Изобретение относится к термической обработке, и может быть использовано при изготовлении, например, термоупрочненных труб нефтяного сортамента и является усовершенствованием устройства по авт.св.№ 1082844.
Целью изобретения является повышение надежности транспортировки изделий через агрегат для термической обработки.
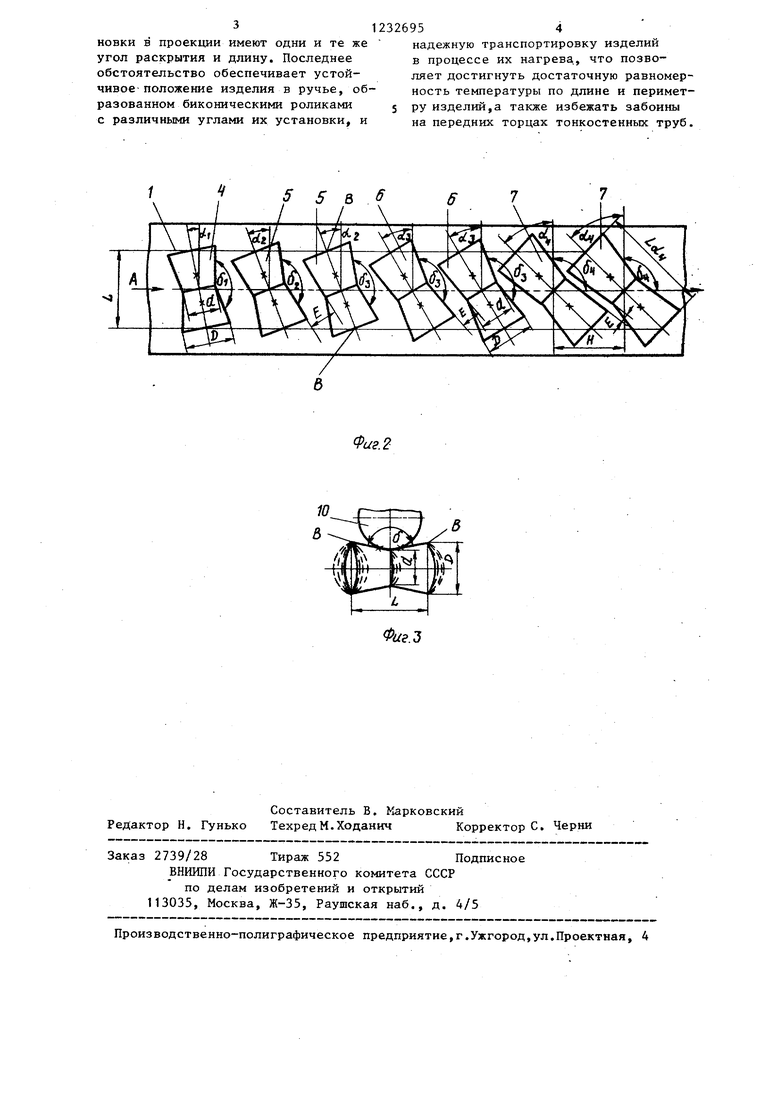
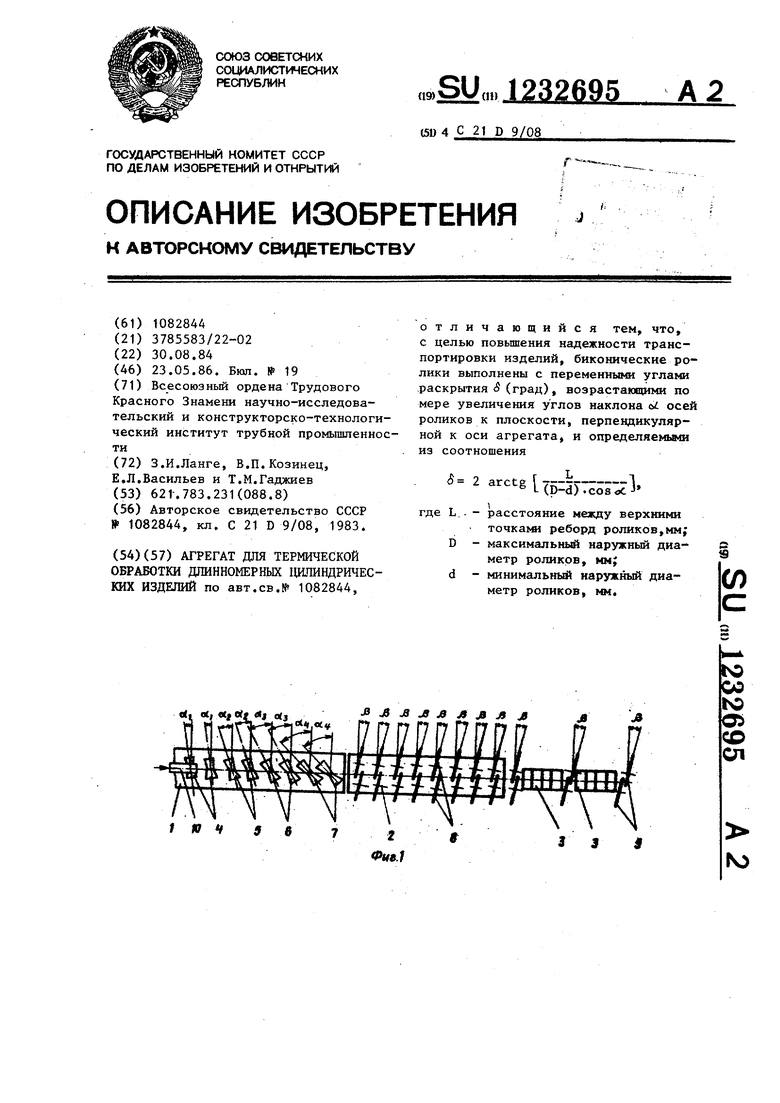
На фиг. 1 изображена схема предлагаемого агрегата; на фиг. 2 - схема рольганга проходной нагревательной камеры; на фиг. 3 - вид А на фиг. 1.
Агрегат включает последовательно расположенные и связанные транспор- тирукяцими средствами проходные нагревательную 1, промежуточную 2 и охладительную 3 камеры (например,спрей- рное устройство). В нагревательной камере 1 установлены транспортирующие механизмы в виде косоустановлен- ных биконических роликов 4-7. Наконы биконических роликов 4-7 выпол нены изменяющимися (увеличивающимися) по мере приближения к плоскости стыовки нагревательной 1 и промежуточой 2 камер (cst ос.;сС, о) . Наример, угол установки для роликов 4 о( 10°, роликов 5 ot 20°, роликов 6 30, роликов 7 oZ 45
В промежуточной камере 2 установлены транспортирующие механизмы в виде косоустановленных пар колес 6. Оси роликов 4 - 7 и плоскости колес 8 повернуты в противоположные стороны (разные стороны от плоскости, перпендикулярной оси агрегата). Наклон колес к плоскости, перпендикулярной си агрегата, выполнен под углом
)а 10°
в спрейерном устройстве устайов- лены транспортирующие механизмы в виде косоустановленных (под тем же углом « 10) пар колес 9.
