Изобретение относится к прокатному производству, а именно к средствам транспортирования 1ийроко11олосиог о проката. .
Целью изобретения является повышение надежности работы и точности центрирования проката и производительности.
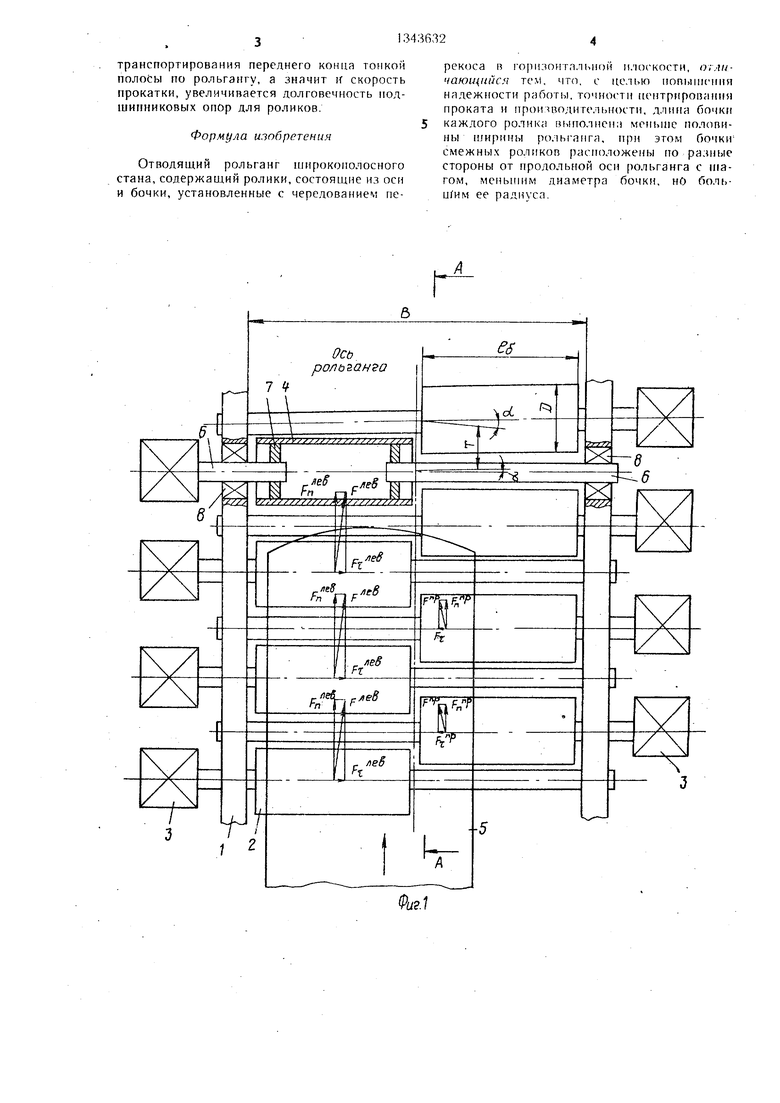
На фиг. 1 изображен предлагаемый рольганг, вид в плане (один из роликов показан f сечении горизонтальной нлоскостью по оси); на фиг. 2 -- разрез А- Л на фиг. 1.
Отводяпиж рольганг шириной В содержит раму I. TpaHCHopTHbte ролики 2 с приводом 3. Каждый транспортный ролик состоит из бочки 4, несуп1ей прокатанную полосу 5 (на (|)иг. 1 полоса условно показана прозрачной), полуосей б, закрепленны.х в бочке при помощи ступлп 7, а в раме - посредством подп1иппико ых узлоп 8.
Транспортные ролики 2 установлены с чередующимся перекосом в горизонталь 1ой плоскости путем поворота ролика ос пе)пеи- дикуляра к продольной оси рольганга вокруг точки и.х Г1сресечен1 я на угол а так, чтобы бочка 4. ролика 2 сдвинулась вперед по ходу гранснортирован;) полосы Гх Бочка-4 ро.ика 2 длиной Рл В/2 полностью расположена по одну сторону нродол)- ной оси рольганга. Ролики 2 установлеиь так, чтобы бочки 4 смежных роликов иа- ход.лсь по разные стороны от продольной оси ()олЫ анга, и за счет этого организовано li плане продольное перекрытие бочек смежных )оликов, Г1ОС)едством которого niar ролика становится меньше диамет|,)а бочки.
