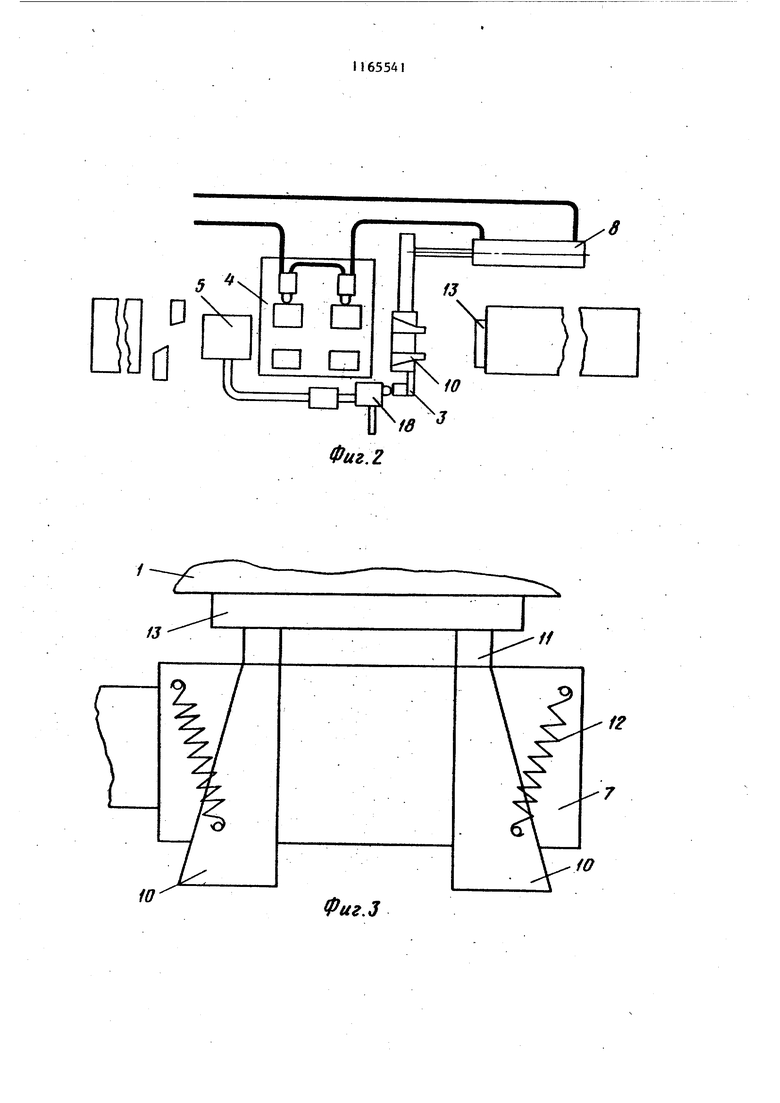
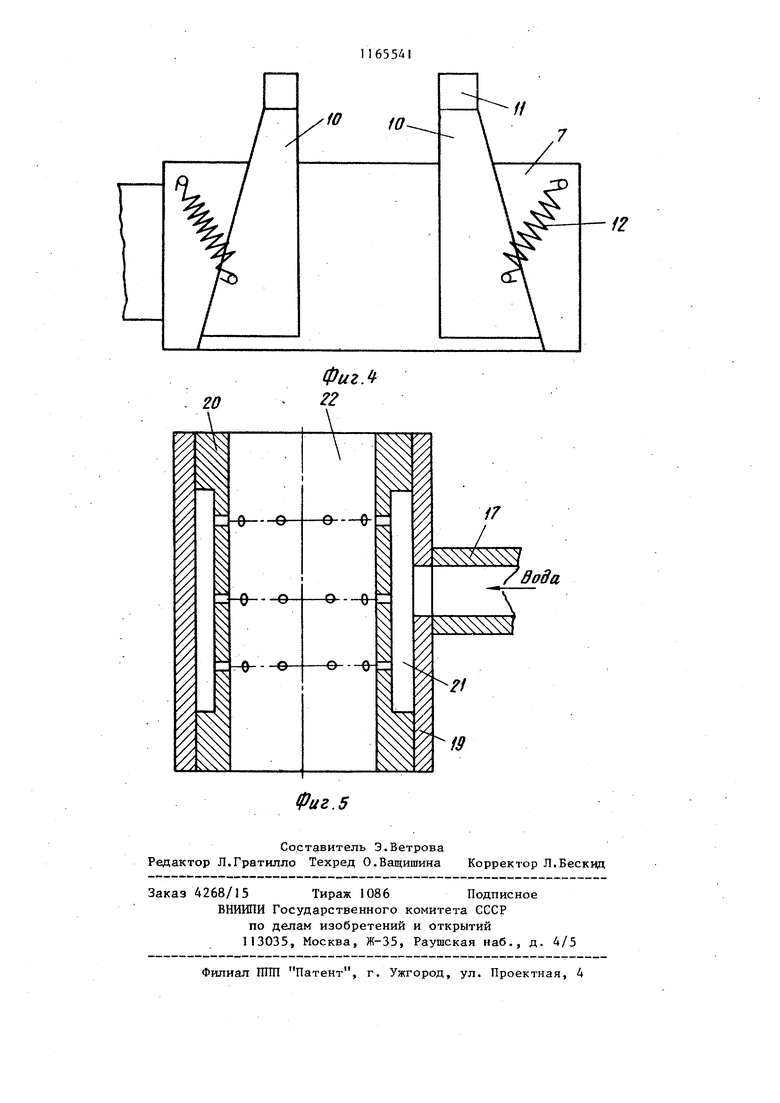
1 1 Изобретение относится к проиэводству строительных материалов, в част ности к оборудованию для заготовки изготовления стержней железобетонных конструкций. Цель изобретения - повьппение производительности и качества упрочнения стыков о На фиг, показана линия, план; на фиг,2 то же, в момент подачи стержня; на фиг.З - показан захват одностороннего действия; на фиг.4 то же, в рабочем положении; в а фиг5камера охлаждения. Линия состоит из установленных на основании (не показано) стеллажа i для исходных стержней, стеллажа 2 для мерных заготовок, приводного захвата 3 одностороннего действия, механизма 4 образования стыков, камеры 5 охлаждения и ножниц 6 для рез ки заготовки. Приводной захват 3 выполнен -в виде подвижного корпуса 7, привода 8, связанного с цепью 9 упра ления,,, цанговых губок 10 с поводками 11 и пружин 12 для смещения губок 10 Наосновании закреплен упор 13, с ко торым в исходном положении захвата 3 через поводки 11 контактируют губки 10 (фиг.1 и 3). Механизм 4 образования стыков име ет зажимы 14 стержня (фиг.I и 2) и датчики 15, контактирующие с зажимами и последовательно включенные в цепь 9 управления. Линия оснащена до затором 16 воды, подключенным посред ством трубы 17 к камере 5 охлаждения и датчиком 18 управления режимом охлаждения. Камера 5.охлаждения (фиг.2 и 5) относительно зоны образования стыка, образованной зажимами 14, смещена на .