Изобретение относится к машиностроению, в частности к электродным устройствам в многоточечных машинах для контактной сварки, и может найти применение при изготовлении изделий из проволоки типа сеток.
Известно устройство для крепления электрода [1], которое используется для сварки арматурных сеток. В указанном устройстве электроды закреплены к токоподводной шине с помощью пластин, входящих в конусное углубление шины, такая конструкция не позволяет изменять поперечный шаг свариваемой сетки, что ограничивает функциональные возможности устройства.
Известен электродный блок для контактной точечной сварки [2] с односторонним токоподводом, содержащий электрододержатель, состоящий из двух частей с закрепленными в нем электродами, а также трансформатор. Конфигурация электрододержателя позволяет сделать вывод, что устройство может быть настроено на конкретный типоразмер сетки, и для производства сетки другого типоразмера ячейки необходима его замена, что существенно снижает производительность сварочного комплекса.
Наиболее близким аналогом, выбранным в качестве прототипа, является устройство для контактной точечной сварки [3]. Устройство содержит две токоподводные пластины, электрододержатель, состоящий из двух частей, электроды. Две токоподводные пластины и обе части электрододержателя с электродами жестко соединены в блок с помощью крепежных элементов.
Однако такой электродный блок обладает рядом недостатков:
1. Eгo нельзя применять при сварке широких сеточных карт в связи с тем, что верхние электроды не подпружинены, поэтому на большой ширине сетки контактное усилие в точках будет разным, следовательно, качество сварки в точках не может быть гарантировано.
2. Следующая причина - эксплуатационные сложности, связанные с заменой электродов после отработки заданного числа циклов. Операция замены электродов достаточно трудоемка в связи с блочной конструкцией устройства.
3. Другая причина - фиксированное расположение гнезд под электроды. При такой конфигурации исключается возможность регулирования поперечного шага сетки. При производстве широкой номенклатуры изделий необходимо иметь целый ряд сменных электрододержателей. Кроме того, не предусмотрена система охлаждения устройства, что недопустимо при больших сварочных токах, применяемых на высокопроизводительных линиях. В данном случае будет возникать перегрев устройства, и достигнуть высокого качества свариваемой карты сложно.
В предложенном устройстве решена задача сварки сетки высокого качества за счет одинакового сварочного тока во всех свариваемых точках и расширены функциональные возможности путем плавного регулирования поперечного шага сетки в широком диапазоне.
Указанные задачи взаимосвязаны, их удалось решить за счет того, что в известное устройство для контактной сварки, включающее соединенные в блок две одинаковые токоподводящие пластины и электрододержатели, состоящие из двух частей, в которых установлены электроды, электрически связанные с токоподводящими пластинами, снабжено двумя токосъемными пластинами, между которыми установлены в один ряд изолированные друг от друга и от токосъемных пластин две одинаковые токоподводящие пластины, соединенные с вторичными обмотками трансформатора и имеющие электрические контакты с токосъемными пластинами по наружным плоскостям, на боковых поверхностях токосъемных пластин выполнены направляющие типа "ласточкина хвоста" и закреплены электрододержатели, причем все нечетные электроды электрически связаны с одной токосъемной пластиной, а четные с другой токосъемной пластиной, при этом в токосъемных пластинах выполнены каналы для водоохлаждения.
В отличие от прототипа автор предложил ввести новые конструктивные элементы - две водоохлаждаемые токосъемные пластины.
Новым является выполнение на боковых поверхностях вновь введенных токосъемных пластин направляющих типа "ласточкина хвоста" и установку на них электрододержателей.
Предложена новая связь между токоподводными и токосъемными пластинами, которая осуществляется по контактной площадке на концах пластин.
Введение новых конструктивных элементов и связей позволило автору получить более высокий технический результат за счет того, что через любую пару электродов можно пропускать равные по величине токи. Одинаковые токи обеспечивают равные условия сварки точек по всей ширине полотна, чем достигается высокое качество выпускаемого изделия.
Для изменения поперечного шага сетки используется широко известная направляющая типа "ласточкина хвоста". Автор предложил новую взаимосвязь с введенными элементами, которая не обнаружена в известных технических решениях. Предложенный признак обладает новизной и позволяет существенно расширить функциональные возможности устройства, т.е. легко изменять поперечный шаг сетки. Автоматическая линия, оснащенная таким устройством, без особых затрат производственного времени легко перестраивается на выпуск изделий другого типоразмера.