Установкой транспортных роликов, которых расположены относительно продоль- пой оси ро.пьга}1га в isiaxMaTiiOM порядке в два ряда с чередуюп1имся перекосом в горизонтальной плоскости, ,иотся появления в сме ценпой от оси р-ольгаига полосе пепгрируюп1ей составляющей силь тре ния бочек роликов о транспортируе мую полосу, независимо от степени износа бочек, что улуч1пает форму смотанных jyjionoB. За счет того, что смежиьи юл1п,;и ipe;i, arae- мого рольганга ус7а 1овлены так, что их б|)ч ки имеют перекрытие, niar ()о.1пкоп меьЧ)- ше диаметра бочки, но больн е ее радиуса. Благодаря этому снижается величина кинематических ударов переднего конца тонкой полосы о ро.днки, что позволяет повысить скорость трапспортирования ег О до моталок, а следовательно, у.пучипггь физико-механические свойства полосы и увеличить нрп- изводительность стана.
Шаг |)оликов выбирается больн1е радиу са во избежание колебаний uiara по д. рольганга.
Рольганг работает следуюп1им образом. При транспортировании полосы 5 по отводящему рольгангу силами, тянуи1ими полосу, являются силы трения бочек 4 тр:|иг- портных роликов 2 о полосу. У1ля роликов 2 с бочкой 4, ра( положе1 ной cnpai a от оси рольгамга, это сила лли рпликов с бочкой слева относи - F. Из-за указанного перекоса роликов эти силы раскладываются на продольную (Р и рч ) . н поперечную Р и F) составляющие. Силы и Ffl™ транспортируют (толосу от чистовой группы к моталкам, а силы и Гч стремятся сдвинуть полосу поперек рольганга, ггричем, нанравлены навстречу друг другу к середине роликов, т.е. к оси роль- raiira (рис. 1). Пели ось рол ьганга .совпадает с осью трансиортируюи1ей полосы, то
г;Гр
F- IfTBV г
т , т.е. if r
О и на
полосу действуют только продольные сос- тавляюи1.ие сил трепия, транспортируя ее
вдоль оси рольганга. При каком-либо смещении полосы от оси рольганга, например, влево (рис. I), силы трения от тех роликов на бочки которых сместилась полоса, ... - возрастут, т.к. увеличится вес полосы, приходящийся на эти ролики, а силы
трения от роликов, с бочек которых сдви- 1;улась полося, - F - умеиьп1аться по этой же причине, т.е., F i F . В результате F, I , и на полосу будет действовать поперечная сила, равная XF,, направленная также, как т.е. возвращать полосу к оси ролы-анга, пент|)иро- Baib ее.
Удар тр, ;нснортируемо(1 полосы 5 о ролик Г1р01 сходпт в MOMeiiT вст|)ечи передней кромки KOfiua Г олосы с обра: .уюп1ей Оочкп 4 ролика 2, (см. фиг. 2). Вели- ч(-;на удара зависит от угла р -- угол между направлением полосы до удара и касательной бочки ролика к точке встречи ,4ociii и тела p(JЛИкa. Чем мепьп1е р, тем дар. Угол р уменьшается с уменыиеипе.м отпос1п-ельного niara ро.пьган- :а а. Таким образом, iia предлагаемом роль- I aiire, умен1 н1иг (величину относителыюго ina- га а, снижают силу кинематических ударов, а значит можно подняП) скорость транспортирования псред1 его копна полосы не опасаясь заст К вапий из за подгибаний конца при ударе о ролики. Чтобы, сохранить )ав- комерность тага роликов предла|-аемого рольга гга, а. не быть меныне 0,5, т.е. Hiar роликов Т долже быть больше ра- лиуса бочки ролика.
А Аожно oT.MeTifTb еще одно дополнительное преимуи1ество предлагаемого отводящего )о. 1Ы-а11га.
В связи с те.м, что лля уменьшения а
увеличивать диаметр бочки D, не из- ме.:яя шага роликов Т, то при том же уровне скоростей прокатки значительно снизится частота вращения роликов, что повысит долговечность роликовых подшипников наиболее слабого узла в оборудоварши отводящего рольганга.
Г1реимуп1ества предлагаемого изобретения заключаются в том. что улучплается пснтрирован.ис полосы иа отводящем рольганге, iJOBbiinaeTCSi п))еде,1ьпая скорость
транспортирования переднего конца тонкой полосы по рольгангу, а значит ir скорость прокатки, увеличивается долговечность подшипниковых опор для роликов.