величину хода захвата 3 и выполнена виде двух концентрических цилиндров 19 и 20, между которыми образована кольцевая полость 21, при этом внутренняя поверхность 22 полости выпол 4 нена перфорированной, а полость связана с трубой 17. Линия работает следующим образом. Исходный арматурный стержень (не показан) пропускает через камеру 5 охлаждения и его конец закрепляют в левом зажиме 14, а другой исходный стержень устанавливают встык к первому стержню и закрепляют в правом зажиме 14, при этом зажимы 14 освобождают датчики 15, в результате чего цепь 9 управления размыкается, а привод 8 перемещает захват 3 вправо до упора 13, который нажимает на поводки П и разводит губки 10 для ввода между ними стержня. Затем производят оплавление торцов стержней и образование стыка. После вьшолнения стыка зажимы 14 раскрываются, освобождая состыкованные между собой стержни и воздействуя на датчики 15, которые замыкают цепь 9, в результате чего посредством привода 8 перемещают захват 3 на шаг в сторону камеры 5, при этом губки 10, освобождаясь от взаимодействия с упором 13, захватывают Стержень (фиг.2 и 4) и перемещают его на шаг, В конце перемещения захвата 3 стык входит в камеру 5, а захва1 нажимает на датчик 18, которьш подает сигнал на подачу воды из дозатора 16 в кольцевую полость 21, в результате чего вода через перфорированную поверхность 22 мелкими струйками сливается на стык и охлаждает его, что обеспечивает его термоупрочнение. После расхода требуемой для упрочнения стыка дозы воды состыкованный стержень перемещают влево и аналогичным образом к нему подстыковывают очередной исходный стержень. Когда обпхая длина стержня больше требуемой длины заготовки, включают ножницы 6 и отрезают заготовку. После чего аналоги шым образом процесс повторяют непрерьшной ниткой путем последовательной подстыковки к этой нитке исходных стержней и отрезания от нее заготовок.
