Изобретение относится к сварочному производству, в частности к оборудованию для стыковой сварки, преимущественно арматурных срежней и термо- упрочленных сталей.
Цель изобретения - повышение прочности стыков за счет повышения качества термоупрочнения путем дополнительного их охлаждения воздушной, струей
непосредственно после сварки в зажи- 10 невой полости 9 сбрасывается, не препятствуя движению поршня 10 вверх. Когда стержни прижаты к электродам 5 с требуемым усилием, к электродам подают напряжение и обычным способом
мах сварочной машины в процессе освобождения сварного соединения.
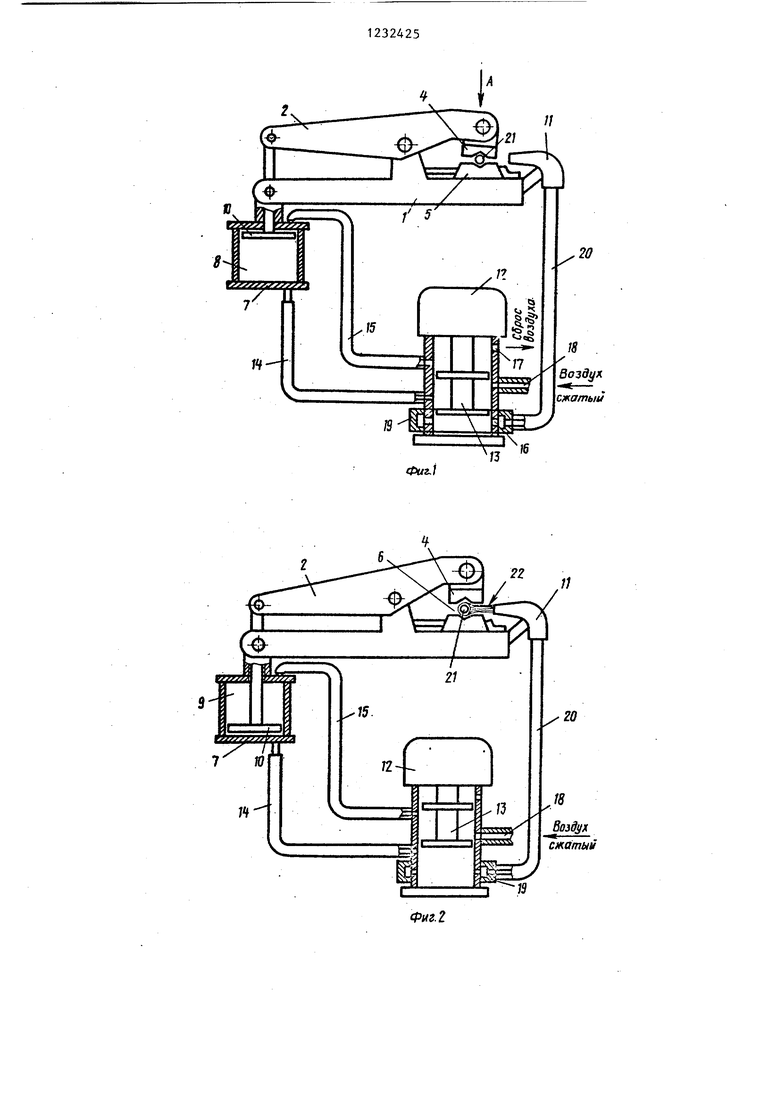
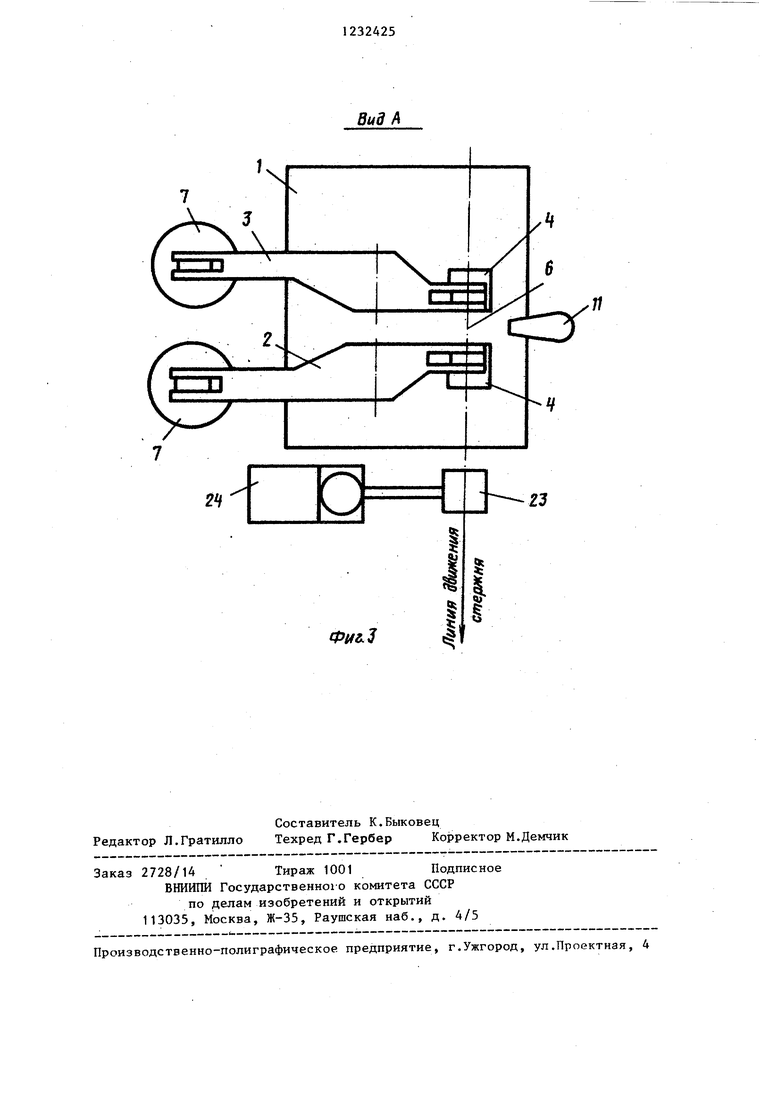
На фиг 1 показана машина при зажатом стержне, общий вид; на фиг. 2 - то же, в момент охлаждения стыка воз- 15 оплавления производят сварку стыка, духом; на фиг. 3 - вид А на фиг.1. После окончания сварки золотник 13
Машина стыкоэой сварки состоит из станины 1, на которой смонтированы неподвижный 2 и горизонтально подвижподнимают в верхнее положение (фиг.2), при этом последний подключает канал 18 с воздуховодом 15, а воздухо- ньй 3 зажимы (фиг. 3). Зажимы имеют 20 вод 14 через каналы 16 подключается верхние плавающие губки-4, нижние то- к воздухоуловителю 19, в результате
коподводящие электроды 5, которые образуют зону 6 сварки. Зажимы имеют их приводы 7, которые имеют полость 8 рабочего хода и полость 9 холостого хода поршней 10. На машине закреплено по крайней мере одно сопло 11, направленное в зону 6 сварки, и имеется воздухораспределитель 12, который золотник 13 и связан воздуховодом 14 с полостью 8 рабочего хода поршня и воздуховодоц 15 с полостью 9 холостого хода. Воздухораспределитель имеет каналы 16 сброса воздуха из полости рабочего хода, каналы 17 сброса воздуха из полости холостого хода и канал 18 для подвода воздуха. На выходе каналов 16 сброса воздуха из лолости рабочего хода установлен воздухоуловитель 19, который дополнитель-40 закалки. После чего к заднему концу
ным воздуховодом 20 связан с соплом 11.
Два свариваемых между собой арматурных стержня 21 из термоупрочнен- ной стали укладывают между токопод- 45 водящими электродами 5 и верхними губками 4 так, что их стьжи соо.сно располагаются в зоне 6 сварки (фиг. 3, линия движения стержня). Затем золот- ,ник 13 пневмораспределителя опускают jo {вниз, в результате чего он соединяет
этого стержня предлагаемым способом приваривают следующий исходный арматур ньй стержень и процесс повторяется. Таким образом, предлагаемая конструкция машины обеспечивает термо- .упрочнение (закалку) сваренных стыков немедленно после окончания сварки, отбирая тепло от стыков, уменьшает зону термического влияния, т.е. зону разупрочнения, в результате чего повьпвается прочность стыков.
