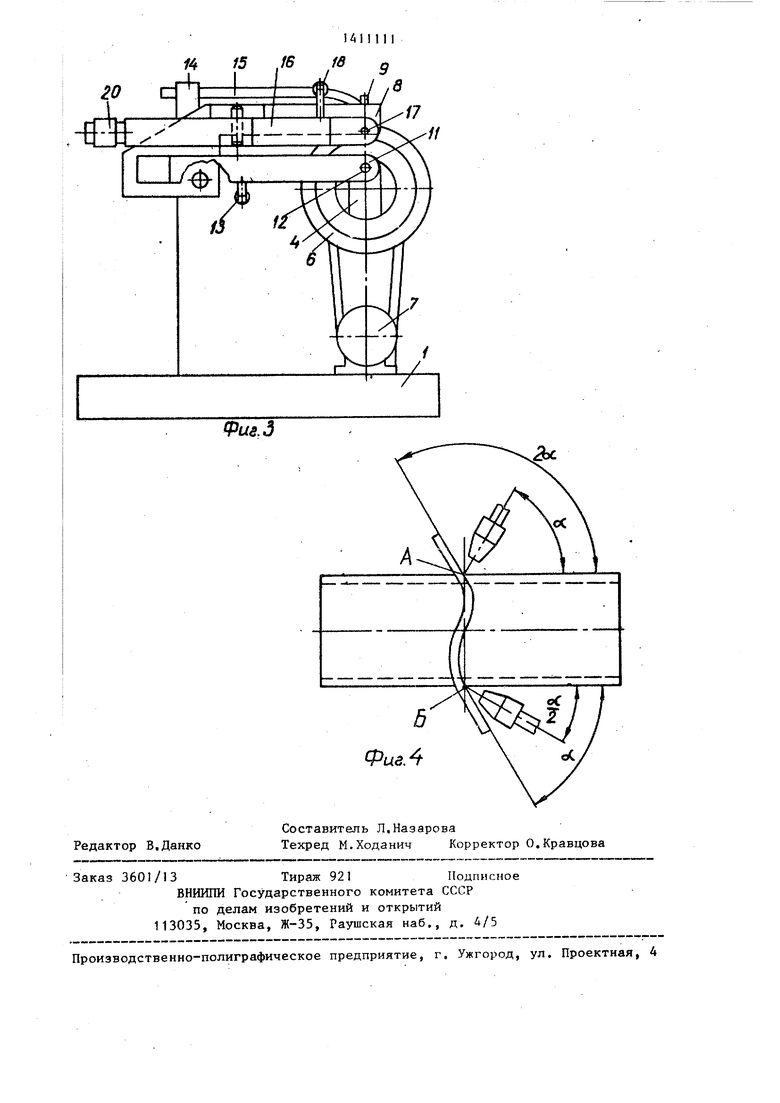
На фиг,1 изображено устройство, вид сверху; на фиг.2 - устройство, вид спереди; на фиг.З - устройство, вид сбоку; на фиг,4 - вариант свариваемого изделия, которое возможно сваривать посредством устройства,
На станине 1 установлен шпиндель 2, на одном конце которого неподвижно относительно шпинделя закреплен захват 3 для закрепления свариваемо - го изделия, на втором неподвижно и в одной фазе со свариваемым изделием закреплен первый 4 (горизонтального копирования), второй 5 (вертикального копирования) и корректирующий 6 копиры. Вращение шпинделя 2 осуществляется от привода 7. На станине закреплен с возможностью качания кронштейн 8, в который вмонтирован копирный палец 9, взаимодействующий с вертикальным копиром 5, прижи- маясь к нему пружиной 10, В кронштейне 8 установлена с возможностью перемещения штанга 1I, которая копирным пальцем 12 прижата к горизонтальному копиру 4 пружиной 13.