В нагревательной камере 1 с увеличением угла установки cL роликов А -7 расстояние L (по нормали) между верхними точками В реборд каждого из них, а также максимальный D и минимальный d диаметры бочек роликов 4-7 остаются постоянными, а угол расрытия & (град) бочек этих роликов величивается по зависимо.сти
2 arete otf --.------ 1 - (D-d) cosct -J .
Указанное сочетание геометрических параметров роликового рольганга обеспечивает в проекции (вид А) одинаковый профиль и глубину ручья, образованного биконическими роликами 4-7, на всей длине нагревательной камеры 1. Пределом увеличения угла с/. является контакт соседних роликов по образую цим. В этом случае угол cJ- опpeдeJ яeтcя соотношением
cos oilnaKi:
D + d 2H
гдео.- максимально допустимый угол
установки роликов, град,
D - максимальный наружный диаметр роликов, MMJ d - минимальный наружньш диаметр роликов, мм;
Н -- шаг роликов, мм.
Агрегат работает следующим образом. Изделие 10 загружается рольгангом загрузки (не показан) в нагревательную камеру 1, где, перемещаясь в продольном направлении, нагревается до температуры закалки. Продольное пе- ремеи ение и вращение изделий 10 в этой камере вокруг своей оси в ,опре«- деленном направлении осуществляется
бикокическими роликами 4-7 а Благодаря одинаковым профилю и глубине ручья роликов 4-7 (в проекции) изделия 10 устойчиво (без утыканий и задержек) перемещаются вдоль нагревательной камеры 1 постепенно набирая обороты при переходе на ролики с большим углом их установки oL . Затем по мере дальнейшего перемещения изделия 10 и перехода более половины
его длины на колеса 8 промежуточной камеры 2 скорость вращения изделия возрастает до заданного значения, С этой же окружной скоростью изделие проходит через охладительную камеру
3 (спрейерное устройство), подвергаясь равномерной по всему периметру и длине закалке.
