1
Изобретение относится к области машиностроения, в частности к производству электродных блоков для контактной точечной сварки, и может найти применение при сварке деталей из тонколистовых материалов и проволочных сеток различного назначения.
Целью изобретения является повьше ние качества сварки и производительности.
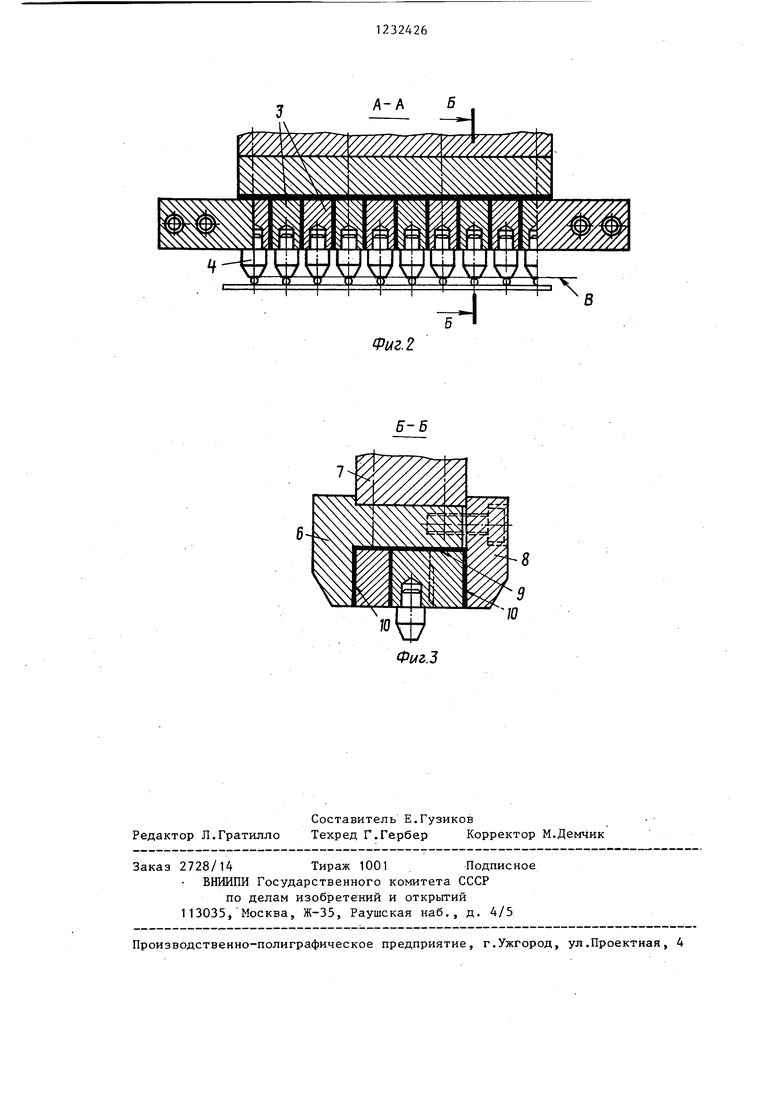
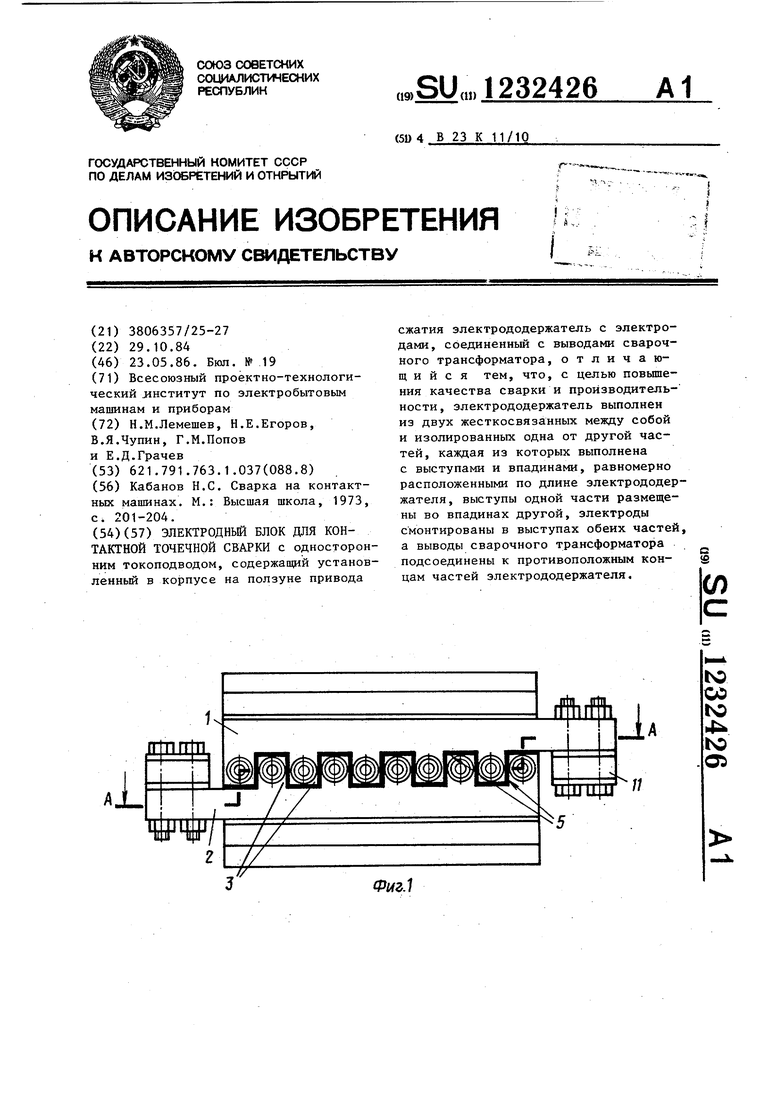
На фиг. 1 показан злектродный бло вид на рабочую часть; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Электродный блок содержит электро додержатель, состоящий из двух частей 1 и 2, в выступах 3 которых имеются сменные электроды 4, имеющие единую рабочую плоскость В.
Обе части злектрододержателя изолированы одна от другой изоляционными прокладками 5 (или достаточныьш воздушными зазорами) и устанавливаются в корпус 6, которьй крепится к ползуну 7, и зажимаются планкой 8. От корпуса 6 электрододержатель изолирован изоляционными прокладками 9 и 10. На противоположных свободных концах обеих половин электрододержа- теля закреплены гибкие шины 11 .подсоединенные к сварочному трансформатору.
Электродный блок работает следующим образом.
Приводом сжатия ползун 7 вместе с установленным в нем электродным блоком прижимается электродами 4 к свариваемым деталям, находящимся на контрзлектродной подкладке. При пропускании сварочного тока в местах контакта электродов 4 со свариваемыми деталями происходит сварка деталей. Сварочный ток при этом проходит между двумя любыми