Таким образом, совокупность существенных признаков позволила получить более высокий технический результат при многоточечной контактной сварке на высокопроизводительных линиях.
Автором решена задача сварки сетки высокого качества за счет одинаковой величины сварочного тока во всех точках, а также расширены функциональные возможности путем плавного регулирования поперечного шага сетки в широком диапазоне.
Перечень фигур:
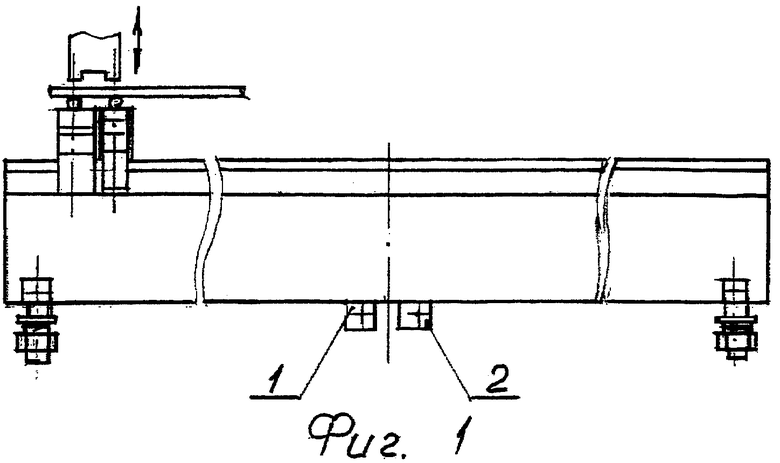
фиг.1 - общий вид устройства;
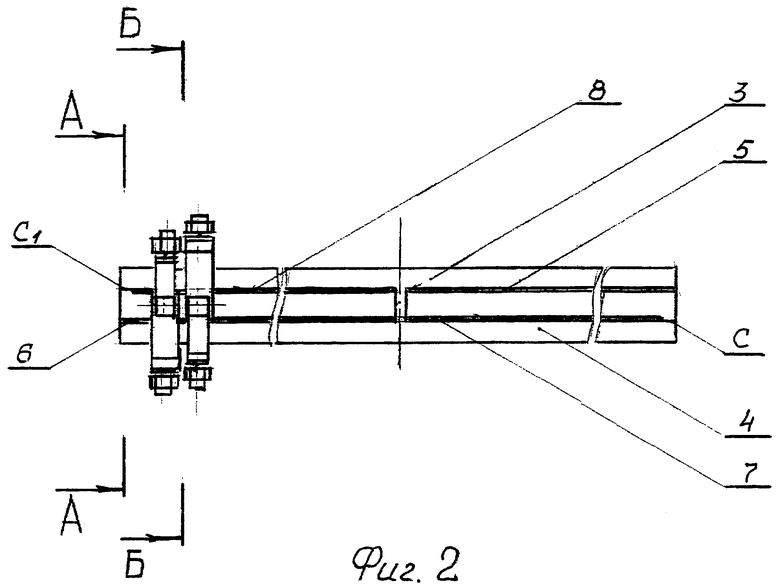
фиг. 2 - вид сверху, на фиг.1;
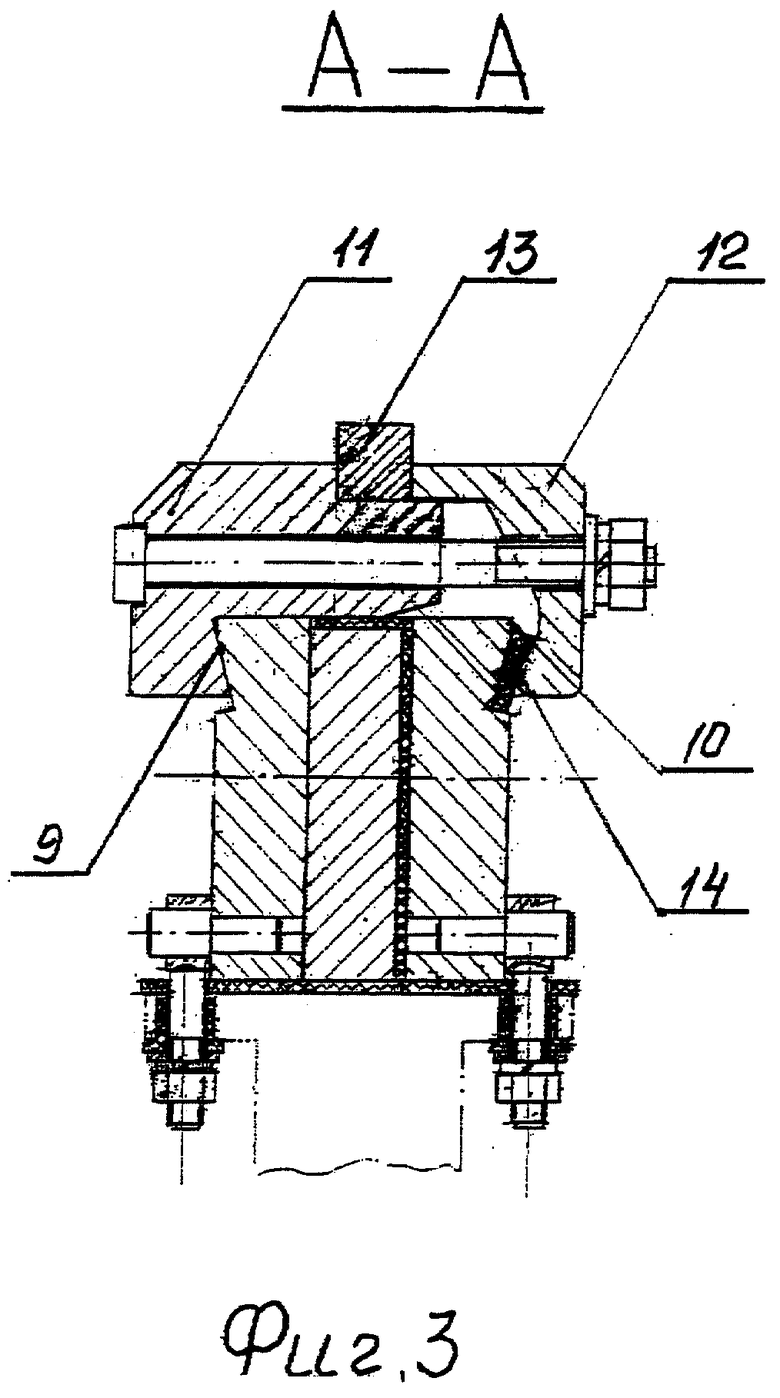
фиг. 3 - сечение А-А на фиг.2;
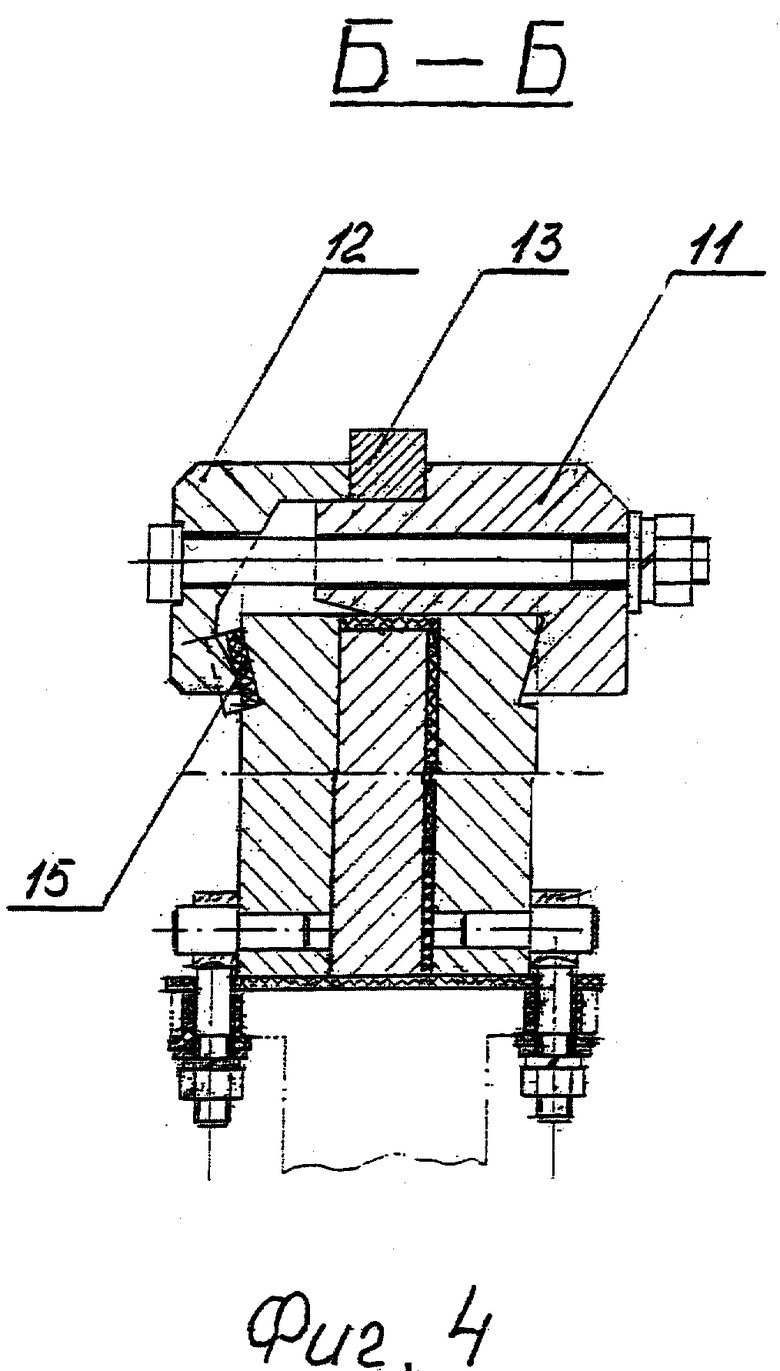
фиг. 4 - сечение Б-Б на фиг.2;
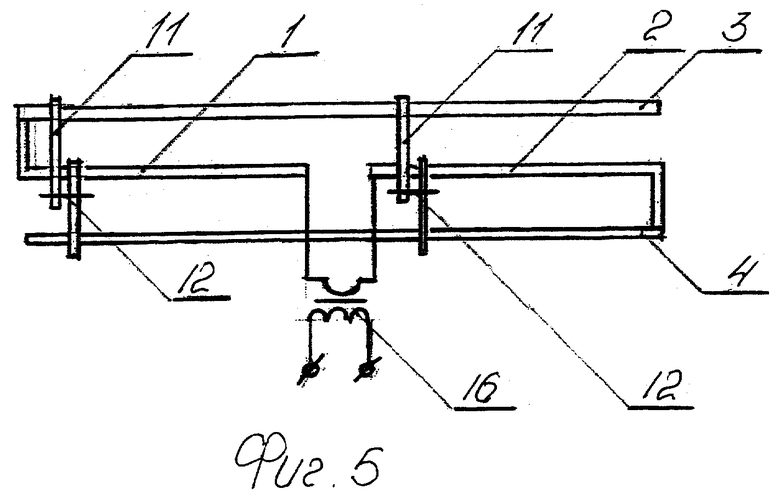
