Изобретение относится к волочильному производству.
Цель изобретения - упрощение конструкции стана.
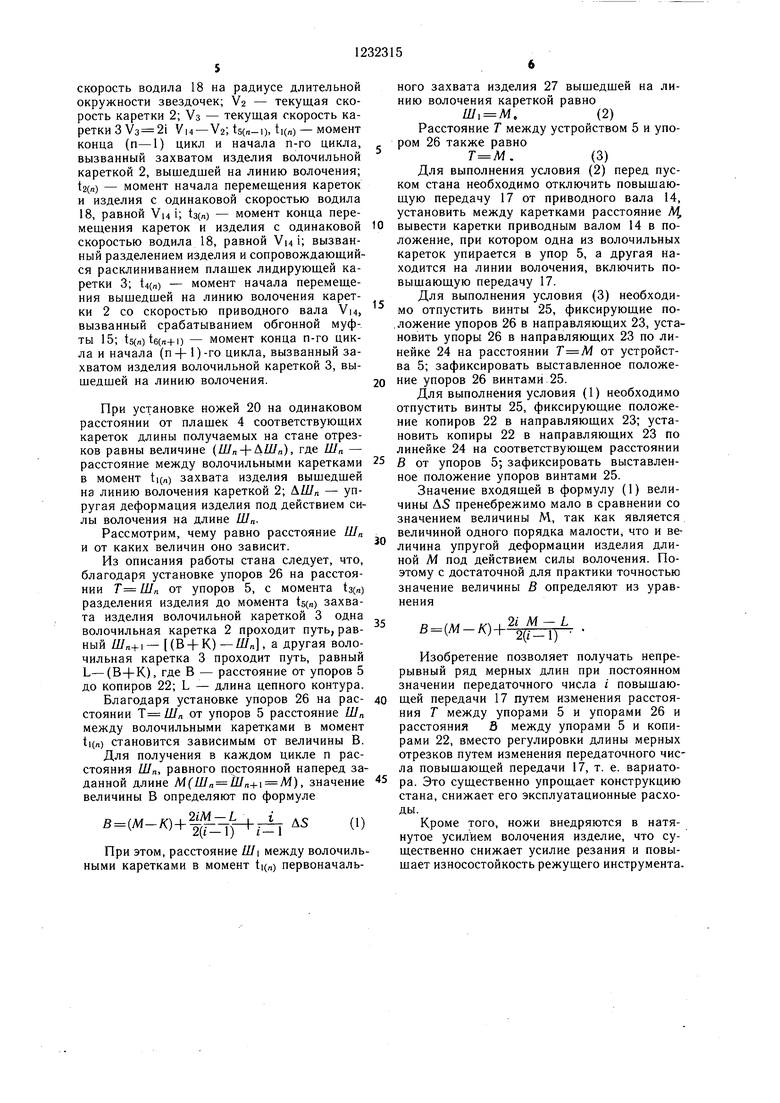
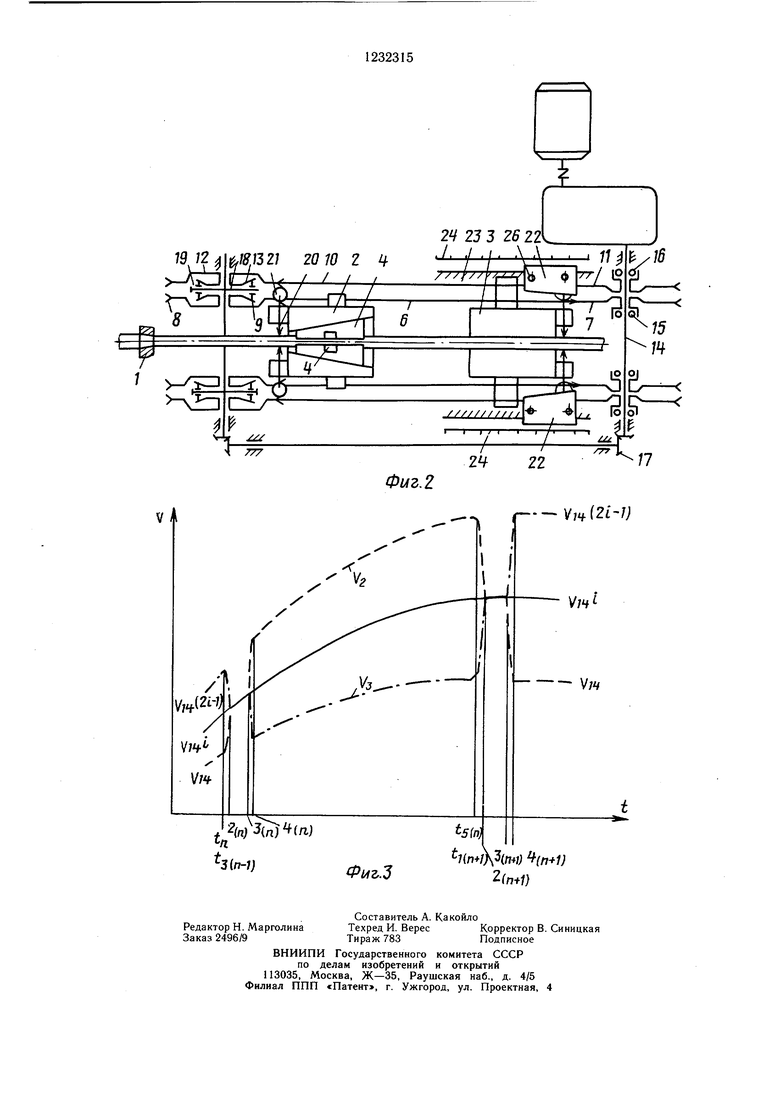
На фиг. 1 изображен волочильно-отрез- ной стан; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - циклограмма изменения скорости волочильных кареток в процессе работы стана.
Волочильно-отрезной стан содержит воло кодержатель с волокой 1, две волочильные каретки 2 и 3 с клиновыми плашками 4, устройство для предварительного захвата изделия волочильными каретками, выполненное в виде стационарных упоров 5, обеспечивающих подвод плащек к изделию, две цепные передачи, одна из которых состоит из бесконечных цепей 6, огибающих дальние 7 и ближние 8 от волоки звездочки, снабженные зубчатыми венцами 9, а другая - из бесконечных цепей 10, огибающих дальние от волоки 11 и ближние от волоки 12 звездочки, снабженные зубчатыми венцами 13. Звездочки 7, 8, 11 и 12 имеют одинаковый диаметр. Волочильная каретка 2 закреплена на цепях 6 одной цепной передачи, а волочильная каретка 3 - на цепях 10 другой цепной передачи. Дальние от волоки 1 звездочки 7 и 11 связаны с приводным валом 14 посредством обгонных муфт, соответственно 15 и 16, допускающих вращение звездочек 7 и 11 по ходу часовой стрелки относительно приводного вала 14. Ближние от волоки звездочки 8 и 12 связаны с приводным валом 14 посредством повышающей передачи 17 с постоянным передаточным числом, водила 18 и сателлитов 19. Сателлиты 19 одновременно зацеплены с зубчатыми венцами 9 и 13 звездочек 8 и 12 разных цепных передач.
На волочильных каретках 2 и 3 закреплены ножи 20, взаимодействующие при перемещении кареток посредством роликов 21 с копирами 22. Для получения на стане отрезков произвольной мерной длины стан снабжен средством регулировки длины мерных отрезков, выполненных в виде направляющих 23 с линейкой 24, параллельных оси волочения, в которых с возможностью продольного перемещения установлены снабженные фиксаторами, выполненными в виде зажимных винтов 25, копиры 22, обеспечивающие внедрение ножей в изделие, и упоры 26, обеспечивающие подвод плашек к изделию 27.
Стан работает следующим образом.
Изделие 27 задается в волоку 1 на длину, достаточную для его захвата волочильными каретками 2 и 3 в зоне упоров 5. Приводной вал 14 вращается по ходу часовой стрелки.