канал 18 с воздуховодом 14, при этом сжатый воздух начинает поступать в полость 8, а поршень 10 под действием сжатого воздуха поднимается, совершая рабочий ход (фиг. 1) и прижимая стержни 21 губкой 4 к электродам 5. Поскольку при таком положении золотника воздуховод 15 сообщается с каналом 17, то воздух из надпоршпятствуя движению поршня 10 вверх. Когда стержни прижаты к электродам 5 с требуемым усилием, к электродам подают напряжение и обычным способом
оплавления производят сварку стыка, После окончания сварки золотник 13
чего через золотник и воздуховод 15 сжатый воздух начинает заполнять над- поршневую полость 9, а из подпоршневой полости 8 через воздуховод 14, воздухоуловитель 19, дополнительный воздуховод 20 воздух вытесняется в сопло 11, создавая струю 22 воздуха (фиг. 2), которая интенсивно охлаждает сваренный стык, препятствуя распространению тепла от нагретого стыка и упрочняя его, т.е. закаляя его на более ранней стадии относительно времени сварки. Когда стержень 21 освободится от зажимов, стык подают в спрейер 23 (фиг. 3), где путем включения дозатора 24 воды обливают (дождюют) его водой до полного термоупрочнения стыка; т.е. до полной
этого стержня предлагаемым способом приваривают следующий исходный арматур ньй стержень и процесс повторяется. Таким образом, предлагаемая конструкция машины обеспечивает термо- .упрочнение (закалку) сваренных стыков немедленно после окончания сварки, отбирая тепло от стыков, уменьшает зону термического влияния, т.е. зону разупрочнения, в результате чего повьпвается прочность стыков.
17
}
rs
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыкового соединения арматурных стержней | 1985 |
|
SU1296704A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| Линия для изготовления арматурных стержней | 1982 |
|
SU1165541A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
JS
Воздух сжатый
Фиг.
/3
С1катыи
Вид А
Редактор Л.Гратилло
Составитель К.Быковец
Техред Г.Гербер Корректор М.Демчик
Заказ 2728/14 Тираж 1001 Подписное ВНИИПИ Государственною комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Кабанов Н.С | |||
| Сварка на контактных машинах | |||
| - М.: Высшая школа, 1979, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Линия стыковой сварки стержней из термоупрочненных сталей | |||
| Клапанное парораспределение для паровозов | 1924 |
|
SU782A1 |
| КГБ Стройиндустрия Минпром- строя СССР, 1983. | |||