На противоположном конце штанги 1 установлен с возможностью качания рычаг 14, на котором закреплена сварочная горелка 15 так, чтобы точка сварки находилась на оси качания ры- чага 14, На кронштейне 8 с возможностью качания закреплен другой ры- чаг 16, который копирным пальцем 17 прижат к корректирующему копиру 6 пружиной 18, при этом оба рычага соединены между собой при помогт тяги 19 и поводков 20 и 21. Рычаг 16 может быть также установлен с возможностью качания и на станине 1, при этом в связь между двумя рычагами необходимо добавить еще одну степень свободы. Задняя бабка 22 расположена на станине и снабжена подвижным центром 23 „
Устройство работает следующим образом,
Во время сварки шпиндель 2 с изделием и копирами 4-6 вращается от привода 7, Копирный палец 9, скользя по вертикальному копиру 5, поворачивает кронштейн 8 со штангой 11 в вертикальной плоскости, а копирный палец 12, скользя по горизонтальному копиру 4, перемещает штангу II в горизонтальной плоскости. Вместе со штангой 11 перемещается рычаг 14 с закрепленной на нем сварочной горел-- кой 15, Таким образом, обеспечивается слежение за стыком свариваемых деталей в горизонтальном и вертикальном направлениях,
Копирный палец 17, скользя по корректирующему копиру 6, поворачивает рычаг 16, движение от которого через поводок 20, тягу 19 и поводок 21 передается рычагу 14, который поворачивается вместе со сварочной горелкой 15, при этом изменяется угол наклона сварочной горелки без изменения положения точки сварки. Угол наклона сварочной горелки 15 зависит от суммарного воздействия первого 4 и корректирующего 6 копиров на соответствующие копирные пальцы, При перемещении штанги 11 с копир- ным пальцем 12 от воздействия горизонтального копира 4 перемещается и установленный на штанге рычаг 14 с закрепленной на нем сварочной горелкой 15, угол наклона которой при этом изменяется, а корректируется угол наклона сварочной горелки до оптимального в каждой точке сва- рочного стыка от воздействия корректирующего копира на рычаг 16 с ко- пирным пальцем 17,
Возможны следующие варианты перемещения сварочной горелки: наклон в обе стороны без горизонтального пере мещения, движение в обе стороны без изменения угла наклона, движение в обе стороны с изменением угла наклона в любую сторону. Одновременно с этим при любом варианте движения в горизонтальной плоскости может добавляться движение в вертикальной плоскости. При сварке трубы, например, с изогнуть м листом по линии их пересечения (фиг.З) точки А и В сва- рочног о стыка расположены в одной плоскости, перпендикулярной оси вращения изделия. Б точке А угол между
U
образующими свариваемых поверхностей 2 с( , а в точке В - of,,
Если в точке А сварочная горелка расположена под оптимальным углом (f. , то в точке В оптимальный угол
d
для сварки --- достигается корректировкой угла наклона сварочной горелки за счет воздействия корректирую- щего копира на рычаг 16 с копирным пальцем 17.