Вращаясь, приводной вал 14 посредством повышающей передачи 17, водила 18, сателлитов 19 и зубчатых венцов 19 и 14 вза
имодействуют с ближними от волоки 1 звездочками 8 и 12.
Поскольку зубчатые венцы 9 и 13 звездочек 8 и 12, сателлиты 19 и водило 18 образуют дифференциальную передачу, посредством которой звездочки 8 и 12 разных цепных передач связаны с приводным валом 14, скорости вращения ближних от волоки 1 звездочек не определены. При этом сумма скоростей вращения звездочек 8 и 12 разных цепных передач определена, равна удвоенной скорости вращения водила 18 и благодаря наличию повыщающей передачи
17между приводным валом 14 и водилом
18больше скорости вращения приводного вала 14.
Вращаясь, приводной вал 14 посредством обгонных муфт 15 и 16 взаимодействует также и с дальними от волоки 1 звездочками 7 и 11.
Поскольку обгонные муфты 15 и 16 до- 0 пускают вращение звездочек 7 и 11 по ходу часовой стрелки относительно приводного вала 14, приводной вал 14 определяет лишь минимальную скорость вращения дальних от волоки звездочек 7 и 11, не препятствуя их вращению со скоростью, большей скорости 5 вращения приводного вала 14. Вращение от одних одноименных звездочек в каждой цепной передаче посредством соответствующих цепей передается другим одноименным звездочкам.
Поскольку диаметры звездочек одинаковы, а цепи имеют практически неизменный контур, скорости вращения звездочек в каждой цепной передаче равны.
Перечисленные ограничения, накладываемые на скорости вращения звездочек кинематическими связями, имеющими место в предлагаемой конструкции, приводят к тому, что скорости вращения звездочек в каждой цепной передаче практически равны и не меньше скорости вращения приводного вала 14. При этом скорости вращения звездочек разных цепных передач связаны определенной зависимостью, а именно, сумма скоростей звездочек разных цепных передач равна удвоенной скорости водила 18.
Скорости волочильных кареток 2 и 3 соответствуют скоростям звездочек тех цепных передач, к цепям которых каретки крепятся. Поэтому скорости кареток не меньше скорости приводного вала на радиусе делительной окружности звездочек и связаны между собой определенной зависимостью, а именно сумма скоростей волочильных кареток 2 и 3 равна удвоенной скорости водила 18 на радиусе делительной окружности звездочек.
Перемещаясь со скоростью, не меньшей скорости приводного вала 14, одна из во- 5 лочильных кареток, например каретка 2, попадает в зону упоров 5. Клиновые плашки 4 наезжают на подпружиненный упор 5 и захватывают изделие 27.
0
5
0
5
0
После захвата изделия 27 на волочильную каретку 2 действует сила волочения, под действием которой скорость волочильной каретки 2, если она больше скорости приводного вала 14, уменьшается.
Уменьшение скорости волочильной ка- ретки 2 продолжается до тех пор, пока она не сравняется со скоростью приводного вала 14. После этого срабатывает обгонная муфта 1.5, передавая усилие с приводного вала 14 на волочильную каретку 2 посред- ством дальней от волоки звездочки 7 и цепей 6. Сила волочения оказывается уравновешенной и замедление волочильной каретки 2 прекращается. Процесс волочения изделия 27 кареткой 2 ведется со скоростью приводного вала 14.
Ввиду того, что скорость волочильной каретки 2 связана со скоростью волочильной каретки 3 известным отношением, уменьшение скорости каретки 2 до скорости приводного вала 14, а затем дальнейшее ее перемещение с этой скоростью сопровождается увеличением скорости каретки 3 до скорости заведомо больщей скорости приводного вала 14 и определенной значениями скорости приводного вала 14 и передаточного числа повышающей передачи 17, а за- тем дальнейшим перемещением каретки 3 с упомянутой скоростью.