Приведенная зависимость угла раскрытия о бочки ролика от угла его
установки с при известных значениях его максимального D и минимального d диаметров, а также длины L бочки ролика, установленного перпендикуля; но продольной оси агрегата, позволяет определить истинную 1 бочки рс лика и угол ее раскрытия при прочих равных размерах. Бочки всех роликов независимо от угла их уста
новки в проекции имеют одни и те же угол раскрытия и длину. Последнее обстоятельство обеспечивает устойчивое- положение изделия в ручье, образованном биконическими роликами с различными углами их установки, и
надежную транспортировку изделии в процессе их нагрева,, что позволяет достигнуть достаточную равномерность температуры по длине и периметру изделий,а также избежать забоины на передних торцах тонкостенных труб.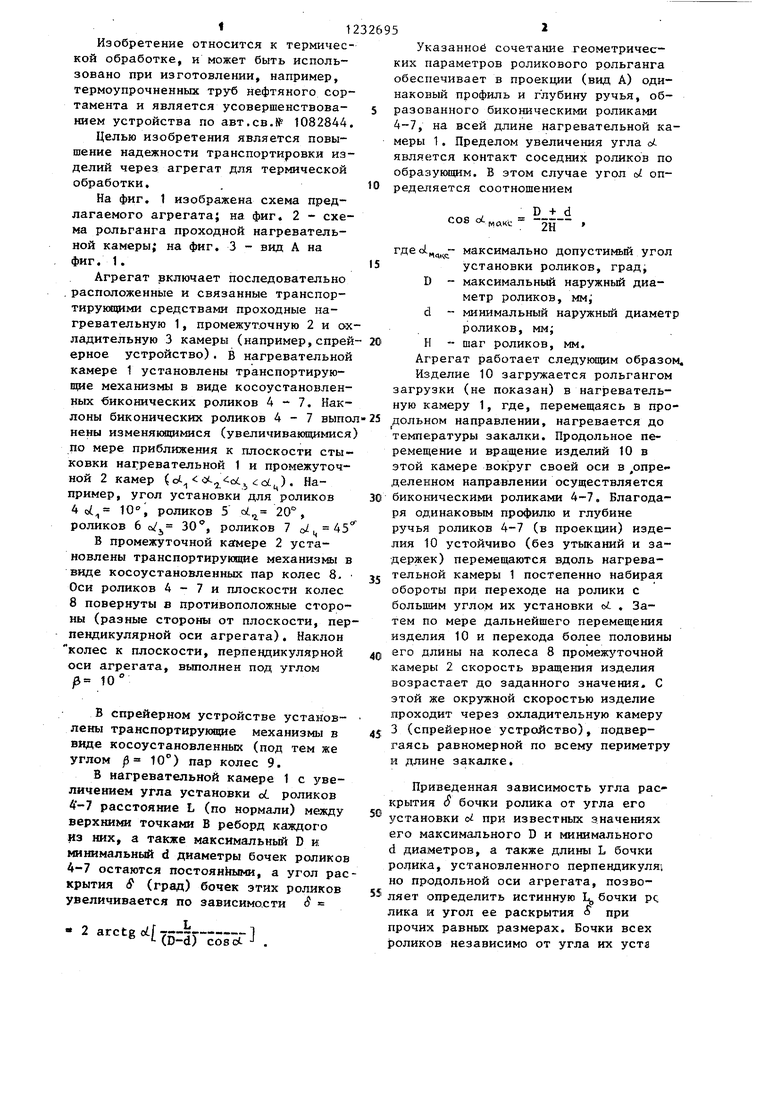
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термической обработки длинномерных цилиндрических изделий | 1983 |
|
SU1082844A1 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| УСТРОЙСТВО ВЫДАЧИ ЗАГОТОВОК ИЗ НАГРЕВАТЕЛЬНОЙ ПЕЧИ С ШАГАЮЩИМ ПОДОМ ИЛИ ШАГАЮЩИМИ БАЛКАМИ ДВУХРУЧЬЕВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2057278C1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| Агрегат для термической обработки рабочего валка стана холодной прокатки и способ его термической обработки | 2015 |
|
RU2615917C2 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРН|12С_? ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU377351A1 |
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2005 |
|
RU2295410C1 |
| Отводящий рольганг широкополосного стана | 1985 |
|
SU1343632A1 |
| Агрегат для термической обработки длинномерных цилиндрических изделий | 1983 |
|
SU1082844A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
