Изобретение относится к машиностроению и приборостроению и может быть использовано при механической обработке деталей из упругих материалов, например резины.
Цель изобретения - упрощение процесса варьирования параметрами микро рельефа на поверхностях деталей из упругих материалов.
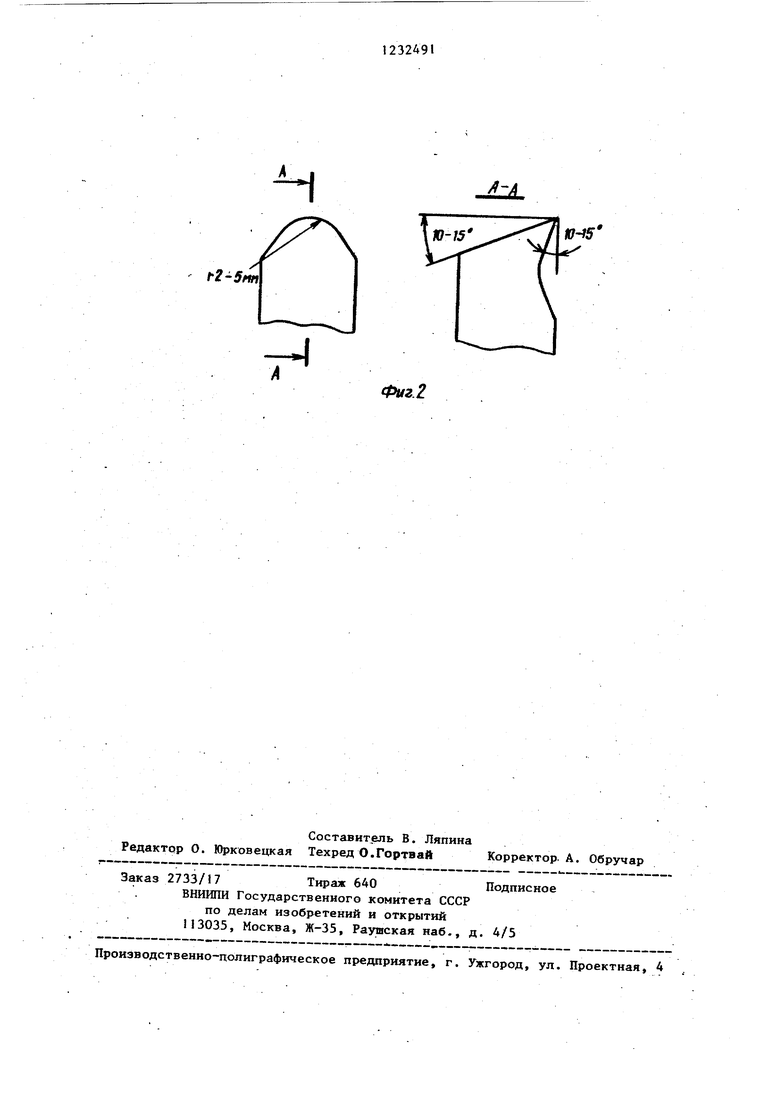
На фиг. 1 представлена схема образования углублений регулярного микрорельефа предлагаемым способом; на фиг. 2 - радиусньй галтельный резец.
Способ осуществляют следующим образом.
Обрабатьшаемую дetaль 1 закрепляют в приспособлении и вращают с частотой п от шпинделя токарного станка. Радиусному галтельному резцу 2 сообщают продольную подачу S и осциллирующие колебания в направлении его подачи с амплитудой 0,5-5 мм и частотой колебаний 13-150 Гц, исполь зуя виброголовки для вибронакатывания и вибровыглаживания.
Размеры синусоидальных канавок и их оптимальное расположение на исходной поверхности детали назначаются в зависимости от конкретных эксплуатационных условий работы поверхности детали. В соответствии с зтим назначается требуемая геометрия резца и параметры режима предлагаемого способа создания регулярного микрорельефа. При этом можно использовать рекомендации по режимам обработки для вибрационного накатьгоания.
Пример . Для создания предлагаемым способом регулярного микрорельефа в виде синусоидальных канавок глубиной 13 мкм на предваритель но обработанной по 9-му классу шероховатости рабочей резиновой поверхности фрикционного ролика
S
0
5
0
5
0
5
лентопротяжного устройства резцом с радиусом при вершине 2 мм, передним и задним углом заточки 15° необходимо обеспечить следующие режимы резания: частота вращения детали ,5 об/мин, подача резца S 1,56 мм/об, число двойных ходов резца 1400 об/мин, амплитуда колебаний резца мм.
Использование предлагаемого способа образования регулярного микрорельефа позволяет улучшить эксплуатационные свойства поверхностей деталей по прирабатываемости, износостойкости, плавности хода, бесшумности, герметичности и т.д.
При предлагаемом способе достаточно тонкое регулирование в больших пределах степени перекрытия канавок обеспечивается за счет изменения двух параметров режима: частоты вращения детали п и подачи резца S, при постоянных значениях величин амплитуды колебаний (l) и частоты колебаний резца (пй, ). В современных виброголовках для вибронакатывания и вибровыглаживания, которые могут быть использованы при предлагаемом способе, амплитуда колебаний инструмента находится в пределах 0,5-5 мм. Применение амплитуд менее 0,5 мм нецелесообразно, так как происходит практически спрямление синусоиды , применение амплитуд более 5 мм вызывает возрастание инерционных сил и, как следствие, ускоренный выход виброголовок из строя. Частота колебаний инструмента , в применяющихся виброголовках находится в пределах 13-150 Гц и определяется числом оборотов приводного электродвигателя. Для осуществления предлагаемого способа может быть использовано любое значение из приведенных интервалов амплитуды и частоты колебаний инструмента - резца.
1-2 5мп
Н
/
--.Ф1/г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2574158C1 |
| Поверхность трения | 1987 |
|
SU1505800A1 |
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
| СПОСОБ СОЗДАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА НА ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 2006 |
|
RU2329131C2 |
| Устройство для виброобкатывания | 1987 |
|
SU1466917A1 |
| СПОСОБ ФОРМИРОВАНИЯ СМАЗОЧНЫХ КАРМАНОВ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2010 |
|
RU2458776C2 |
| СПОСОБ ФОРМИРОВАНИЯ НА ПОВЕРХНОСТИ ЗАГОТОВОК РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2339499C2 |

| Одинцов Л.Г | |||
| Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием.-М.: Машиностроение, 1981, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Шнейдер Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| -Л | |||
| : Машиностроение, 1982, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