соседними электродами 4 через свариваемые детали и контрэлектродную подкладку. Поскольку пути активного сопротивления во вторичном контуре от трансформатора до любого электрода 4 одинаковы благодаря конструкции электрододержате- ля, состоящего из двух частей 1 и 2 с их выступами 3 и местами подсоединения к сварочному трансформатору гибкими шинами 11, то условия сварки, а следовательно, и ее качество одинаковы во всех точках, при этом рабочие поверхности электродов 4
должны представлять единую плоскость В.
В известных технических решениях на действующем оборудовании как отечественном, так и зарубежных фирм, обеспечивается одновременная сварка только двух точек или пересечений при одностороннем токоподводе. Для одновременной сварки большего количества точек, особенно близко расположенных, при одностороннем токоподводе не обеспечивается равномерное распределение сварочного тока меязду свариваемыми точками из-за различных длин участков в. сварочном контуре от трансформатора до мест сварки. Поэтому получается неодинаковое качество сварки точек, чаще всего в се- редине-пережог, а по краям-непровар точек. Односторонний токоподвод в зависимости от формы и конфигурации свариваемых деталей, а также от условий сварки является наиболее целесообразным, а иногда и единственно возможным. Поэтому при одновременной сварке больше двух точек с односторонним токоподводом первостепенное значение имеет равномерное распределение сварочного тока во всех свариваемых точках.