Фиг.г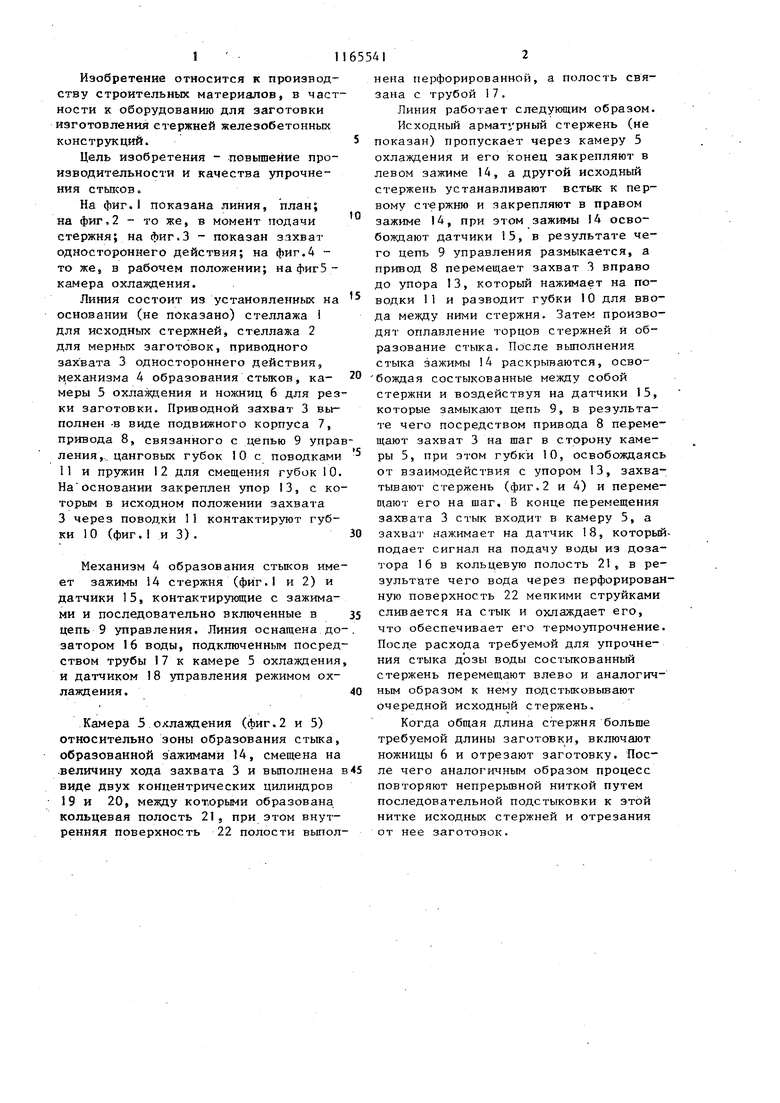
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия стыковой сварки стержней | 1983 |
|
SU1105287A1 |
| Стенд для испытания арматурных стержней | 1983 |
|
SU1168371A1 |
| Устройство для поштучной подачи стержней | 1982 |
|
SU1049232A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Автоматическое устройство для сварки под флюсом стыковых соединений | 1981 |
|
SU998047A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ, содержащая установленные на основании в технологической последовательности стеллаж для исходных стержней и механизм сварки стыков с зажимами стержней, 1-i--V- - --r:,-,,-. it -- yrt:-,.;,, I отличающаяся тем, что, с целью повьшения производительности и качества упрочнения стыков, линия снабжена цепью управления, приводным захватом одностороннего действия, установленньм между механизмом сварки стыков и стеллажом для исходных стержней с возможностью продольного перемещения и взаимодействия с упором, закрепленным на стеллаже, датчиками, последовательно включенными в цепь управления и установленньми с возможностью взаимодействия с зажимами механизма сварки, и установленной .по отношению к стеллажу по другую сторону от механизма сварки на расстоянии хода захвата от него ка(Л мерой охлаждения с дозатором воды и датчиком подани воды, установленным с возможностью взаимодейств-ия с упором, закрепленным на захвате. s: СП СП 4
Фиг.З
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