фиг. 5 - условная схема контактной сварки.
Устройство содержит две токоподводные пластины 1, 2 (фиг.1), соединенные с вторичными обмотками трансформатора, две токосъемные пластины 3, 4 (фиг.2). Пары пластин разделены изолирующими прокладками 5, 6 и укороченными прокладками 7, 8. Токоподводные пластины 1, 2 имеют электрический контакт с токосъемными пластинами 3, 4 по плоскостям С и C1 на концах пластин. Токосъемные пластины 3 и 4 выполнены со скосами 9 и 10 (фиг.3, фиг.4), образуя направляющую типа “ласточкина хвоста”. На них закреплены состоящие из двух частей электрододержатели 11 и 12, между которыми зажаты электроды 13, установленные на одном уровне и в один ряд. Все нечетные электроды соединены с первой токосъемной пластиной и изолированы прокладкой 14 (фиг.3) от второй токосъемной пластины, а все четные электроды наоборот - имеют электрический контакт со второй токосъемной пластиной и изолированы прокладкой 15 от первой. Токосъемные пластины 1, 2 соединены с трансформатором 16 (фиг.5). На фиг.5 показана условная схема контактной сварки. Устройство для контактной сварки работает следующим образом. Оно закрепляется на основании сварочной машины и подключается к трансформатору. Пары электродов (четный - нечетный) замыкаются перемычкой (см. фиг.5), установленной на прижимном устройстве, при этом образуется замкнутый электрический контур. В каждой из таких пар электродов ток проходит одинаковый путь равный 2L=Const. В связи с этим величина сварочного тока во всех точках одинакова, что обеспечивает высокое качество сварки.
