Изобретение относится к оборудованию для контактной сварки и предназначено для использования в сварочной технике, например, при групповой сварке близкорасположенных точек, в том числе и рельефов, и может быть применено при изготовлении сварных конструкций из листовых и прутковых деталей различных толщин и материалов.
Известны серийные сварочные машины типа МТ и МТК для точечной контактной сварки, на которых сварка точек производится последовательно вручную, такая работа требует напряжение работающего при выдерживании заданных расстояний между точками, что снижает производительность, а при близком расположении точек еще и ухудшается качество сварки, так как возникает явление шунтирования через ранее сваренные точки.
Наиболее близким по своей сути к предлагаемому является устройство для контактной многоточечной сварки (авт. св. N 1581514), предназначенное для выравнивания сварочных усилий на электродах.
Для нормальной работы механизма выравнивания по предложенной схеме, точка 0, т. е. ось, должна лежать на линии посередине между точками АВ, но так как в реальном механизме это невозможно, потому что эта зона и эта точка всегда заняты свариваемым изделием и электродной группой, точку О, т. е. ось, приходится смещать с линии АВ, в результате чего невозможно достигнуть эффективного выравнивания усилия на электродах, кроме того, чем дальше точка 0 располагается от линии АВ, тем хуже выравнивание. Усилие на одном электроде будет больше на ту величину, на которую сжимается тот или другой упругий элемент (в данном случае одна из тарированных пружин). Чтобы достичь усилия (в результате выравнивания усилия) на другом электроде, должен быть сжат упругий элемент от усилия, возникающего на первом электроде, и чем меньше величины l1 и l2, тем значительней будет разница в усилиях на электродах.
Неизменность положения точек А и В относительно точки 0 справедливо разве что для сварки прутков, но никак не точек при сварке листовых материалов. При точечной сварке листовых материалов точки эти смещаются вместе с концом электрода, т. к. конец электрода определяет положение сварочной точки.
Целью изобретения является повышение производительности, улучшение качества сварки и расширение технологических возможностей.
Цель достигается тем, что устройство для контактной сварки выполнено в виде перевернутой шарнирной пяты с центром качания, представляющим геометрическую точку, расположенную на линии свариваемых точек, при этом шарнирная пята снабжена роликовым сепаратором, а электроды с электродержателями, установленные на пяте, удерживаются держателями в виде роликов, обеспечивающими свободный поворот пяты при выравнивании давления на электродах при сварке.
Наличие перечисленных отличительных признаков свидетельствует о том, что заявляемое техническое решение соответствует критерию "новизна".
В результате поиска не обнаружено технических решений с признаками, сходными с отличительными признаками заявляемого технического решения, следовательно, последнее соответствует кpитерию "существенные отличия".
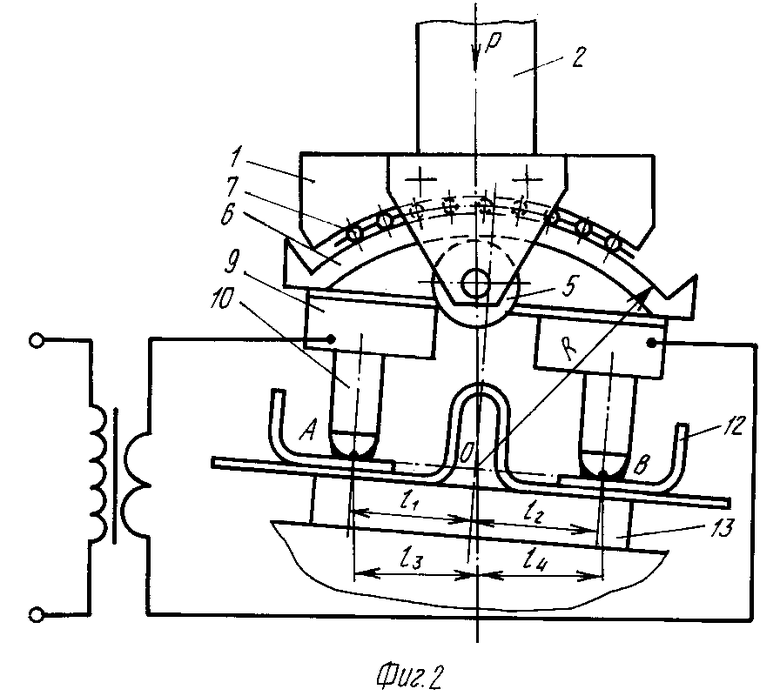
На фиг. 1 изображено устройство во время сварки без перекоса; на фиг. 2 - то же, во время сварки при перекосах; на фиг. 3 - разрез А-А на фиг. 1.