Предложенное устройство обеспечивает при смене копиров возможность свар ки различных типов криволинейных швов, при этом обеспечивается хорошее проп- лавление свариваемого стыка за счет оптимального угла наклона сварочной горелки в каждой точке сварного шва,
Фор м у ла изобретения
Устройство для сварки криволинейных поверхностей, содержащее стани-
II4
ну, на которой с возможностью качания закреплен кронштейн с первым копирным пальцем с копиром, кинематически связанными с горелкой, в кронштейне установлена с возможностью перемещения штанга с вторым копирным пальцем с копиром, кинематически связанными с горелкой, а на штанге с возможностью качания установлен рычаг, отличающееся тем, что, с целью расширения технологических возможностей и повьшения качества сварки путем удержания сварочной горелки в каждой точке сварочного стыка под оптимальными углами к образующим поверхностей свариваемых деталей, устройство снабжено дополнительным третьим копиром, установленным соосно с первым и вторым копирами, и третьим копирным пальцем, закрепленным на рычаге, смонтированным с возможностью качания на штанге и кинематически связанным со сварочной горелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пересекающихся труб | 1984 |
|
SU1192929A1 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| Устройство для защиты от окисления кольцевых сварных швов | 1988 |
|
SU1590267A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
Изобретение относится к сварочному оборудованию, а именно к устройствам для сварки криволинейных поверхностей, и может быть использовано для сварки трубчатых конструкций типа велосипедных и мотоциклетных рам, а также для изготовления различных сварных конструкций химической, машиностроительной и других отраслей промышленности. Цель - расширение технологических возможностей устройства и повьшение качества сварки. Устройство содержит станину 1, шпиндель 2 с захватом 3 для закрепления свариваемого изделия на одном конце и с тремя копирами 4,5,6 на другом, три копирных пальца 9,12,17, кинематически связанных с горелкой 15. Устройство обеспечивает хорошее проплавление свариваемого стыка за счет оптимального угла наклона сварочной горелки в каждой точке сварно- с го шва, который корректируется от воздействия третьего копира 6 с кожухом пальцем 17. 4 ил. (Л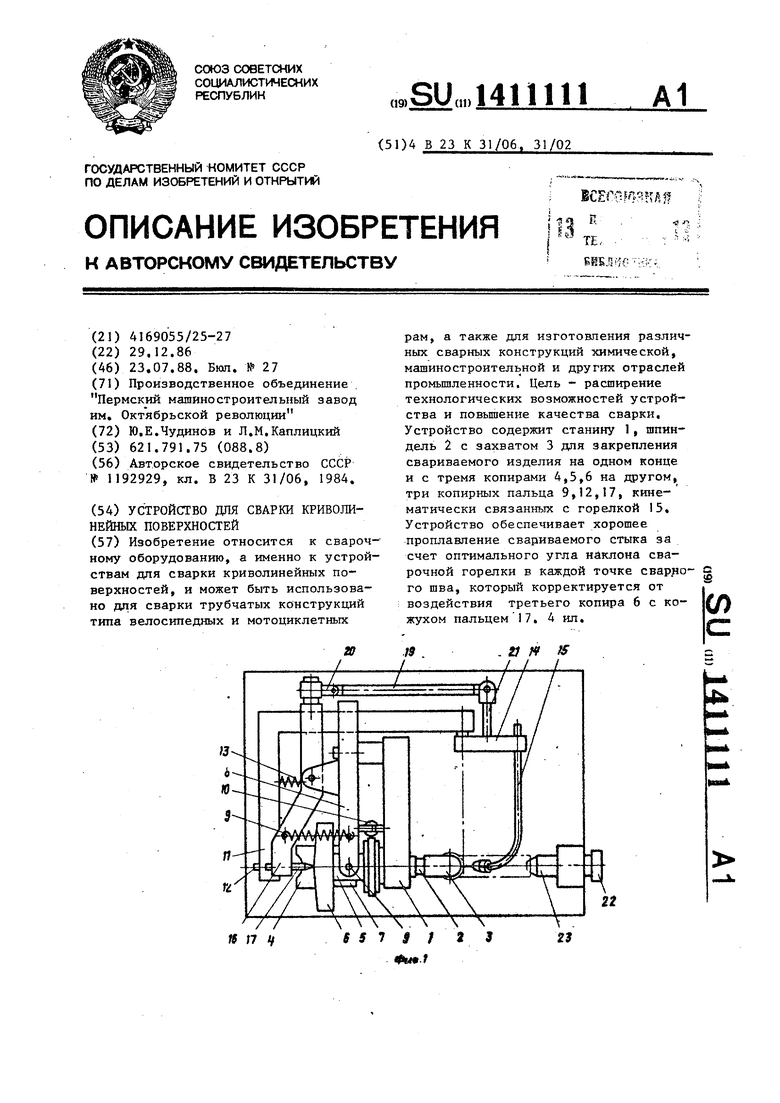
/7
/
-i|WV A/WVft
/5
Фиг.1
zo d
w.J
5
/7
.
| Устройство для сварки пересекающихся труб | 1984 |
|
SU1192929A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