Формула изобретения
Отводящий рольганг широкополосного стана, содержащий ролики, состоящие из оси и бочки, установленные с чередованием перекоса п горизонтлльиой плоскости, отличающийся тем, что, с целью попышснип надежности работы, точности центрирования проката и производительности, длина бочки каждого ролика вынолиен;) меньше половины пшрины рольганга, при этом бочки смежных роликов расположены по разные стороны от продольной оси рольганга с тагом, мепьнщм диаметра бочки, нО боль- иУим ее радиуса.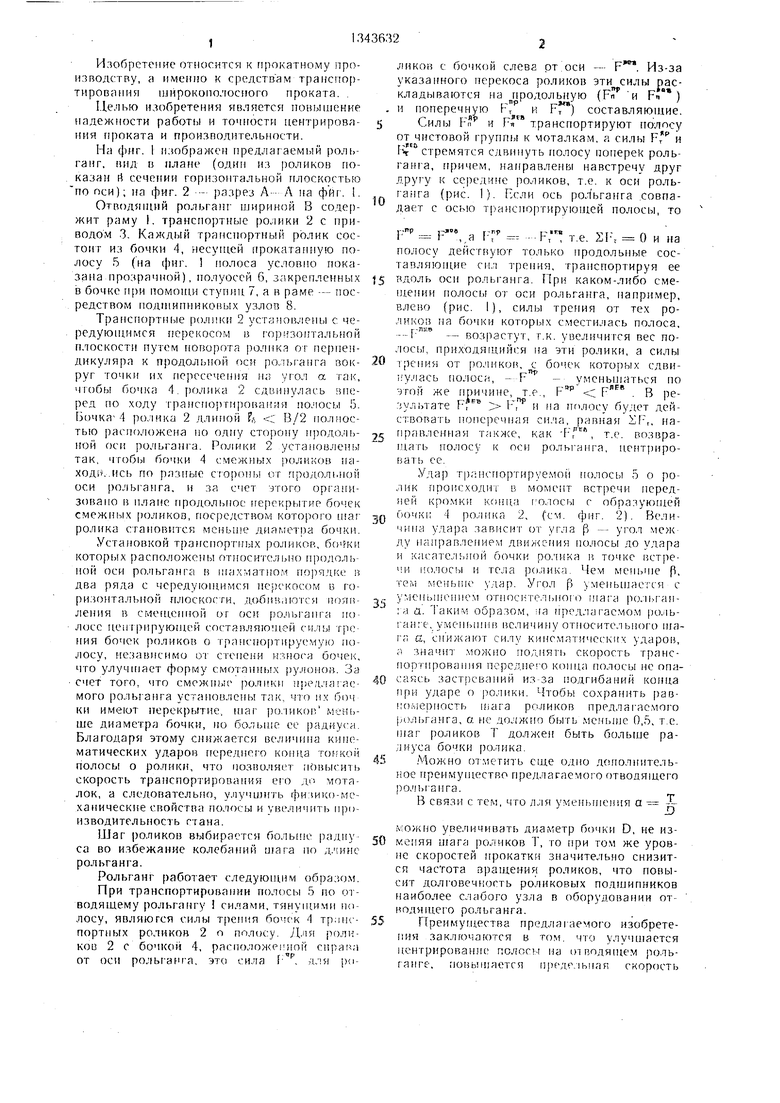
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| Способ центрирования полосы на отводящем рольганге широкополосного стана | 1984 |
|
SU1219199A1 |
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| Холодильник для проката | 1978 |
|
SU740327A1 |
| Ролик отводящего рольганга | 1987 |
|
SU1488053A1 |
| Способ управления скоростным режимом отводящего рольганга широкополосного стана | 2020 |
|
RU2743177C1 |
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Устройство для поштучной выдачи гибких длинномерных стержней | 1988 |
|
SU1615103A1 |
Изобретение относится к прокатному произсодстзу, а именно к средствам транспортирования широкополосного проката. Целью изобретения является повы1иение надежности работы и точности центрирования проката и производительности. Длина бочки роликов ро ьганга, установленных с чередующимся перекосом в горизонтальной плоскости, меньше половины ширины рольсанга, а бочки смежных роликов расположены по разные стороны от продольной оси ро.:|ьганга с шагом, MeHbHJHM диаметра бочки, но большим ее радиуса. Конструкция обеспечивает стабильное центрирование проката независимо от степени износа бочек, кроме того, размещение бочек роликов с перекрытием обеспечивает снижение величины кинематических ударов переднего конца полосы о рр- лики, за счет чего возможно повьпнение скорости транспортирования. 2 ил. OQ о со ю
Ось рольганга
eg
| Целиков А | |||
| И | |||
| и др., Современное развитие прокатных станов | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| рис | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