Устpойство для контактной сварки содержит корпус 1, установленный на ползуне привода 2, две щеки 3, закрепленные на корпусе и несущие оси 4 с роликами 5, удерживающими шарнирную пяту 6 и обеспечивающими ее свободный поворот на роликовом сепараторе 7, расположенном между корпусом и пятой, на которой закреплены через изолирующую прокладку 8 электрододержатели 9 с электродами 10, подсоединенными к трансформатору 11, свариваемое изделие 12, устанавливаемое на контрэлектроде 13.
Устройство работает следующим образом.
Ползун привода 2 перемещает установленный на нем корпус 1 с шарнирной пятой 6 и закрепленные на ней через изолирующую прокладку 8 электрододержатели 9 с электродами 10, соединенные со сварочным трансформатором 11, до соприкосновения электродов со свариваемым изделием 12, установленным на контрэлектроде 13. В случае перекоса электродов по причине неперпендикулярности плоскости сварки, определяемой линией между точками А и В к направлению общего усилия Р, электроды устанавливаются, как показано на фиг. 2. При этом шарнирная пята 6 с радиусом R, удерживаемая роликами 5, смонтированными на осях 4 в щеках 3, закрепленных на корпусе, свободно проворачивается на роликовом сепараторе 7, обеспечивая равномерное давление на электроды, поскольку величины плеч l1 и l2 на фиг. 2 представляют равные между собой их проекции l3 и l4, обеспечивающие равномерное распределение усилия на электродах. Обязательным условием для выравнивания усилия на электродах является то, что общее усилие Р всегда должно проходить через точку 0, лежащую на линии АВ и делящую ее ровно пополам при любых перекосах электродов.
При групповой контактной сварке близко расположенных точек или рельефов особое значение приобретает обеспечение равномерного сварочного усилия на все свариваемые точки или рельефы. Все попытки решить данную техническую проблему за счет применения шарнирных устройств, которые можно физически располагать только вне зоны сварки, приводят лишь к частичному решению задачи по выравниванию сварочных усилий и только для отдельных видов деталей в сварочных соединениях (например, прутков) с обеспечением выравнивания сварочных усилий на электродах лишь относительно. В предлагаемом техническом решении эта проблема успешно решается благодаря оригинальной конструкции устройства, имеющего роликовый сепаратор и перевернутую шарнирную пяту с центром качения, расположенным на линии свариваемых точек, благодаря чему и обеспечивается выравнивание сварочного усилия на электродах, так как общее усилие Р всегда проходит через точку (центр качания) 0, находящуюся на линии между свариваемыми точками и делящую ее пополам при любой неровности свариваемой поверхности, чем и достигается равномерное распределение сварочного усилия на электродах.
С использованием данного технического решения возможно качественное получение сварки на неровных поверхностях, в том числе имеющих уклон или другой сложный криволинейный профиль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Криогенная пузырьковая камера | 1973 |
|
SU469555A1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Устройство для контактной многоточечной сварки | 1987 |
|
SU1581514A1 |
| Электроднный блок для контактной точечной сварки | 1984 |
|
SU1232426A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1992 |
|
RU2019371C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Головка для контактной сварки | 1981 |
|
SU1013169A1 |
| Транспортер | 1977 |
|
SU685466A1 |
| Многоточечная сварочная машина | 1986 |
|
SU1431907A1 |


Использование: для повышения производительности и улучшения качества сварки. Сущность изобретения: устройство снабжено шарнирной пятой с центром качения в точке, расположенной между свариваемыми точками на равном от них расстоянии. Свободный поворот пяты при выравнивании давления обеспечивается держателями в виде роликов. 3 ил.
УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащее связанный с приводом давления корпус, самоустанавливающуюся пяту и смонтированные на ней электрододержатели с электродами, отличающееся тем, что пята выполнена с цилиндрической выпуклой опорной поверхностью и кольцевыми выступами на торцевых поверхностях, а корпус - с цилиндрической вогнутой поверхностью, между этими поверхностями смонтирован роликовый сепаратор, центр кривизны цилиндрических поверхностей и кольцевых выступов расположен в плоскости рабочих плоскостей электродов на равных расстояниях от осей электродов, электрододержатели закреплены на пяте со стороны, противоположной опорной поверхности, а корпус снабжен щеками с установленными на них с возможностью вращения и взаимодействия с кольцевыми выступами пяты роликами.
