Изобретение относится к области обработки металлов и других материалов, в частности к упрочнению заготовок деталей поверхностным пластическим деформированием, и может быть использовано в машиностроении при обработке деталей криволинейного профиля.
Известен способ поверхностного пластического деформирования заготовок деталей по авторскому свидетельству СССР №1255405 (опублик. 07.09.86, В24В 39/00), при котором изменяют величины статической нагрузки, прикладываемой к инструменту, и амплитуды задаваемых ему ультразвуковых колебаний.
Обработка указанным способом позволяет уменьшить их коробление. Однако при обработке поверхности заготовки детали на ней не образуется регулярный микрорельеф, что сопровождается понижением эксплуатационных свойств деталей, работающих в условиях трения.
Известен способ упрочнения заготовок деталей поверхностным пластическим деформированием, при котором инструменту сообщают ультразвуковые колебания с изменяющейся амплитудой и перемещают при обработке эквидистантно обрабатываемой поверхности (а.с. 1523316 А СССР, МПК6 В24В 39/00, опубл. в БИ №43, 23.11.89).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе для получения однородного микрорельефа на криволинейной поверхности применяются ультразвуковые колебания, модулированные по амплитуде сигналом, изменяющимся по прямоугольной функции, при этом образуемый микрорельеф отличается небольшой площадью смачивания смазкой и не обеспечивает качественного ее удержания при эксплуатации.
Известен также способ упрочнения заготовок деталей поверхностным пластическим деформированием по патенту РФ №2170654 (опублик. 20.07.2001, В24В 39/00), принятый за прототип. Для обработки заготовок деталей в этом способе, принятом за прототип, используют ультразвуковые колебания, модулированные синусоидальным сигналом. Из-за уменьшения коэффициента затухания синусоидального сигнала обеспечивается увеличение степени деформации обрабатываемой заготовки. Однако и этот способ не лишен указанных выше недостатков.
Технический результат состоит в повышении качества обработки путем формирования увеличения маслоемкости обработанной поверхности как за счет увеличения реальной поверхности смачивания образованной канавки, так и за счет увеличения угла наклона излома впадины, что способствует удержанию смазки во впадине, препятствуя ее растеканию.
Технический результат достигается формированием на поверхности заготовки регулярного микрорельефа в виде равномерно чередуемых канавок трапециевидного профиля за счет сообщения деформирующему инструменту ультразвуковых колебаний с изменяющейся амплитудой по закону, изображенному на чертеже, и перемещения инструмента эквидистантно обрабатываемой поверхности.
Отличительный признак заключается в том, что с целью получения на обрабатываемой поверхности заготовки равномерно чередуемых канавок трапециевидного профиля ультразвуковые колебания, сообщаемые инструменту, модулируют синусоидальным сигналом со срезанными вершинами синусоиды.
На чертеже представлены эпюры модуляции ультразвуковых колебаний по предлагаемому способу.
Предлагаемый способ осуществляется в следующей последовательности. Заготовку закрепляют в патроне станка, например, токарного. Затем заготовке сообщают вращение, инструмент подводят к заготовке и прижимают с определенным усилием, задают ему ультразвуковые колебания, модулированные по амплитуде синусоидальным сигналом со срезанными вершинами синусоиды. Затем включают подачу инструмента и перемещают его эквидистанто обрабатываемой поверхности. После того, как инструмент пройдет по длине обрабатываемой поверхности, подачу выключают.
Например, для получения регулярно чередующихся канавок трапециевидного профиля на поверхности цилиндрических заготовок из цементированной стали 27ХГР, имеющую твердость HRC 54-58, обработку производили на токарно-винторезном станке модели УТ16-ПМ алмазным выглаживанием с режимами: частота вращения обрабатываемой заготовки 60 об/мин, подача 0,43 мм/об. Частота ультразвуковых колебаний инструмента при обработке - 18,6 кГц, амплитуда колебаний 9 мкм, вершины синусоиды срезаны на 30%. Обрабатываемые заготовки имели следующие размеры: Rmax=40 мм, Rmin=35 мм. В результате обработки получен регулярный микрорельеф в виде равномерно чередующихся канавок трапециевидного профиля с величиной площади поверхности смачивания на 18% большей, чем при аналогичной обработке с модулирующим сигналом синусоидальной формы без среза вершины синусоиды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА НА ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 2006 |
|
RU2329131C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1999 |
|
RU2170654C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| Устройство для вибронакатывания поверхностей | 1989 |
|
SU1682145A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
Изобретение относится к области обработки металлов, а именно к упрочнению заготовок деталей поверхностным пластическим деформированием путем формирования на них регулярного микрорельефа в виде канавок трапециевидного профиля. Сообщают инструменту модулированные по амплитуде ультразвуковые колебания, а заготовке вращательное движение. Перемещают инструмент эквидистантно обрабатываемой поверхности. Амплитудное модулирование ультразвуковых колебаний осуществляют синусоидальным сигналом со срезанными вершинами синусоиды. В результате повышается качество обработки. 1 ил.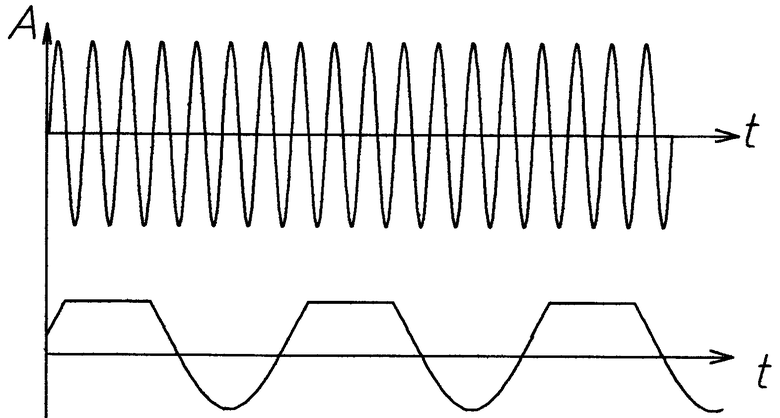
Способ формирования на поверхности заготовок регулярного микрорельефа поверхностным пластическим деформированием, включающий сообщение заготовке вращения, а инструменту ультразвуковых колебаний, модулированных по амплитуде синусоидальным сигналом, и его перемещение эквидистантно обрабатываемой поверхности, отличающийся тем, что формируют микрорельеф в виде канавок трапециевидного профиля за счет сообщения инструменту амплитудного модулирования ультразвуковых колебаний с синусоидальным сигналом со срезанными вершинами синусоиды.
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1999 |
|
RU2170654C1 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1985 |
|
SU1523316A1 |
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей и инструмент для его осуществления | 1990 |
|
SU1792822A1 |
| DE 3625286 A, 04.02.1988. | |||