При определенных значениях скорости приводного вала 14 и передаточного числа повыщающей передачи 17, во время пере- мещения каретки 2 со скоростью приводного вала 14 скорость волочильной каретки 3 такова, что,где бы каретка 3 не находилась в момент захвата изделия 27 кареткой 2, она оказывается в зоне упоров 5 раньше, чем каретка 2 оказывается в зоне дальних от волоки I звездочек 7.
Оказавшись в зоне упоров 5, волочильная каретка 3 наезжает своими клиновыми плашками 4 на подпружиненный упор 5 и, ввиду того, что скорость каретки 3 больше скорости каретки 2 и волочимого ею изделия 27, захватывает изделие.
Участок изделия 27, зажатый плашками каретки 3, приобретает ее скорость. Участок изделия, зажатый плашками каретки 2, продолжает перемещаться со скоростью во- лочильной каретки 2. Разница в скоростях волочильных кареток, а также инертность последних приводят к тому, что волочильная каретка 3 вместе с зажатым в ней участком изделия продолжает догонять волочильную каретку 2 с заклиненным в ней другим участком изделия 27.
По мере сближения кареток 2 и 3 происходит выборка упругой деформации изделия 27 на участке между каретками 2 и 3. Выборка упругой деформации изделия воло- чильными каретками сопровождается постепенным нагружением волочильной каретки 3 силой волочения и, соответствующим нагружению, разгружением волочильной каретки 2 от силы волочения.
Под действием силы, постепенно нагружающей волочильную каретку 3 в процессе выборки упругой деформации изделия, скорость каретки 3 падает, а скорость каретки 2, ввиду наличия дифференциальной связи между скоростями кареток, возрастает. Наконец, наступает момент, когда скорости волочильных кареток 2 и 3 выравниваются и их сближение прекращается.
При установке упоров 26 на расстоянии Т от упоров 5, равном расстоянию между волочильными каретками в момент захвата изделия кареткой 2, расклинивание плашек лидирующей каретки 3 в процессе захвата изделия кареткой 2 не происходит. При этом, наличие дифференциальной связи между волочильными каретками приводит к равному распределению усилия волочения между ними. В результате, с момента захвата изделия 27 вышедщей на линию волочения кареткой 2 до момента его разделения, волочение изделия 27 ведется одновременно двумя каретками 2 и 3.
Резка и окончательный перехват изделия волочильными каретками осуществляются при наезде роликов 21 ножей 20 на копиры 22. При этом ножи внедряются в накинутое усилием волочения изделие. Под действием силы волочения изделие 27 разделяется. Плащки лидирующей каретки 3 расклиниваются, в результате чего выщедшая на линию волочения каретка 2 в единственном числе ведет волочение.
Под действием силы волочения скорость каретки 3 продолжает падать до тех пор, пока не сравняется со скоростью приводного вала 14. После этого срабатывает обгонная муфта 16, передавая усилие с приводного вала 14 на волочильную каретку 3 посредством дальних от волоки звездочек 11 и цепей 10. Сила волочения оказывается уравновешенной и замедление волочильной каретки 3 прекращается. Процесс волочения изделия 27 кареткой 3 ведется со скоростью приводного вала 14.
Ввиду наличия известной дифференциальной связи между скоростями волочильных кареток, уменьшение скорости каретки 3 до скорости приводного вала 14, а затем дальнейшее ее перемещение с этой скоростью сопровождается увеличением скорости каретки 2 до известной скорости, заведомо большей скорости приводного вала 14, и дальнейшим перемещением каретки 2 с этой скоростью до подпружиненного упора 5.
Далее описанный цикл повторяется.