Существенным требованием, предъявляемым к высокопроизводительным сварочным линиям, является быстрая перенастройка на другой типоразмер ячейки, для этого на боковых поверхностях токосъемных пластин выполнены направляющие типа “ласточкина хвоста”, что позволяет изменять поперечный шаг сетки в широком диапазоне, а также быстро производить замену отработавших заданное число циклов электродов.
Предложенное устройство для контактной сварки реализовано в высокопроизводительной линии сварки сетки из проволоки шириной до 1 м и диаметром проволоки ⊘2-4 мм. Его конструкция позволила выпускать сетки высокого качества, которые далее используются для производства торгового оборудования и мебельной фурнитуры из проволоки для шкафов-купе и кухонь. Высокая надежность предложенного устройства позволяет эксплуатировать линию, где оно установлено, в 2-сменном режиме с производительностью до 180 пог.м/час. при ячейке 50×50 мм.
Устройство для контактной сварки прошло проверку на собственном производстве в течение длительного времени и хорошо зарекомендовало себя.
Дополнительным техническим эффектом является удобство его монтажа и обслуживания при замене электродов или изменении поперечного шага сеточного полотна.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
1. Устройство для крепления электрода. А.С. №1539022, заявлено 08.04.88 г., опубл. 30.01.90.
2. Электродный блок для контактной точечной сварки. А.С. №1232426, заявлено 29.10.84, опубл. 23.05.86.
3. Устройство для контактной точечной сварки. А.С. №1590276 (прототип), заявлено 03.08.87, опубл. 07.09.90.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
Изобретение относится к машиностроению, а именно к электродным устройствам в многоточечных контактных машинах, и применяется при изготовлении изделий из проволоки типа сеток. Устройство содержит токоподводящие пластины, которые установлены в один ряд между токосъемными пластинами и изолированы друг от друга и от токосъемных пластин. Токоподводящие пластины соединены со вторичными обмотками трансформатора и имеют электрические контакты с токосъемными пластинами по наружным плоскостям. На боковых поверхностях токосъемных пластин выполнены направляющие типа “ласточкина хвоста”. На направляющих закреплены электрододержатели, состоящие из двух частей, в которых установлены электроды, электрически связанные с токоподводящими пластинами. Пары электродов замыкаются перемычкой. Это позволяет изготавливать сетки высокого качества за счет одинакового сварочного тока во всех свариваемых точках, а благодаря конструкции расширяются функциональные возможности путем плавного регулирования поперечного шага сетки в широком диапазоне. 5 ил.
Устройство для контактной сварки, включающее соединённые в блок две одинаковые токоподводящие пластины и электрододержатели, состоящие из двух частей, в которых установлены электроды, электрически связанные с токоподводящими пластинами, отличающееся тем, что оно снабжено двумя токосъёмными пластинами, между которыми установлены в один ряд изолированные друг от друга и от токосъёмных пластин две одинаковые токоподводящие пластины, соединённые с вторичными обмотками трансформатора и имеющие электрические контакты с токосъёмными пластинами по наружным плоскостям, на боковых поверхностях токосъёмных пластин выполнены направляющие типа “ласточкина хвоста” и закреплены электрододержатели, причём все нечётные электроды электрически связаны с одной токосъёмной пластиной, а чётные - с другой токосъёмной пластиной, при этом в токосъёмных пластинах выполнены каналы для водоохлаждения.
| Устройство для контактной точечной сварки | 1987 |
|
SU1590276A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ СЕТОК | 1997 |
|
RU2120844C1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU931093A3 |
| Устройство для многоточечной контактной электросварки | 1948 |
|
SU73722A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