В предлагаемом изобретении пути прохождения сварочного тока от сварочного трансформатора до мес
та сварки, т.е. до любого электрода, являются абсолютно одинаковыми. Это позволяет получать качественную и равномерную сварку во всех точках или пересечениях при одностороннем токоподводе. Количество свариваемых точек или пересечений может быть любым, причем не обязательно четным, и зависит от толщины материала свариваемых деталей и от мощности сварочного трансформатора.
Использование предлагаемого изобретения обеспечивает получение высокого качества сварных соединений при одновременной сварке большого количества точек или пересечений (больше двух) с применением одного сварочного трансформатора; упрощение конструкции многоэлектродных сварочных машин за счет сокращения числа сварочных трансформаторов, токопод- водов и приводов сжатия; экономию электроэнергии, сжатого во Ьдуха и охлаждающей воды.
Л-А
Х
В
Фиг. 2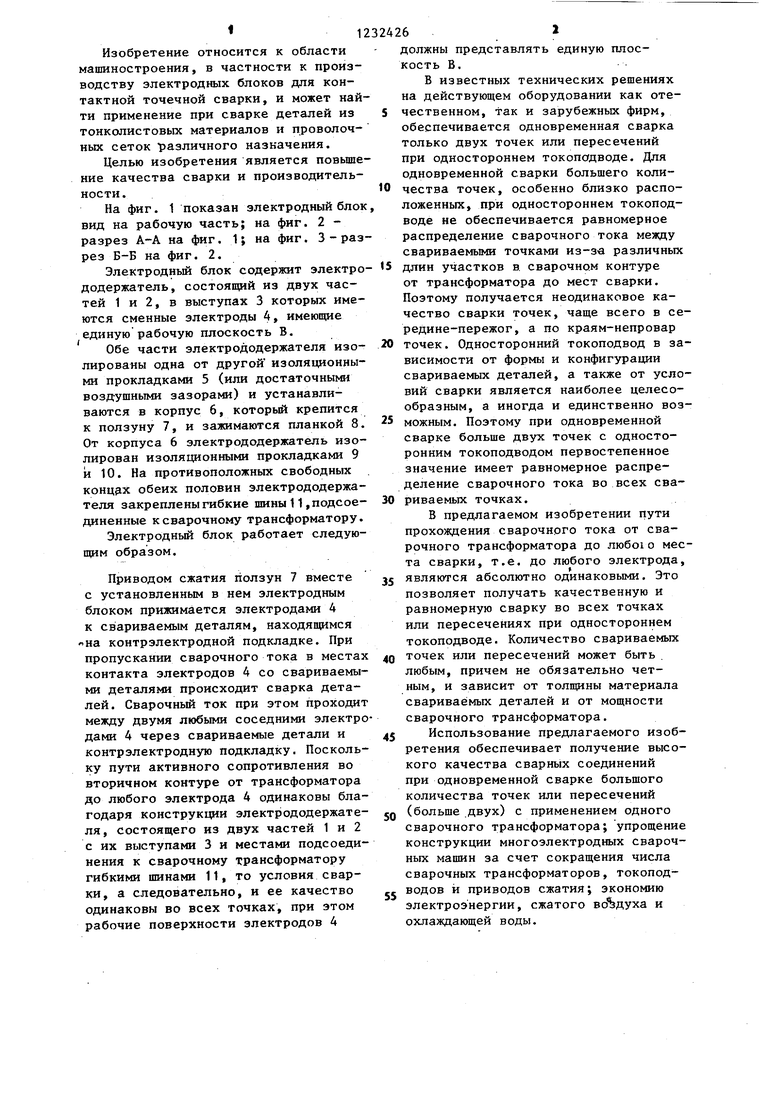
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2246387C1 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2011494C1 |
| МАШИНА ДЛЯ РЕЛЬЕФНОЙ СВАРКИ СЕПАРАТОРОВ ШАРИКОПОДШИПНИКОВ | 1966 |
|
SU187897A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
Ю
ФигЗ
| Кабанов Н.С | |||
| Сварка на контактных машинах | |||
| М.: Высшая школа, 1973, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