Кинематику описанного процесса можно охарактеризовать циклограммой, представленной на фиг. 3, где Vu - скорость приводного вала 14 на радиусе делительной окружности звездочек; i - передаточное число повышающей передачи 17 (); Vi4 i -
скорость водила 18 на радиусе длительной окружности звездочек; V2 - текущая скорость каретки 2; Уз - текущая скорость каретки 3 Vi4-V2; t5(), ti(n) - момент конца (п-1) цикл и начала п-го цикла, вызванный захватом изделия волочильной кареткой 2, вышедщей на линию волочения; t2(n) - момент начала перемещения кареток и изделия с одинаковой скоростью водила 18, равной Vu i; з(п) - момент конца перемещения кареток и изделия с одинаковой скоростью водила 18, равной VH i; вызванный разделением изделия и сопровождающийся расклиниванием плащек лидирующей каретки 3; t4(n) - момент начала перемещения выщедшей на линию волочения каретки 2 со скоростью приводного вала Vu, вызванный срабатыванием обгонной муфты 15; t5(n) 1б(п+|) - момент конца п-го цикла и начала (n-j- 1)-го цикла, вызванный захватом изделия волочильной кареткой 3, вышедщей на линию волочения.
При установке ножей 20 на одинаковом расстоянии от плащек 4 соответствующих кареток длины получаемых на стане отрезков равны величине (ZZ/n + AZi/n), где Шп - расстояние между волочильными каретками в момент ti(n) захвата изделия выщедщей на линию волочения кареткой 2; Д///„ - упругая деформация изделия под действием силы волочения на длине Ш„.
Рассмотрим, чему равно расстояние Ш„ и от каких величин оно зависит.
Из описания работы стана следует, что, благодаря установке упоров 26 на расстоянии Т Шп от упоров 5, с момента taw разделения изделия до момента t5(n) захвата изделия волочильной кареткой 3 одна волочильная каретка 2 проходит путь, равный Шп+ - (В + К) -Шп, а другая волочильная каретка 3 проходит путь, равный L-(В+К), где В - расстояние от упоров 5 до копиров 22; L - длина цепного контура.
Благодаря установке упоров 26 на рас- стоянии от упоров 5 расстояние Шп между волочильными каретками в момент ti(n) становится зависимым от величины В.
Для получения в каждом цикле п расстояния Шп, равного постоянной наперед заданной длине М(Шп й1п+ М), значение величины В определяют по формуле
R - IM л-л I 2Ш -L
В-(М-К) + г-
1
AS
при этом, расстояние Ш между волочильными каретками в момент ti(n) первоначаль1020
25
40
30
35
ного захвата изделия 27 выщедщей на линию волочения кареткой равно
Ш, М,(2)
Расстояние Т между устройством 5 и упором 26 также равно
.(3)
Для выполнения условия (2) перед пуском стана необходимо отключить повыщаю- щую передачу 17 от приводного вала 14, установить между каретками расстояние М, вывести каретки приводным валом 14 в положение, при котором одна из волочильных кареток упирается в упор 5, а другая находится на линии волочения, включить по- выщающую передачу 17.
Для выполнения условия (3) необходимо отпустить винты 25, фиксирующие по- .ложение упоров 26 в направляющих 23, установить упоры 26 в направляющих 23 по линейке 24 на расстоянии от устройства 5; зафиксировать выставленное положение упоров 26 винтами 25.
Для выполнения условия (1) необходимо отпустить винты 25, фиксирующие положение копиров 22 в направляющих 23; установить копиры 22 в направляющих 23 по линейке 24 на соответствующем расстоянии В от упоров 5; зафиксировать выставленное положение упоров винтами 25.
Значение входящей в формулу (1) величины AS пренебрежимо мало в сравнении со значением величины М, так как является величиной одного порядка малости, что и величина упругой деформации изделия длиной М под действием силы волочения. Поэтому с достаточной для практики точностью значение величины В определяют из уравнения
д((-Т)-
Изобретение позволяет получать непрерывный ряд мерных длин при постоянном значении передаточного числа / повыщаю- щей передачи 17 путем изменения расстояния Т между упорами 5 и упорами 26 и расстояния В между упорами 5 и копирами 22, вместо регулировки длины мерных отрезков путем изменения передаточного числа повыщающей передачи 17, т. е. вариатора. Это существенно упрощает конструкцию стана, снижает его эксплуатационные расходы.
Кроме того, ножи внедряются в натянутое усилием волочения изделие, что существенно снижает усилие резания и повы- щает износостойкость режущего инструмента.
777
2 22
;
.2
f (п)3()) n
3(П П
Фиг. З
tV,4f2i-/;
Vw
5(п)
7((т;; () 2(m1)
Редактор Н. Марголина Заказ 2496/9
Составитель А. Какойло
Техред И. ВересКорректор В. Синицкая
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4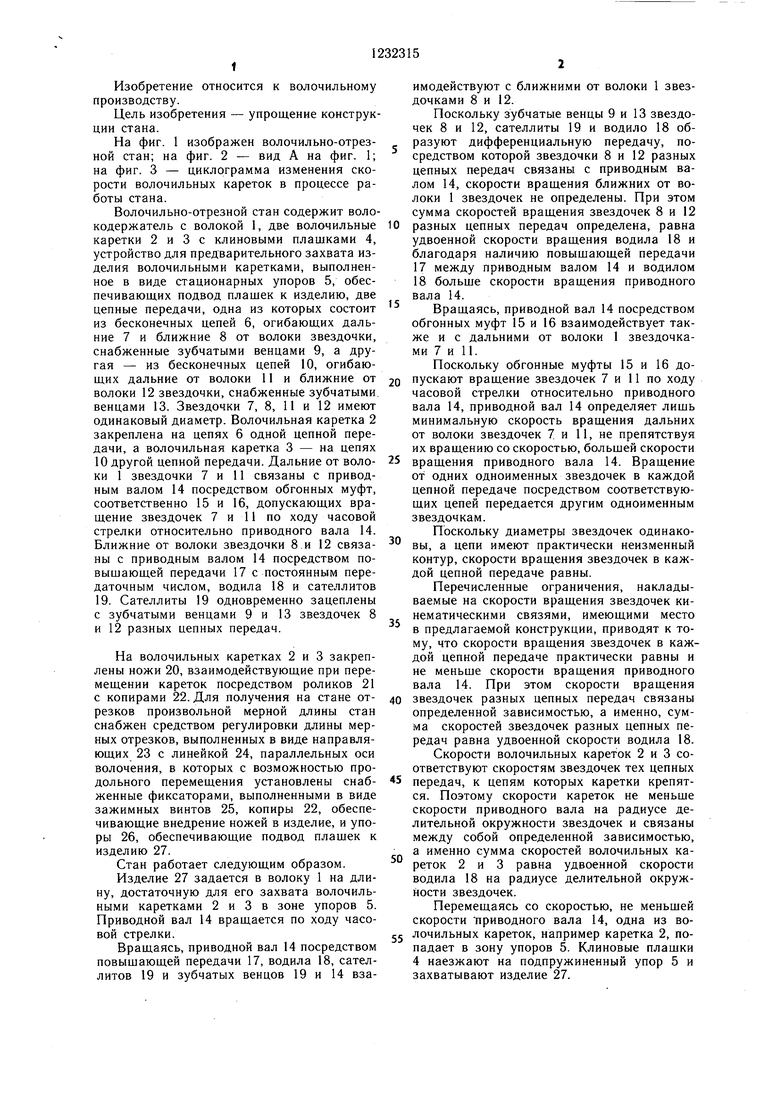

| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан | 1983 |
|
SU1126350A1 |
| Волочильный стан | 1980 |
|
SU925466A1 |
| Волочильный стан | 1980 |
|
SU935150A1 |
| Волочильный стан | 1984 |
|
SU1235588A1 |
| Волочильный стан | 1975 |
|
SU541525A1 |
| Волочильный стан | 1982 |
|
SU1042834A1 |
| Волочильный стан | 1976 |
|
SU599876A1 |
| Непрерывный волочильный стан | 1978 |
|
SU801929A1 |
| Волочильный стан | 1986 |
|
SU1366255A1 |
| Волочильный стан | 1980 |
|
SU950461A1 |

| 1972 |
|
SU432946A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Волочильный стан | 1976 |
|
SU599876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Волочильный стан | 1983 |
|
SU1126350A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
